火花机万力(模具抛光处理基本要求)
Posted
篇首语:科学的自负比起无知的自负来还只能算是谦虚。本文由小常识网(cha138.com)小编为大家整理,主要介绍了火花机万力(模具抛光处理基本要求)相关的知识,希望对你有一定的参考价值。
火花机万力(模具抛光处理基本要求)
1. 模具表面為何要力求力光潔.
由於塑膠製品用途日廣及品質要求不斷提高,模具表面之質素往往被要求達到鏡面拋光
度.產制光學膠鏡片之模具,其表面光潔度及塑膠模具之表表者.
一件打磨達到表面光潔之模具更具有下列優點:
1.1 塑制塑膠產品時,產品較易脱模.
1.2 可以減輕模具受塑膠料侵蚀.
1.3 可以減低由於暂時性之负荷過高或由於疲勞而引起之模具斷裂或爆裂.
2. 如何判斷模具之表面質素
判斷模具表面質素應注意下列兩點:
2.1 模具表面必須具有幾何學上正確無誤之平面,而表面並無任何長形之微型波浪纹起伏
不平.此等起伏不平及以前經砂輪研磨時模具往返過高所遺下之缺點.
2.2 模具之鏡面拋光表面通常均以肉眼判斷,而肉眼判斷往往產生困難.因為一塊經肉眼判
斷認為平滑之表面可能並非真正於幾何學上認為完全平滑者.
2.3 模具表面必須完全沒有刮花痕跡,例如碳化粒子被扯出而留下之细小洞穴,局部脱皮等
等.若模具質素要求嚴格時,其表面之光滑度可以利用特別儀器測定之,看光波折射方
法或放大鏡.
3. 打磨之工藝及技巧
打磨之工藝及技巧常被認為較重要之因素.若技巧使用得當,效果定必良好,反之,低劣
之技巧能糟蹋更佳之鋼材.
首先,雕刻模具多以铣床,電蚀機或復制加工.若模具表面要求平滑,則經銑法加工之表
面,必須再進行一邊串之粗磨,精磨及拋光等工序.經電蚀加工表面則只須作精磨及拋
光.經復制之模具只須進行用鑽石膏拋光.
快捷及良好之打磨過程始自以砂輪打磨.削除機械加工所留下之銑刀紋,產一片纯金屬
及幾何學上平滑之表面.不論利用機械打磨或以人力打磨.請留意下列各項守則:
3.1 砂輪研磨時應施用大量冷却剂,切勿產生過熱情形而影響模具硬度.
3.2 應選用清潔及無傷痕之砂輪或磨石,.硬度高之鋼材應選用較軟之磨石.
3.3 每次進行使用較幼細之砂數時,工件及指掌必須徹底清理妥當,以免遺留較粗之砂粒而
於下次竿出粗深之刮痕.尤以砂數愈幼細時更要小心行事.
3.4 當每次選用較幼細一級砂輪數時,應變換模具方向使之與前次成45度.然後研磨.當新
的磨紋完全蓋過前次磨紋方向后再加多25%時間繼續研磨,以消除已變形之一層薄萍表
層.然後,選用較幼細一級砂數.
3.5 不斷變換石磨方向之優點可以避免產生不規則花紋.
3.6 當研磨大型之平坦模具時,應盡量避免使用軟性之手持打磨碟.應選用打磨石以避免形
成不規則花紋. |
拋光標准
一. 試模前必須檢查打光是否完全符合要求或是否全部完成.
二. 火花纹地方是否正确及是否可以出模.
