激光切割空气切割有毛刺(空气作为辅助气体在激光切割中的应用)
Posted
篇首语:少年恃险若平地,独倚长剑凌清秋。本文由小常识网(cha138.com)小编为大家整理,主要介绍了激光切割空气切割有毛刺(空气作为辅助气体在激光切割中的应用)相关的知识,希望对你有一定的参考价值。
激光切割空气切割有毛刺(空气作为辅助气体在激光切割中的应用)

自从1960年第一束激光被人类通过发振的方式产生之后,从医疗领域开始激光不断被应用于各个领域。
二十世纪七十年代起,激光技术逐步进入了工业切割领域,直到今天激光切割设备在企业中已经被普遍使用,不过也是由于激光切割设备的普及,企业之间产品价格竞争愈发激烈,这就造成了激光切割设备在企业中盈利能力下降,在当前整个加工制造业需要转型升级,企业需要将资金重点投放在工艺改进、效率提高、增加研发投入等更具附加值的生产环节的大背景下,如何降低激光切割设备的使用成本就显得十分迫切。本文将着眼于激光切割过程中使用空气作为辅助气体来降低切割成本的探讨。
不同辅助气体对切割质量的影响
首先,我们来了解一下激光切割的过程:发振器产生的激光通过透镜后,被汇聚于一点形成极小的光斑,通过精确控制透镜与板材的距离,保证激光光斑稳定在材料厚度方向上的某一位置,此时由于透镜的汇聚作用,光斑处聚集了功率密度非常大的激光能量,功率密度通常能达到106 ~109 W/cm2,材料吸收光斑能量后瞬间熔化,通过使用辅助气体将熔化的液体吹离材料完成切断加工。
在整个切割过程中,辅助气体的主要作用是形成驱动力,将熔化金属液体从材料本身去除,这个过程中不同种类的气体对于材料和断面的影响是不同的:
1、氧气作为辅助气体时
在吹离熔化金属液体的同时,还会发生氧化反应促进金属吸热熔化,从而实现更厚材料的熔化,这一过程会明显提高激光的加工能力。但同时也是由于氧气的存在,会使材料的切断面发生明显氧化,而且对切断面周围材料产生淬火效应,提高了这部分材料的硬度,对后续加工造成一定影响。
2、氮气作为辅助气体时
会在熔化金属液体周围形成保护氛围,防止材料被氧化,从而保证切断面品质。但同时由于氮气没有氧化能力无法增强热量传递,就不会像氧气那样帮助提高切割能力。另外由于氮气作为辅助气体时,氮气消耗量很大,造成切割成本比使用其他气体时有所升高。
3、空气的构成气体中
氮气约占78%,氧气约占21%,在使用空气作为辅助气体切割时,由于氧气的存在使得切割断面必然要发生氧化反应,但同时由于大量氮气的存在,氧气带来的氧化反应又不足以增强热量传递,切割能力不会提高,因此可以将空气切割效果理解为介乎于氮气切割和氧气切割之间,而好处是空气切割的成本非常低,所有成本就是空压机为提供空气而造成的电力消耗,以及空气管路中滤芯的消耗。
不同辅助气体对切割成本的影响
图1所示为1.5mm厚304不锈钢在使用氮气和空气作为辅助气体时的切割断面效果,从图1中可以看出:使用氮气作为辅助气体时,断面呈现银亮光泽,而使用空气作为辅助气体时,断面呈现淡黄色。
下面,以1.5mm厚304不锈钢为例,分析空气和氮气分别作为辅助气体时的切割成本,如表1所示。对比中使用的机型为AMADA公司最新一代光纤激光切割机,所搭载的是自主研发的光纤激光发振器。
