激光焊接机维修教程(激光焊接5种缺陷的解决方式)
Posted
篇首语:将相本无种,男儿当自强。本文由小常识网(cha138.com)小编为大家整理,主要介绍了激光焊接机维修教程(激光焊接5种缺陷的解决方式)相关的知识,希望对你有一定的参考价值。
激光焊接机维修教程(激光焊接5种缺陷的解决方式)
凭着效率高、精度高、效果好、易于自动化集成等优势,激光焊接被广泛应用于各个行业,在工业生产制造中扮演着举足轻重的角色,包括在军事、医疗、航天、3C汽配、机械钣金、新能源、卫浴五金等行业。
但是,任何加工方式如果没有掌握好其原理和工艺,都会产生一定的缺陷或不良品,激光焊接也不例外。只有很好地了解这些缺陷,并学会如何避免产生这些缺陷,才能更好地发挥激光焊接的价值,加工出外观精美、品质优良的产品。工程师通过长期的经验积累,总结出了一些常见焊接缺陷的解决办法,供行业同仁参考!
一、裂纹
激光连续焊接中产生的裂纹主要是热裂纹,如结晶裂纹、液化裂纹等,产生的原因主要是焊缝在完全凝固之前产生较大的收缩力而造成的,填丝、预热等措施可以减少或消除裂纹。
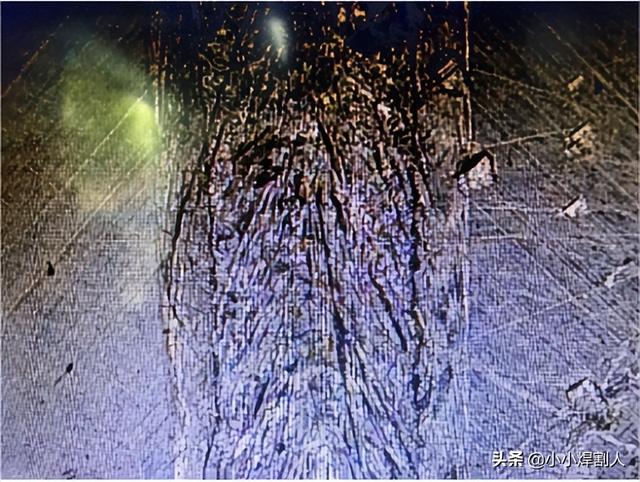
▲裂纹焊缝
二、气孔
气孔是激光焊接中较容易产生的缺陷。激光焊的熔池深而窄,冷却速度又很快,液态熔池中产生的气体没有足够的时间逸出,容易导致气孔的形成。但激光焊冷却快,产生的气孔一般小于传统熔焊。焊接前清理工件表面可减轻气孔倾向,吹气的方向也会影响气孔产生。
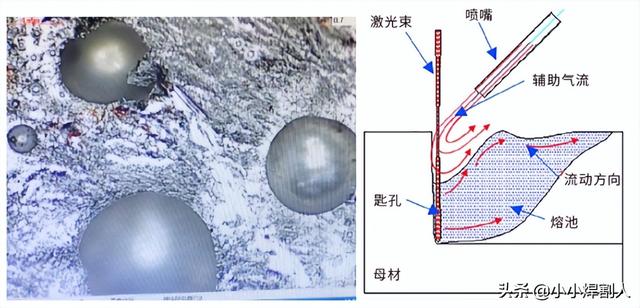
▲焊缝气孔(左)
▲焊缝形成过程(右)
三、飞溅
激光焊产生的飞溅严重影响焊缝表面质量,且会污染损坏镜片。飞溅与功率密度有直接关系,适当降低焊接能量可减少飞溅。如果熔深不足,可降低焊接速度。

