灭菌炉(食用菌产业工厂化+机械化升级,国产设备已赶超日韩)
Posted
篇首语:再长的路,一步步也能走完;再短的路,不迈开双脚也无法到达。本文由小常识网(cha138.com)小编为大家整理,主要介绍了灭菌炉(食用菌产业工厂化+机械化升级,国产设备已赶超日韩)相关的知识,希望对你有一定的参考价值。
灭菌炉(食用菌产业工厂化+机械化升级,国产设备已赶超日韩)
食用菌是国际上公认的健康食品,富含高蛋白,低脂肪、低热量,含人体所需的多种营养元素,是兼有荤素两者之长的主档食品。
中国是世界上最大的食用菌生产国,食用菌有2500多种,其中能被人工种植的有600多种。食用菌已经成为继粮、棉、油、水果、蔬菜之后产值排名第六的作物。
6月5日,农业农村部发布《关于促进贫困地区食用菌产业稳定发展的指导意见》。意见指出,增强产业发展后劲,强化关键技术引进和技术集成攻关,提高食用菌整体技术水平,大力培育食用菌产品,促进散户生产向联合合作生产转变,积极发展企业工厂化生产,提升产业组织化程度。业内人士认为,该指导意见将掀起食用菌产业化新一轮高潮,同时也将促进食用菌工厂化和设备产业化发展。
三种模式并存,但工厂化是大势所趋
在中国,早在远古时代,食用菌就已经成为人们餐桌上的美食了。过去,人们通过直接采摘野生的蘑菇等获取食用菌,但这种方式生产效率低,能得到的食物极为有限。目前我们吃到的食用菌绝大部分是通过工厂生产出来。
笔者近几年考察过雪榕生物、众兴菌业、星河生物等食用菌上市公司或业内知名的企业,也调研过分散经营的农户。笔者发现国内食用菌有三种典型的种植模式:农户分散型、企业+农户型、工厂化生产型。
其中,农户分散型生产规模小,设备简陋,产出受季节因素限制,产量低,没有规模优势;企业+农户型由企业负责技术上指导或投入部分设备,农户进入门槛低,收益有一定保障;工厂化生产型能实现食用菌生产的集中度、规模化、标准化、持续化,能实现规模效应。

瓶装种植的金针菇
成都人喜欢吃火锅,金针菇是必点的菜品之一。笔者近期又深入考察了成都彭州和邛崃、都江堰等地的金针菇生产基地。5年前笔者也曾到过这些地区,但上次考察过的很多大棚种植的小散户已经大量退出了,有一些合作社升级成为食用菌大工厂。
在雪榕生物的彭州工厂,该厂的负责人说近几年有70%左右的散户退出了市场,主要原因是人工成本高,出菌质量差,售价低。据他讲,像雪榕生物这种大型食用菌工厂生产效率比传统的散户种植要高40倍左右。
在采访时笔者能感受得到,食用菌产业的工厂化趋势非常明显。这个产业本来就有很高的技术门槛,再加上成本的门槛越来越高,后期工厂化将是一种大趋势。相信散户也能种出好蘑菇,但是没有成本优势的情况下估计没有多少人能坚持做下去。
只有特定的品种才能工厂化
笔者在调研了雪榕生物、众兴菌业等大型工厂以及十几个小型化工厂时发现了一个有趣的现象,那就是虽然都是工厂化生产,不同规模的工厂生产的品种有区别,并且适合工厂化种植的食用菌品种非常有限,在国内大约不超过20个品种。这样的话,食用菌的生产事实上可以分为大工厂规模化生产、小型工厂生产和农户分散种植。
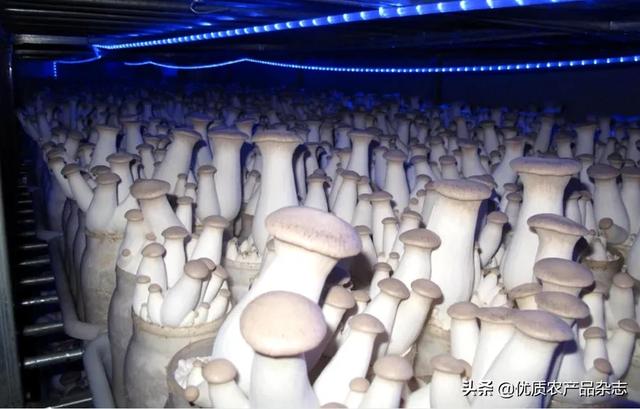
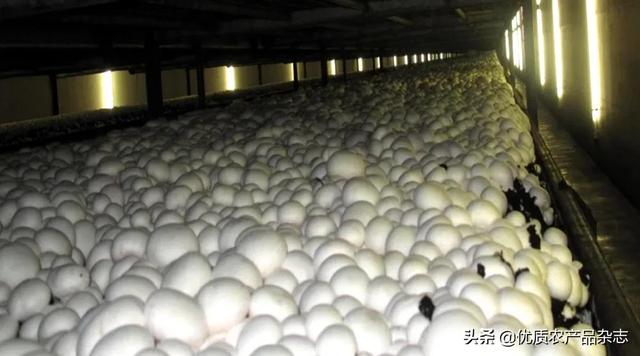
笔者在雪榕生物、众兴菌业的流水生产线上见到最多的是双孢蘑菇、金针菇、真姬菇、杏鲍菇、白灵菇。在成都地区雪榕生物的金针菇产量很大,主要原因是四川一年四季都吃火锅,而金针菇是火锅最常用的食材。

工厂化生产主要为瓶装种植