通过以上成本分析可知,使用空气作为辅助气体切割时,每小时切割成本比使用氮气时可降低23.7%,这样的切割成本降幅对于企业整体工厂加工成本的降低可以起到非常重要的作用。另外,本文分析空压机的耗电时考虑的是,目前很多企业正在使用的是无变速螺杆空压机,如果使用永磁变频螺杆空压机,单空压机省电量就可以达到50%,使用空气的切割成本可以比使用氮气降低36.2%。
表1 切割成本对比

注:⑴以上成本分析中,机床的稼动率按70%计算,电费按照1元/千瓦时计算,氮气成本按照液氮1.5元/公斤计算。⑵空气切割时,空压机耗电费用按照17.5kW、1.26MPa、2.3m3/min规格的无变速螺杆空压机来计算。⑶使用氮气作为辅助气体切割时,空压机仍然需要为机床供气,因此也会产生电费成本
(a)氮气作为辅助气体的切割断面

b)空气作为辅助气体的切割断面

(c)两个零件的断面比较
图1 使用氮气和空气作为辅助气体时的切割断面效果
空气作为辅助气体的使用范围
01、碳钢板/Q235板
使用空气作为辅助气体切割时,板厚超过1.5mm后,切割断面会产生一定毛刺,不过所产生的毛刺并不锋利,划纸测试时不会将纸划破。对于不同功率、不同类型的发振器,空气作为辅助气体可以切割的最大厚度各有不同。
02、不锈钢板/SUS304板
使用空气作为辅助气体切割时,切割断面会产生黄色的氧化层。
03、铝板/A1050板和铝合金板/5052板
使用空气作为辅助气体切割时,切割毛刺相对于氮气会有所减小。
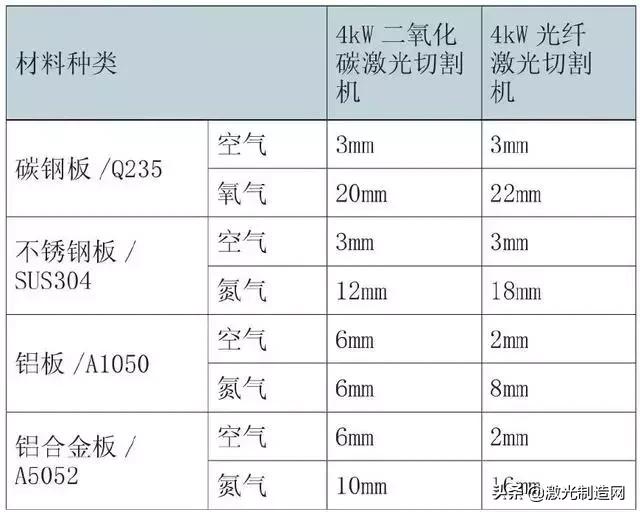
二氧化碳激光切割机和光纤激光切割机使用空气作为辅助气体时的切割加工范围如表2所示。
表2 空气作为辅助气体时切割的最大板厚值
空气作为辅助气体对切割的影响
01、对于碳钢板
使用空气作为辅助气体切割时,零件断面会产生较小的毛刺,但毛刺并不锋利,可以应用在对毛刺要求不高的零件上。
02、对于不锈钢板
由于空气作为辅助气体,材料在加工后切割面会被氧化,从而导致切割断面在进行焊接时氧化物会在焊道内产生夹渣和气孔等缺陷,影响焊缝质量,进而导致焊接部位强度下降。因此,对使用空气作为辅助气体完成零件切割后再对其进行焊接时,需要对焊接部位断面的氧化层进行打磨,从而改善焊接质量。另外,切割后断面会发生氧化,产生黄色的氧化层,如果该零件是外观件则有影响。氧化层同样也会对焊接产生影响,要先打磨氧化层才可以进行焊接操作。
03、对于铝板和铝合金板
使用空气作为辅助气体可以减小切割毛刺,如果使用氮气,切割毛刺反而要大些。
空气作为辅助气体对供气装置的要求
使用空气作为辅助气体切割时,空气压力需要0.9MPa,考虑到制造厂生产的空压机压力等级,应该选择额定工作压力能达到1.26MPa、流量达到2 .3m3 /min的螺杆式空压机。对于压缩空气的质量也要特别注意,要保证空气的干燥度达到99%,含水率低于1/100。因此,压缩空气管路中的过滤元件一定要使用质量可靠的品牌产品,并特别注意及时更换滤芯;同时在选择干燥机时,由于目前市面上有再生吸附式干燥器和冷冻式干燥器两种类型,这两种干燥机各有特点,但如果考虑长时间、少维护和供气稳定性等方面要求时,建议选择再生吸附式干燥机。最后,在选择压缩空气管路直径和减压器时,一定要满足压缩机输出气体的流量和压力,这样才能保证在使用压缩空气时压力的稳定。另外,目前永磁变频螺杆空压机在市场上已有销售,这种空压机相比目前的无变速螺杆空压机省电量可达50%,可以进一步降低切割成本。