▲焊接飞溅
四、咬边
如果焊接速度过快,小孔后部指向焊缝中心的液态金属来不及重新分布,在焊缝两侧凝固就会形成咬边。接头装配间隙过大,填缝熔化金属减少,也容易产生咬边。激光焊结束时,如果能量下降时间过快,小孔容易塌陷,导致局部咬边,控制功率和速度相匹配可以很好解决咬边的产生。

五、下塌
如果焊接速度较慢,熔池大而宽,熔化金属量增加,表面张力难以维持较重的液态金属时,焊缝中心会下沉,形成塌陷和凹坑,此时需要适当降低能量密度来避免熔池下塌。

▲铝合金焊缝下塌
正确了解激光焊接过程中产生的缺陷,理解导致不同缺陷产生的原因,就能更加有针对性去解决激光焊接的焊缝异常问题。

相关参考
激光加工过程主要有两种气孔:冶金型气孔:主要以氢气孔为主;工艺型气孔:主要是匙孔不稳定导致的气孔,孔内主要是金属蒸汽,保护气等;气泡致因分析:冶金气孔总结:1、氢气孔:氢元素主要来源于表面氧化膜、油污...
激光加工过程主要有两种气孔:冶金型气孔:主要以氢气孔为主;工艺型气孔:主要是匙孔不稳定导致的气孔,孔内主要是金属蒸汽,保护气等;气泡致因分析:冶金气孔总结:1、氢气孔:氢元素主要来源于表面氧化膜、油污...
眼镜桩头与镜圈连接处断裂维修眼镜桩头与镜圈连接处断裂,要求维修时对焊接处电镀层损伤不能太大,而且焊接后此处螺丝能够正常使用,不能焊死!视频加载中...
眼镜桩头与镜圈连接处断裂维修眼镜桩头与镜圈连接处断裂,要求维修时对焊接处电镀层损伤不能太大,而且焊接后此处螺丝能够正常使用,不能焊死!视频加载中...
手持激光焊接机怎么样(手持激光焊接机和传统的焊接有什么不同,看看就知道)
近年来手持激光焊接机的应用得到了广泛推广,手持焊接设备被越来越多的人熟知,虽然传统焊接在早些年可以满足焊接的需求,但是焊接效果却存在很多缺陷,良品率低,生产效率跟不上,技术焊工难招等问题。像这种焊接方...
氩弧焊和电焊哪个焊的牢固(手持激光焊接机和传统的焊接有什么不同,看看就知道)
近年来手持激光焊接机的应用得到了广泛推广,手持焊接设备被越来越多的人熟知,虽然传统焊接在早些年可以满足焊接的需求,但是焊接效果却存在很多缺陷,良品率低,生产效率跟不上,技术焊工难招等问题。像这种焊接方...
...化,继而冷却结晶形成焊缝。针对使用方式的不同,激光焊接机分为手持式激光焊接机和台式激光焊接机,那么这两种激光焊接机的优势点各是什么呢?手持式激光焊接机的优缺点优点1.激光器光束质量好、焊接速度快、焊缝牢...
激光填丝焊 相比于传统焊接方法,激光焊接具有显著的优势——热输入低、焊接速度快、热影响区小、热变形小等,近年来激光焊接得到了广泛的使用,在汽车工业、船舶工业、核电工业、航天航空工业等高科技行业应用的越...
汽车塑料焊接后牢固吗(博特塑料激光焊接设备原理及工艺解决方案揭秘)
...送系统等)也开始逐渐被塑料所代替,因此,产生了塑料激光焊接技术。目前国内市场上普遍使用的塑料焊接技术主要有振动摩擦、热板式塑料焊接及超声波焊接等。随着材料和设备方面的进步,激光焊接作为一种速、有效、干...
使用脉冲激光焊接,可以在模具仍安装在压力机中的情况下完成注塑模具的维修。与TIG焊接相比,这可以节省时钨极惰性气体保护(TIG)焊接是传统的方法,用于在随后的手工精加工或CNC加工完成修补之前,焊接在磨损或损坏的...