激光下料料边宽度要求(CAD钣金设计之孔与边距尺寸确定)
Posted
篇首语:什么是知识?它不是别的,是记录下来的经验。本文由小常识网(cha138.com)小编为大家整理,主要介绍了激光下料料边宽度要求(CAD钣金设计之孔与边距尺寸确定)相关的知识,希望对你有一定的参考价值。
激光下料料边宽度要求(CAD钣金设计之孔与边距尺寸确定)
CAD钣金设计之孔与边距尺寸确定
钣金是常用的一种材料,在很多产品中都会用到,了解钣金的的一些最小孔位设计以及到边的最小尺寸很重要,对于提高产品的可靠性,加工的容易度有很大帮助。那么钣金加工方式有那些了?设计时有那些要求了:
1 ; 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料方式主要为数冲和激光切割
2; 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于或等于3.0mm,
铝板 小于或等于4.0mm,不锈钢 小于或等于2.0mm
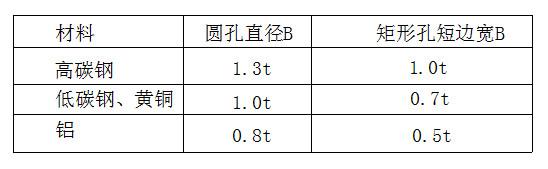
3; 冲孔有最小尺寸要求 ,冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
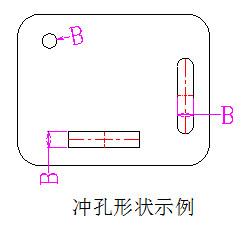
t为材料厚度,冲孔最小尺寸一般不小于1mm。
数控冲床(nct ),冲孔的最小边距见下表:

0.6MM 以下的材料一般不用数控冲床,易变型,适合冲T=4MM以下的材料。
4: 数冲的孔间距与孔边距
零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,当冲孔 边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
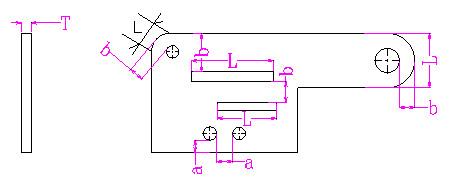
b大于T的1.0倍,a大于T的1.5倍。
冲裁件孔边距、孔间距示意图
5: 折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定的距离
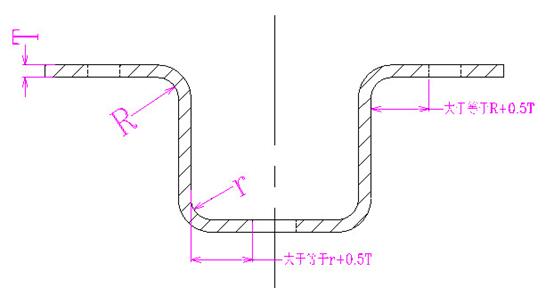
折弯件、拉伸件孔壁与工件直壁间的距离
以上就是在设计钣金件是要考虑的材料与孔边距的关系。在设计产品时充分考虑到这些,对于产品稳定生产有很大的帮助。
相关参考
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂轮电动切割机进行下料
数控转塔冲床编程软件教程(钣金加工工艺总结,钣金件设计指南,钣金件的报价方法)
... 下料根据加工方式的不同,可分为普冲、数冲、剪板、激光切割等,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料的主要方式为数冲和激光切割。 2.1 数冲是用数控转塔冲床加工,板材厚度加工范围为...
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂
...料下料根据加工方式的不同,可分为普冲、数冲、剪板、激光切割等,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料的主要方式为数冲和激光切割。2.1数冲是用数控转塔冲床加工,板材厚度加工范围为 冷扎...
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