激光切割断面分析(激光切割不锈钢厚板的工艺要求)
Posted
篇首语:成家后,你要明白,你赚钱的速度不仅要快于你花钱的速度,还要快于父母变老的速度。本文由小常识网(cha138.com)小编为大家整理,主要介绍了激光切割断面分析(激光切割不锈钢厚板的工艺要求)相关的知识,希望对你有一定的参考价值。
激光切割断面分析(激光切割不锈钢厚板的工艺要求)
随着经济的日益发展,不锈钢中厚板的应用领域越来越广泛,它所制造出来的产品现已广泛应用在于建筑工程、机械制造、容器制造、造船、桥梁建造等行业。现在不锈钢厚板的切割加工方式主要以激光切割为主,而要想达到高质量切割效果就需要掌握一定的工艺技巧。
一般来说,中板是指厚度10.0-25.0mm的钢板,厚度25.0-60.0mm的称为厚板,厚度超过60.0mm的为特厚板。
一、激光切割厚板优劣的标准

1、粗糙度
激光切割断面会形成竖直的纹路,纹路的深度决定了切割表面的粗糙度,纹路越浅,切割断面就越光滑,纹路越深,断面则越粗糙。纹路越浅,切割质量就越高。
2、垂直度
对于厚钣金来说,切割边缘的垂直度是非常重要的。远离焦点时,激光束变得发散,可能导致切缝上下宽度不一致;切割边缘偏离垂直线过多,会导致工件不够标准,难以使用;边缘越垂直,则切割质量越高。
3、切割宽度
切割宽度决定轮廓的内径,在实际切割时,需要调整参数,对切割掉的材料进行补偿,以保证工件为所需要的尺寸。
4、纹路
高速切割厚板时,熔融金属没有由垂直激光束下方的切口里喷出,反而在激光束偏后处喷出来。这样就会在切割边缘形成弯曲的纹路。解决这个问题,需要在切割加工结尾时降低进给速率,这样可以大大消除纹路的形成。
5、毛刺
毛刺的有无及多少是决定激光切割质量的一个非常重要的影响因素,毛刺的去除需要额外的工作量,这些都会计算在时间和人工成本里。所以,有无毛刺,是判断激光切割是否合格的基础标准。
6、热影响区域
热影响区域指的是内部结构发生变化的区域的深度。激光切割中,切口附近的金属区域被加热,这可能会导致金属的结构发生变化。例如,一些金属会发生硬化。
7、变形
如果切割使得部件急剧加热,它就会变形,精细加工中这一点尤为重要。控制激光功率以及使用短激光脉冲可以减少部件变热,避免变形。
二、激光切割不锈钢厚板的工艺要求
1、喷嘴选型
喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、切割的稳定情况。进入切口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。不锈钢越厚,喷嘴应使用越大,比例阀设置越大,增大流量,才能确保压力,才能切割出正常断面效果。
规格:喷嘴的规格在这里主要指端部孔径,以Precitec的切割喷嘴为例,其孔径从1.5mm到5.0mm。孔径的选择主要同切割功率有关,功率越大,产生的热量就越多,就需要越大的气量。当我们切3mm以下的板材时,一般选用2.0mm孔径的喷嘴;切3mm到10mm的板材时,选用3.0mm的喷嘴,切10mm以上的板材时,就要用到3.5及以上的喷嘴了。
单双层喷嘴:一般来说,氧化切割(辅助气体是氧气)用双层喷嘴,熔融切割(辅助气体是氮气)用单层喷嘴。但有些激光器有专门的说明,用单层还是双层,这种情况下,就按激光器说明书操作。

△3.5孔径单层喷嘴
2、辅助气体选择和气体纯度
不锈钢激光切割加工中经常会用到各种辅助气体,例如氧气、氮气、空气等,使用不同的气体类型,切割断面的效果不同。氧气是黑色断面,空气为淡黄色,氮气可保持不锈钢原色不被氧化。不锈钢切割以氮气为首选辅助气体。
建议氧气和氮气纯度:
【氧气】
优点:切割速度高,能切割厚板料
纯度建议:≥99.999%
【氮气】
优点:避免切割边的氧化,工件因此不需再重新加工
纯度建议:≥99.995%
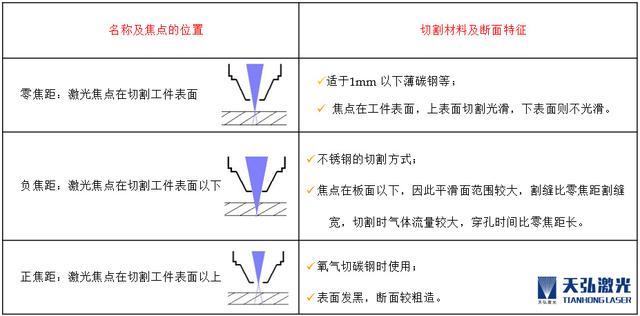
3、焦点位置