当然,作为外行笔者刚开始并不能分辨出这些蘑菇的区别,通过请教现场的工作人员才知道,工厂化生产的品种主要是要能适合瓶装种植。现有大型工厂的流水线,几乎全部是瓶装线。据雪榕生物技术专家介绍,近几年国内有企业在研发袋装生产线,但规模和普及度远远比不上瓶装线。
在小型化工厂,也就是部分环节实现了机械化生产的小工厂,生产的品种与大工厂有区别,笔者见到最多的是平菇、香菇、黑木耳、滑子菇,以及其他并不常见但市场售价较高的品种。
工厂的负责人说,双孢蘑菇、金针菇、真姬菇、杏鲍菇、白灵菇等品种已经在大工厂实现了规模化生产,市场价格很低,没有规模化优势基本上不赚钱;而平菇、香菇、滑子菇以及其他小众品种,需求量小,大工厂生产不经济,但是市场上售价较高,所以小工厂就选择了这些品种。
工厂化种植的食用菌
另据了解,适合瓶装的品种容易实现工厂化,有一些形状不规则的食用菌、容易碰伤的品种,以及不适合瓶栽的品种还得人工栽培。虽然大工厂也可以人工栽培,但是成本会比较高,所以一些价格高的小众产品反而是在个体农户家里种植。
通过走访不同规模的工厂和农户,笔者明显感觉到国内的食用菌种植,工厂化是个大趋势,但是三种模式在很长的时间里将会共存,小农户也有自己的比较优势,关键是要选择适合自己种植的品种,要避免和大工厂正面竞争。
工厂化种植工艺和设备的完美融合
笔者在调研时了解到食用菌工厂化有两种模式:一种是以工厂化生产双孢菇为代表的草腐菌生产模式,另一种是以工厂化生产金针菇为代表的木腐菌工厂化生产模式。笔者发现这两种生产模式最大的区别就是基质配料的不同,在具体的流水生产线设备方面区别不大,工艺也基本上相同。
每到一家工厂,笔者最关注的是工厂的生产工艺流程和使用的设备。
目前国内食用菌工厂化生产工艺流程学习的是日本和韩国的技术,通用的流程有:备料—预处理—原料配比搅拌—装瓶—灭菌—冷却—接种—培养—出菇管理—采收包装—清库挖瓶—烘干(保鲜)。

工厂化食用菌生产
按工艺流程看,工厂化生产食用菌有六大步骤:基质装备、装瓶灭菌、接菌、出菇管理、清库挖瓶、烘干(保鲜)。
工厂里先把备好后的原料进行预湿、浸泡处理,然后将预湿后的原料按配比至自动搅拌机中充分搅拌与混合。经过1.5小时后原料搅拌完毕,接着是装瓶灭菌,装瓶现在能实现用自动装瓶机装瓶,装完之后用自动封盖机封盖,用自动手臂机装入灭菌车,用灭菌周转车送到灭菌炉,使用蒸汽锅炉灭菌方式。灭菌结束后,将灭菌好的培养瓶拉炉放冷室进行放冷,放冷后接菌。
接种环节现在也能实现自动化了。冷却后在培养瓶进行接种,接种室经过百万级空气净化,操作人员要按严格的无菌操作进行接种,接种完后用自动手臂机将培养瓶装上栈板送入培养室进行培养。
接下来的出菇管理环节就比较愉快了,因为这是收获的过程。一是使用自动搔菌机搔菌;二是催蕾,这一步关键是要调节适宜的光、温、湿、气等,促使菌种在培养基的表面现蕾,以便及时出菇;三是包菇,包菇长度高于瓶口2厘米才可包菇;四是采收和包装,凡是适合工厂化的品种在这个环节都可以实现机械化作业;最后一个环节是烘干和保鲜,近几年工厂开始了食用菌的初、深加工,所以烘干和保鲜成为新的生产工艺。
国内食用菌工厂化设备
国内食用菌工厂化设备主要技术来源是日本和韩国,这两个国家和国内种植的品种接近,机器可以通用。近几年国产化进程速度很快,目前像雪榕生物、众兴菌业、星河生物等食用菌领域的上市公司也主要是采用国产设备。
国内食用菌种植明显呈现集中化和集群化发展的规律和趋势,相应的食用菌设备生产企业也呈现集中化和产业集群化,种植集群和设备集群有一定的重合度,但也并非完全重合。