三. 所有鏡面打光,鋼材必須用ASSAB 136,硬度為52-54HRC.(需高回火溫度,最好用真
空爐見硬。 )
工件表面光洁度按照下列新標准. |
SPI-SPE 工件表面光洁度標准 舊標準
A-0 #1鑽石膏(光學要求)
A-1 #3鑽石膏拋光(鏡面) #1鑽石膏
A-2 #6鑽石膏拋光(鏡面)
A-3 #15鑽石膏拋光(鏡面) #2 (#1200沙紙)
B-1 #600 沙紙(光面)
B-2 #400 沙紙(光面)
B-3 #320 沙紙(光面) #3
C-1 #600 油石(啞面)
C-2 #400 油石(啞面)
C-3 #320 油石(啞面) #4 (#280油石)
D-1 喷#11粗玻璃珠 = (#2湿砂)
D-2 喷#240沙 = (乾幼砂) #5 (5”距離100磅壓力,似幼火花機紋)
D-3 喷#24沙 = (乾粗砂) #6 (3”距离100磅壓力)
用EDM火花電蚀加工,但需注意以下几點:
(i) 用低電流加工.因為高電流粗加工容易留下凹穴,打光時留下深孔.
(ii) EDM只适用日本火花机加工,因台灣机火花紋深淺不一,會留下深孔.以因拋光鑽石膏
后才看到"孔",如有凹孔重新打光需由#320開始,會浪费大量工时. |
模件打光工具及机械
工具規格及類別
砂 紙 : 150#,180#,320#,400#,600#,800#,1000#,1200#.
金 砂 紙 : 0#, 2/0, 3/0, 4/0, 5/0, 6/0.
油 石 : 省P-20钢沒有熱處理, 用牌子GESSWEIN DF,普通油石粗幼度120#,220#,400#,600#.
EDM油石 : 省H13钢已熱處理,用BORIDE EDM150#,180#,320#粗度.
絨 灰 轆 : 圓柱形,圓椎形,方形尖咀.
毛 掃: 省一些大平面及弧面的鏡面拋光。
鑽 石 膏 : 1# 3# 6# 9# 15# 25# 35# 60#
顏 色 : 白 黄 橙 綠 藍 啡 紅 紫
表 銼 : 方,圓,扁,小,角,彎銼及其它形狀.
火 石 仔 : 按柄尺寸有¯3/32", ¯1/8",¯1/4",¯6mm,¯3mm. 形狀有圓柱形,圓椎形或用火石王
打成你所需要的形狀及大小.
鑽石磨針 : 一般3/32"柄及1/8"柄,有圓波形,圓柱形,長直柱形,長圓椎形.
砂 石 靴 : 配合前后拉動頭及雙面膠紙貼在靴上用的,尺寸分為大小兩种:17x28, 8x17.
銅 片 : ¯1/8", ¯1/4"柄打成扁形以方便貼上砂紙省深骨或平面.
纖維油石 : 200# 300# 400# 600# 800# 1000# 1200#
顏 色 : 灰 淺啡 橙 黑 藍 白 紅 |
工 具 : 砂紙,油石,絨氈轆,鑽石膏,鑽石表銼,火石,鑽石磨針,各式銅片,名式竹片,纖維油
石,砂布靴,前后拉動頭,圓轉動打磨机,風動前后拉動頭.
竹 片 : 各式形狀适合操作者及模具形狀而造成,作用是壓著砂紙,在模件上研磨,達至客
人所要求的光洁度.
一般打光認識
1. 當一件新模件開始加工時,應先用火水(煤油)抹洗清洁它,后用酒精將所有油渍及不應有的
什物抹清,令模具能清爽打油石時,油石面不會粘上污物以至失去切削功能.
2. 打光應先造模件底角邊,骨坑及死角位地方,后造企身位和大平面.
3. 部分模件是三至四件夾埋而組成一件模件,個別模口沿邊只打去粗紋或火花紋,后將所有
模件夾齊將至打至平滑,塑膠件啤出時夾口位會稍為順滑.
4. 大平面或高企身位的模件,一定要打去粗紋后要用平的鋼片与紅丹檢查模件有否高低不平
或反口的不良情況出現.如有不平成品會黏模或拖花.