焦点不一样,所能切割的厚度、材质、品质也不一样,切割不同的材质和厚度,都需要调节成不同的焦点。切割前,测量出实际零焦点,以零焦点为基准才能够进行切割工艺参数的测试和分析,不锈钢切割以负离焦为主要工艺选择方向。
4、激光频率调整、脉冲占空比对切割质量的影响
频率变化对不锈钢厚板切割的影响:
频率从500-100Hz范围减小,切割断面效果变细腻,分层慢慢改善。频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出最佳频率范围。为确保最佳切割断面,必须保证脉冲次数与单脉冲能量完美匹配。
脉冲占空比变化对不锈钢厚板切割的影响:
脉冲占空比45%是临界值,继续降低占空比,下表面出现未切透痕迹,占空比增大到60%,断面变粗糙,分层明显,切割表面发黄。
脉冲占空比是指每一脉冲中光束照射时间所占的比例。频率就是一个脉冲里峰值功率出现的次数,占空比就是在一个脉冲里,峰值功率也低谷功率的比值。
相关参考
激光切割碳钢断面分析(2019郑州机床展|激光切割国产中厚板的问题探讨)
...本也在大量使用中国板材,因此与其期待中国钢材来适应激光切割,不如研究和提出能够优质地加工劣质材料的方法和提案。本文就讲一下在中厚板加工中常遇到的问题。1.碳钢厚板穿孔问题在厚板加工中穿孔时间
激光切割碳钢断面分析(2019郑州机床展|激光切割国产中厚板的问题探讨)
...本也在大量使用中国板材,因此与其期待中国钢材来适应激光切割,不如研究和提出能够优质地加工劣质材料的方法和提案。本文就讲一下在中厚板加工中常遇到的问题。1.碳钢厚板穿孔问题在厚板加工中穿孔时间
激光切割切割不锈钢断面有两层(解决不锈钢穿孔加工缺陷的方法(激光切割))
在激光切割不锈钢的过程中,时常会遇到各类小问题,如穿孔后表面有大量无法清除的黏着物,初始切割时偶尔会切不透,切割小轮廓或者尖角时出现挂渣等,下面我们就针对这些问题做原因分析并给出相应的解决方法。1.在不...
激光切割切割不锈钢断面有两层(解决不锈钢穿孔加工缺陷的方法(激光切割))
在激光切割不锈钢的过程中,时常会遇到各类小问题,如穿孔后表面有大量无法清除的黏着物,初始切割时偶尔会切不透,切割小轮廓或者尖角时出现挂渣等,下面我们就针对这些问题做原因分析并给出相应的解决方法。1.在不...
...料厚4.5mm,属于厚板范畴,采用常规冲压工艺生产,其剪断面上呈现不同断面的特征非常明显。图1零件零件冲压工艺分析图2剪口断面上的4个特征区间在常规冲裁过程中,随着材料的逐渐分离,零件剪口处的材料存在3个变形阶段...
特厚板切割加工(高功率系统与智能硬件组合:解决各种材质的稳定性切割难题)
...(如钢构、造船业、风能发电、重型工程设备制造等),激光切割可以有效缩短加工周期、提升加工精度、降低加工成本。随之而来,对生产的稳定性诉求愈加强烈,从穿孔到切割,激光下料的全过程,每一环的稳定性都会影响...
特厚板切割加工(高功率系统与智能硬件组合:解决各种材质的稳定性切割难题)
...(如钢构、造船业、风能发电、重型工程设备制造等),激光切割可以有效缩短加工周期、提升加工精度、降低加工成本。随之而来,对生产的稳定性诉求愈加强烈,从穿孔到切割,激光下料的全过程,每一环的稳定性都会影响...
激光焊接是激光加工技术应用的重要方面之一,更是21世纪最受瞩目、最有发展前景的焊接技术。与传统焊接方法对比,激光焊接具有很多优势,焊接质量更高、效率更快。目前,激光焊接技术已广泛应用于制造业、粉末冶金、...
激光焊接是激光加工技术应用的重要方面之一,更是21世纪最受瞩目、最有发展前景的焊接技术。与传统焊接方法对比,激光焊接具有很多优势,焊接质量更高、效率更快。目前,激光焊接技术已广泛应用于制造业、粉末冶金、...
...料下料根据加工方式的不同,可分为普冲、数冲、剪板、激光切割等,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料的主要方式为数冲和激光切割。2.1数冲是用数控转塔冲床加工,板材厚度加工范围为 冷扎...