工厂化种植的食用菌
目前国产食用菌工厂化设备的主要产地是上海、江苏、山东和河南,其中后3个省也是国内主要的农机产业集群,可见食用菌生产设备和传统的农机产业集群也有一定的重合度。
前文说过,按工艺流程看,工厂化生产食用菌有6大步骤:基质装备、装瓶灭菌、接菌、出菇管理、清库挖瓶、烘干(保鲜),相应地也有6大类设备,这些设备连接起来就是食用菌工厂化的全套设备,像雪榕生物这种大型食用菌生产车间一个完整的流水线有上百种设备,不过一些小工厂并不需要那么多的机器,但在关键几个环节的机器是少不了的,这几类机器能极大地提高食用菌工厂化生产的效率,所以需要重点介绍。
菌棒生产机。个体散户对菌棒的需求量很大,这种设备使用率也最高。通常情况下一个菌棒厂可以满足几十甚至上百家个体散户的生产需求。
这类设备的主要功能是粉碎、搅拌、压缩、装料、封口等工序,技术含量并不高,目前完全实现了国产化。
装瓶、装袋机。全自动水平袋装机整机的功能包括取袋机构、开袋机构、吹气机构、充填机构、顶封、麻点封、冷封等机构,可以大大减轻人工的劳动,比人工效率提高20~30倍,节约大量的人工成本,此类设备国内已经能生产,国产设备性价比突出。
装瓶机主要完成上料、装瓶、打孔、盖盖儿等功能。装瓶是食用菌生产上劳动量较大的环节,使用机器可以提高效率30~50倍,在金针菇、香菇种植工厂大量使用。
装瓶机国内销售最多的是韩国和中国台湾的设备。一般情况下,大型食用菌厂首套设备使用进口的,但二期工程和后续将使用国产设备。装瓶机国产设备性能稳定,价格有很大的优势,现在已经可以替换进口设备了。
挖瓶机。食用菌收获之后,瓶子通常要循环使用,所以要将老的培养基质挖出来,但食用菌的基质通常情况下已经和瓶体粘到一起,人工挖瓶工作量很大,并且往往将瓶体挖破。而气动式挖瓶机是利用高空气体将基质吃出来,不但吹得干净、效率高,还不会损伤瓶体,所以工厂化生产一是离不开装瓶机,二是离不开挖瓶机。国产的挖瓶机1小时可以清理5000~6000瓶,一个工厂通常配置一台就可以满足生产需要了。
食用菌培养箱。食用菌培养箱也叫作生化恒温培养箱,具有加湿、调光、调温功能,是决定后期大规模生产产量大小的关键设备、这种设备适用于各类食用菌和各类微生物品种的菌种培养,通过小环境的营造来改善菌种的生长环境。现有的设备都是通过电脑全程化自动调控。
该设备是食用菌工厂化生产的必备设备,国产设备技术已经成熟,产品自动化、智能化、标准化程度高,有望进入农机补贴目录。
食用菌烘干机。食用菌分为鲜食和干食两种。近几年以香菇、灵芝、牛肝菌、黑木耳等菌类为原料的食品、营养品、保健品的开发越来越多,相应地对食用菌烘干设备的需求量越来越大。
当前市场上有各种各样的烘干类设备,有煤、电、柴等多种加热方式。粮食烘干机已经成为农机的一个大产业,年销售额将近200亿元,但当前竞争非常激烈,现在已经有很多烘干机企业开始向果蔬烘干、中药材烘干、花卉烘干转移。预计随着食用菌设备进入国家农机购置补贴目录,许多烘干机企业也将进入食用菌烘干领域。
以上的几种设备对于工厂化生产,要么是劳动量、劳动强度大,要么技术含量高,要么是保证产品品质的关键,按照国家农机购置补贴政策里优先解决关键生产环节的理念,这几种设备有望得到国家和地方补贴政策的支持。
作者:柳琪
相关参考
...国内黑木耳三大产区都新上了一大批标准化、规模化菌袋工厂化生产项目,机械化拌料,自动化装袋,液体制种,自动化接种,净化车间,智能调控温度湿度光照通气菇房等等,这些新品种、新技术和新模式的应用,直接推动了...