5. 模件是一塊平面可能在某地方是封胶位的話,我們可用雙面膠紙貼上砂紙貼在不想打光的
邊沿上,這樣可得一保險不至打到不應拋光的地方。
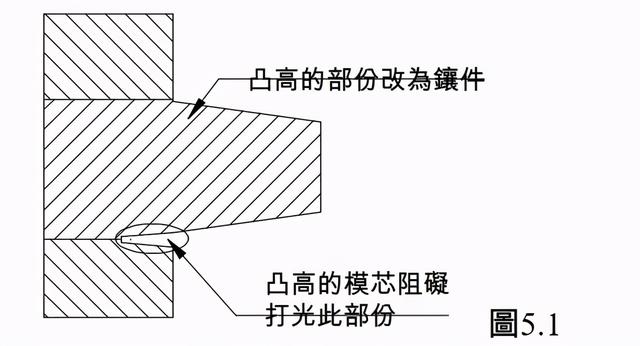
6. 如模件因高模芯而阻礙打光(如圖5.1),高模芯的位置最好改為鑲件。
7. 用前后拉動頭及平面靴省平面,平面靴的柄盡量放平不要多于25o,因斜度大會打出很多粗
紋在模件上.
8. 如不用前后頭連砂紙靴省平面,手動也盡可能用平面靴同黏有雙面膠砂紙打光,因這樣打
光模件會比較平滑,高低不平情況大大減少.
9. 如模件平面太細少,不要用前后槍夾著油石成30o或45o打,這樣會造成平面高低不平.應磨成
細少粒油石用竹或前后槍連同銅柄壓著油石打光至去清粗紋后用砂紙打光.
10. 用銅片或竹片壓著砂紙打光要謹記砂紙不應大過工具面積以至不應打到的地方被多出的
砂紙打至圓口或變了不平現狀.
11. 用細或大火石仔當收緊在打磨机后,用火石王打至同蕊或你所想要的形狀,因火石同蕊打
出至平面會稍為平滑,穩定.用火石打模件适用于粗加工,因火石仔加工會造成很多波浪及
高低不平情況.
12. 用銅片或竹片加工,工具形狀應跟模具近似不至將模件省到變形.例如平面要用平的竹片,
小或圓面用小或圓的竹片加工.
|
12. 當打光平面到企身邊的時候,砂紙或油石應向斜打15o至30o打光,這樣跟大平面打光不至
造成一條深坑在企身邊.
13. 如當粗打光油石在150#,180#,220#等油石不應加火水,打光320#以上除外.如用前后拉動頭一
般打砂紙都不應加火水打光,手動用銅片或竹片視乎當時環境而定.
14. 模件如不許可有火花紋的,打光者要看清楚或用不同方法找出火花紋而將之除掉.因每次試
模后發現有紋.模件要裝拆又再試模,這樣會費去很多工時同虛耗物料.
15. 檢查模件火花紋方法,可先將模件洗干淨后,用掃均匀地涂上銅酸于其表面,約3~5分鐘后,
用水洗淨模件,用風槍吹干.測試后,表面上無火花紋的模件上將變暗,表面有火花紋的將顯
現閃亮的斑點.重复用油石或砂紙處理至無火花紋,達到經銅酸測試后完全變暗為止.(銅酸
份量是水3份半,銅酸1份)
16. 打光粗電極不用比幼電極認真,只要將銅公面或企身位突出的東西省去,凹下的不一定要打
順,最好找出問題才打光,幼公我們要打至光滑,所有角位企身位要省至清楚順服,凹下的一
樣找出原因,也不一定要打順.
17. 銅公如收在火花机青銅夾具上,下面四粒基准釘,一定要用軟物件放在底部(如布仔,紙皮)不
至工件移動時有不必要的損坏,放在台或架上也同一做法.
18. 用手或机打至400#砂紙以上注意模件周圍環境清洁,砂紙應在剪開前將砂紙卷上互相磨擦,
將砂紙上稍粗砂粒去除,這樣會減低打光時突然打出粗紋.
19. 打光者如發現有突粗紋或已打光模件翻造時,發現有被不明物件撞花平面時應報給主管知.
另打光完成應通知主管,不應未完成而交出,日后試模后才發現而廢時失事.
