滤芯接长焊接机(叉车焊接线焊烟除尘系统改造)
Posted
篇首语:研卷知古今;藏书教子孙。本文由小常识网(cha138.com)小编为大家整理,主要介绍了滤芯接长焊接机(叉车焊接线焊烟除尘系统改造)相关的知识,希望对你有一定的参考价值。
滤芯接长焊接机(叉车焊接线焊烟除尘系统改造)
【能源人都在看,点击右上角加\'关注\'】
北极星大气网讯:摘要:本文结合上海市永恒力叉车制造有限公司的除尘系统改造项目,介绍了叉车焊接线焊烟除尘系统改造情况,对除尘系统运行的主要流程进行了分析,并且对于叉车制造电焊车间中存在的PM2.5污染问题进行了分析,提出了三个主要的除尘改造方案,分别是整体通风置换除尘、区域隔断除尘以及点源除尘等,最后对于检测结果进行了分析研究,可供有关单位参考。
0 引言
在進行叉车电焊车间焊接操作过程中,大量的粉尘会伴随着产生,如何对作业环境中的粉尘含量进行控制,对于生产过程具有重要意义。焊接烟尘的产生过程为过热,蒸发,氧化,冷凝,液态金属和非金属物质蒸发的高温蒸汽被迅速氧化和冷凝生成的烟尘粒子称为一次粒子,一次粒子基本形态呈球状,一次粒子随着温度的降低,迅速有几十个或几百个聚合在一起形成所谓二次粒子。下文将以实际案例对叉车电焊车间的除尘系统改造策略进行分析。
1 项目概况
本项目为叉车焊接线电焊烟尘除尘系统改造,实施地点为上海市青浦工业园区崧泽大道10888号的永恒力叉车制造(上海)有限公司,主要从事电动叉车的制造和维修。年生产各类电动叉车15000台。公司拥有叉车装配线6条,自动静电粉末喷涂线一条,电焊机60台。电焊区域位于整个联合厂房中部,南侧有工程测试区,中间采用双层彩钢板隔墙分隔。
目前该车间拥有8条焊接生产线,5套除尘系统,采用点除尘的方式,每个焊接工位设置一个吸气臂,通过管道进入除尘系统进行过滤,过滤后的空气4台在室内排放,1台室外排放。滤筒采用中效过滤,由于二氧化碳气体保护焊的焊接烟尘大粒径通常为1μm,因此除尘器的过滤效率低于70%。经测定焊接车间内2米以下(呼吸带)的PM2.5浓度400-700μg/m3,车间内空气严重污染。同时由于物流通道的快速门频繁开闭,焊接车间内的粉尘影响到边上的喷涂车间和装配车间的空气,导致这两个车间的PM2.5浓度达到150-300μg/m3的重度污染。为了解决车间污染问题,同时对新增的3条焊接生产线安装除尘系统,因此开展了焊烟除尘系统改造项目,对于车间内存在的PM2.5进行改善。
另外,由于焊接件为碳钢件,表面存在油污,经高温后,油烟会随焊接烟尘进入除尘器滤筒,导致现有的滤芯使用寿命短,一般在3个月需要更换,每年的滤筒更换耗费大。电焊产生的高温焊渣会存在被风机吸附到滤筒表面,引燃滤筒表面油污,导致除尘器发生火灾的风险。
2 车间内的PM2.5原因分析
通常用PM2.5来表示每立方米空气中这种颗粒的含量,这个值越高,就代表空气污染越严重。本文针对叉车生产电焊车间中存在的PM2.5污染问题,对焊接车间PM2.5开展了检测作业,并且分析现有的除尘系统的运行状况。最终确定焊接车间内的PM2.5高的主要原因有以下几方面:首先是焊接车间的除尘器共五台,除尘器管道T型连接,影响到吸气臂风量和罩口的风速,导致吸气臂罩口20cm处的风速
3 除尘系统运行流程
在本项目采用了点源除尘的改造方案,具体除尘系统的运行流程为车间在进行焊接过程中生产的焊烟通过万向吸气臂进行吸收,然后通过系统管路进入到滤筒除尘器中进行过滤除尘,净化后到空气通过尾部管路和变频风机在15m高空达标排放。管路中通过滑石灰喷粉机进行预喷粉,利用滑石粉吸附油烟,延长滤筒的使用寿命。在除尘器内增加添加消防喷淋系统,温度传感器对除尘器内的温度进行监控,超过温度进行报警并启动除尘器内的消防喷淋系统进行灭火。
4 改造方案分析
4.1 整体通风置换除尘
本项目针对通风系统,在车间内设置送风系统,在地面高度2m处设置送风口。6-8米处设置回风管道和回风口,将除尘器设置在厂房外,受污染的空气经风管通到外部除尘器进行处理,并设置15米高的烟囱。焊烟除尘器工作原理为内部高压风机在吸风管罩口处形成负压区域,焊接烟尘在负压的作用下由吸气臂进入焊烟除尘器主体,进风口处阻火器阻留焊接火花,烟尘气体进入焊烟除尘器主体净化室,高效过滤芯将微小烟雾粉尘颗粒过滤在焊烟除尘器过滤室,净化的空气纯度可达到国家要求的室内气体排放标准。