结束语
在目前愈加激烈的行业竞争环境下,通过提高产品工艺难度、提升产品工业设计水平等方式提高产品附加值,是获得竞争优势的手段之一,在现有工艺状态下节省加工成本也是取得竞争优势的有效方法,使用空气作为辅助气体进行材料切割,可以降低切割成本,为企业带来更多的利润,从而为企业转型升级提供更多帮助。
来源:钣金与制作
相关参考
...确定激光本身是否良好,之后是工艺参数的调整。不锈钢激光切割后产生的毛刺有一定的硬度,难以去除还会影响工件的美观。最好从根本上解决。气体的纯度应该很高,可以改变一个更好的气体供应商,气
...确定激光本身是否良好,之后是工艺参数的调整。不锈钢激光切割后产生的毛刺有一定的硬度,难以去除还会影响工件的美观。最好从根本上解决。气体的纯度应该很高,可以改变一个更好的气体供应商,气
激光切割机辅助气体通常有氧气、空气和氮气这三种,切割不同材料要用不同的辅助气体。根据切割材料厚度的不同,其辅助气体的压力和流量也是不一样的,辅助气体的气压对激光切割效果有直接影响。辅助气体在激光切割机...
激光切割机辅助气体通常有氧气、空气和氮气这三种,切割不同材料要用不同的辅助气体。根据切割材料厚度的不同,其辅助气体的压力和流量也是不一样的,辅助气体的气压对激光切割效果有直接影响。辅助气体在激光切割机...
激光切割喷嘴是什么材质的(激光切割机需要用到气体吗?一般用什么气体?)
激光切割机使用时需要气体,激光切割时会产生大量热量。如果这样的高热量集中在一起,材料会在切割处燃烧。发生氧化反应,容易使工件变形。因此,我们需要添加一些辅助气体,常用的有氧气、氮气、空气和氩气。激光切...
激光切割喷嘴是什么材质的(激光切割机需要用到气体吗?一般用什么气体?)
激光切割机使用时需要气体,激光切割时会产生大量热量。如果这样的高热量集中在一起,材料会在切割处燃烧。发生氧化反应,容易使工件变形。因此,我们需要添加一些辅助气体,常用的有氧气、氮气、空气和氩气。激光切...
毛刺是指在激光切割加工中出现的各种不规则的金属部分,毛刺是激光切割机加工中普遍会发生的现象之一,毛刺直接影响被加工过程中工件的质量。调整后的切割出来的工件不会有毛刺,使激光切割加工的质量变得更高。根据...
毛刺是指在激光切割加工中出现的各种不规则的金属部分,毛刺是激光切割机加工中普遍会发生的现象之一,毛刺直接影响被加工过程中工件的质量。调整后的切割出来的工件不会有毛刺,使激光切割加工的质量变得更高。根据...
氮气和压缩空气哪个好(空压机应用:激光切割领域(二)用在哪里?)
压缩空气在激光切割机中的用途在哪里?激光切割机的原理激光发生器发出的激光束,经反射镜转变方向,在经过透镜聚焦,形成高功率高密度的激光束,被照射处的材料迅速熔化、气化、烧蚀,完成切割。激光切割辅助气体作...
激光切割机有毛刺怎么调(激光切割机产生毛刺怎么办?这样处理才完美)
激光切割机产生毛刺怎么办?产生毛刺一定是切割机质量问题吗?其实也不一定。毛刺是在激光切割加工中工件表面过渡处出现的各种尖角、毛边等不规则的金属部分,毛刺直接影响被加工工件的尺寸精度、形位精度和表面粗糙...