...城乡居民生活水平的提高和健康意识的增强,国内传统的食用菌栽培方式难以满足市场的需求,食用菌工厂化栽培方式蓬勃兴起,快速发展。杏鲍菇食用菌工厂化栽培,指食用菌生物技术与工业工程技术及信息技术相结合,通过...
泰安现代塑料怎么样(装备嘉族·走进工厂|看现代精工是如何助力塑料产业转型升级的?)
...面临着污染治理的压力和保障“双碳目标”的实现,塑料产业目前都亟需积极转型。本期,装备嘉族带大家走进的是武汉现代精工机械股份有限公司,2005年成立,是一家致力于中空塑料板材、高端精细膜和化学纤维材料等产品...
泰安现代塑料怎么样(装备嘉族·走进工厂|看现代精工是如何助力塑料产业转型升级的?)
...面临着污染治理的压力和保障“双碳目标”的实现,塑料产业目前都亟需积极转型。本期,装备嘉族带大家走进的是武汉现代精工机械股份有限公司,2005年成立,是一家致力于中空塑料板材、高端精细膜和化学纤维材料等产品...
...制约了水果产业的跨越式发展。本文从提高水果加工工业机械化水平入手,探讨通过水果加工业机械化水平,来提高我国水果产业的增殖能力,促进水果生产与加工工业转型升级问题,与同行交流。一、水果产后加工工业回顾对...
振动变送器(温振变送器为何被称为工频类设备的“听诊器+心电仪”?)
...本不断上升、利润空间越来越小,倒逼制造业产业升级,机械化或半机械化的工厂越来越多,有的工厂单单机器就占据了生产经营成本的15%,而工厂为防止设备故障,还要购买多种维修部件,又因为无法预知故障出现原因,导致...
...淬火,结合自动化控制,使得钢管淬火炉智能化程度大大升级,符合目前智能工厂的自动生产要求。钢管淬火炉钢管淬火炉组成:钢管淬火炉由淬火IGBT节能电源、感应加热系统、淬火喷淋系、输送装置、上下压辊装置、喷水冷...
灭菌消毒筐(竹渣熟料筐栽草菇技术,以铺培养料的方法,这些你有了解过吗)
...渣熟料筐栽草菇技术摘要:草菇,又名兰花菇,属高温型食用菌,营养价值和药用价值高,口感极佳,深受消费者喜爱。目前多以废棉、稻草、玉米芯等农产品下脚料做为主原料床栽草菇,生物学转化率低,基本在10%~25%,其中...
灭菌消毒筐(竹渣熟料筐栽草菇技术,以铺培养料的方法,这些你有了解过吗)
...渣熟料筐栽草菇技术摘要:草菇,又名兰花菇,属高温型食用菌,营养价值和药用价值高,口感极佳,深受消费者喜爱。目前多以废棉、稻草、玉米芯等农产品下脚料做为主原料床栽草菇,生物学转化率低,基本在10%~25%,其中...
...包括油水分离器、预过滤器、除油过滤器、除臭过滤器、灭菌过滤器等等)、干燥机(冷冻式或吸附式)、稳压储气罐、自动排水排污器及输气管道、管路阀件、仪表等。上述设备根据工艺流程的不同需要,组成完整的气源系统...