20. 炭晶打光:炭晶公在CNC锣床加工后,視乎表面粗度,先從400#砂紙開始打去粗紋,再轉
600#,800#,1000#,當沒有紋后,可采用金砂紙打光,但要用打光膏一同打光,最后可用清洁布仔
將其拋至光面. |
相关参考
抛磨具抛光石(模具抛光处理基本要求)
1.模具表面為何要力求力光潔.由於塑膠製品用途日廣及品質要求不斷提高,模具表面之質素往往被要求達到鏡面拋光度.產制光學膠鏡片之模具,其表面光潔度及塑膠模具之表表者.一件打磨達到表面光潔之模具更具有下列優點:1.1塑...
抛光台(广东深圳吉大模具工作台厂家直销钳工钢板打磨台)
...根据客户要求;钳工工作台说明:1、采用优质钢板专用模具及鲲扎工艺成型,并通过先进的自动化静电喷涂工艺进行表面处理。2、根据用户的承载要求,可选择不同形状的桌脚。3、根据用户要求,工作台桌面可选择特殊成型高...
特殊模具钢(2311模具钢介绍-东锜特殊钢)
...20加上1.1%镍,钢材表面至中心硬度均匀一致,切削良好,火花机及抛光性能极佳,适宜气化,镀硬铬及镀钛。用途:适合高要求的塑胶模具,尤其是超过400MM厚之模具。退火:720-740℃热透保温足够时间,再随炉
特殊模具钢(2311模具钢介绍-东锜特殊钢)
...20加上1.1%镍,钢材表面至中心硬度均匀一致,切削良好,火花机及抛光性能极佳,适宜气化,镀硬铬及镀钛。用途:适合高要求的塑胶模具,尤其是超过400MM厚之模具。退火:720-740℃热透保温足够时间,再随炉
日研砂纸(塑胶模具表面抛光处理工艺以及模具粗糙度的标准,你都知道多少?)
...意产品设计尽在拓成:www.top-designs.cn不同等级的检测面对模具表面的要求也不一样。如果零件注塑后表面需要喷涂处理如面壳外表面,对应的模腔表面质量应达到A2标准,对抛光要求很高;壳体的内表面质量相对要求不高,相对...
快速模具抛光(模具的抛光处理,这些方法都要了解下)
...,而且能够改善材料表面的耐腐蚀性、耐磨性,还可以使模具拥有其它优点,如使塑料制品易于脱模,减少生产注塑周期等。因而抛光在塑料模具制作过程中是很重要的一道工序。目前常用的抛光方法有以下几种:1.1机械抛光机...
模具抛光表面处理(模具抛光怎么抛?这篇文章讲得太清楚了)
在模具制造过程中,模具的成形部位往往需要进行表面抛光处理。掌握好抛光技术,可提高模具质量和使用寿命,进而提高产品质量。1.模具抛光方法及工作原理模具抛光通常使用油石条、羊毛轮、砂纸等,使材料表面发生塑性...
日本NP9模具钢(CNC 编 程 经 验 总 结)
...位稍放大幼公:-0.1/S,粗公:-(0.1+0.15)/S产品尺寸很小或镜面火花机,火花位稍放小幼公:-0.03_-0.06/S,e:产品尺寸很大或
深孔电火花(精密不锈钢管内孔怎么抛光?)
...不锈钢管严格很多。或许有一些客户要求精密管必须内孔抛光,下面罡正给大家讲解下精密不锈钢管内孔怎么抛光?内孔抛光是机械加工专业术语,又叫深孔抛光。精密不锈钢管的内孔抛光是通过机械、电火花、电化学、等离子...
深孔电火花(精密不锈钢管内孔怎么抛光?)
...不锈钢管严格很多。或许有一些客户要求精密管必须内孔抛光,下面罡正给大家讲解下精密不锈钢管内孔怎么抛光?内孔抛光是机械加工专业术语,又叫深孔抛光。精密不锈钢管的内孔抛光是通过机械、电火花、电化学、等离子...