整体厂房通风除尘系统由回风系统、组合式除尘系统、送风系统组成,其中组合式除尘系统由回风段、高效过滤段、回风机段、排风段、新风调节段、初效过滤段、制冷/热段(选配)、送风机段和出风段组成。处理后空气可以通过15m烟囱高空排放,也可以在初效过滤段增加活性碳过滤,以去除焊接烟尘中的NO,O3等气体异味,重新送风段,通过送风管道送入车间,风机风量28万m3/h。除尘系统中可以选择设置空调系统,调节焊接车间内冬季和夏季的温度。除尘系统预算安装费560万元(含空调786万元),年运行成本150万元(含空调250万元)。
该方案优点可以使4m以下的空气PM2.5控制在250μg/m3以内,系统可以增加空调系统,在冬季和夏季可以调节焊接车间内的温度,改善作业条件。回风经过高效过滤和活性碳过滤后,将洁净空气重新送入焊接车间,起到节能作用。春秋季可以改用全新风系统,减少活性碳的消耗。缺点是一次性投资成本高,能耗大,每年的运行费用高。4米以上的空气PM2.5浓度较高,但不在人体的呼吸带,不影响焊接车间内人员的呼吸。
4 . 2 区域隔断除尘
本项目在焊接线行车框架上加装阻燃型有机玻璃板, 将11 条焊接线分成8 个隔间。每个隔间底部通过焊接遮光垂帘与地面的进风, 顶部设置集烟排尘口,通过金属预过滤网过滤后, 经15m 烟囱外部排放。风量设计按照《采暖通风与空气调节设计规范》( GB50019 - 2003 ) 中工业生产车间换气公式:
换气次数( 次/ 小时) × ( 室内面积(m2 ) × 室内的高度(m ) ) = 室内总风量(m3 / h )
按照《洁净厂房设计规范》( GB50073 - 2013 ) 的换气标准, 设计换气次数20 次/ 小时。
按照现有8 条焊接生产线的布局, 以及新增3 条焊接生产线的布局, 背靠背的焊接线合并成一个隔断, 将11 条焊接线分隔成8 个隔间。隔断除尘系统预算安装费600 万元, 运行成本65 万元。
该方案的优点: 每年的运行成本低, 金属过滤网可重复使用。缺点: 一次性投入成本高, 金属过滤网的过滤效率低, 虽然能满足《大气污染物综合排放标准》( DB31 / 933 - 2015 ) 标准中20mg /m3 浓度标准, 但随着环保排放标准的日趋严格, 今后改造成本高。如直接选用高效过滤模块, 则系统压差将增大, 需要选用功率更高的风机, 则一次性投资成本将进一步增加, 每年需更换过滤模块, 运行成本也将增加。
4 . 3 点源除尘
点源除尘是在距离焊接烟尘产生点周边一定距离设置吸尘罩口, 将产生的焊接烟尘在源头吸掉。相比整体除尘和隔断除尘通过空气置换的治理方式, 点源除尘属于源头治理, 除尘系统使用的风量小, 能耗低的优点。点源除尘系统在每个焊接工位设置万向吸气臂,吸气臂连通除尘管道, 管道末端设置除尘器, 焊接烟尘经高效滤筒过滤后, 通过排放总管进行高空排放。也可以在除尘器尾端增加活性碳除去异味, 经过滤的空气在室内排放。
万向吸气臂罩口30cm 处截面捕捉风速为0 .5m/ s ,吸气臂管径DN160mm , 管内风速设计为12 - 15m / s , 单个万向吸气臂的设计吸尘风量为1200m3 / h 。新增3 条线的吸气臂共16 条, 设计余量10% , 除尘系统设计风量Q= 16*1200*1 . 1 = 21120m3 / h 。
风量Q1 = 22000m3 / h , 系统全压: 3150Pa ; 按照风机的性能曲线, 选用功率30kW , 的变频电机。除尘器选型Donaldson DFO3 - 24 , 由于引入焊接机器人替代人工焊接已提上议事日程, 因焊接机器人自带除尘系统, 因此原有的8 条焊接线使用的5 套除尘系统继续沿用。因原有的5 套除尘系统的管路设计问题, 部分管路连接方式采用T 形连接。因此对五套除尘系统的管内风速进行了测量, 结果如下图1 所示:
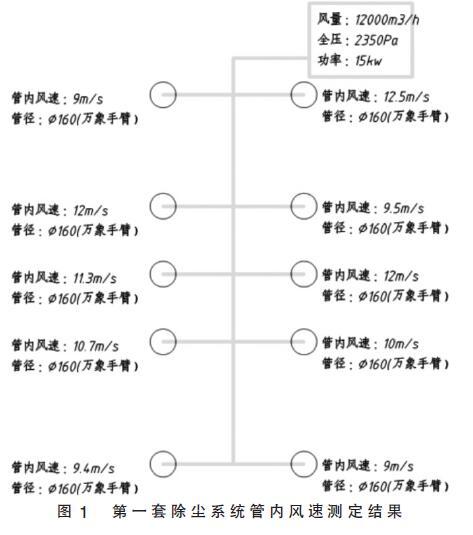
根据现场测算管内风速, 目前本套除尘系统实际使用风量为: 8000m3 / h , 其中7 条吸气臂管内风速低于有效除尘要求12m / s 的管内风速。风量不足, 及管内风速完全达不到设计所需及平衡要求, 管路系统设计不合理, 大部分三通斜插口均为直插, 导致系统阻力增大。
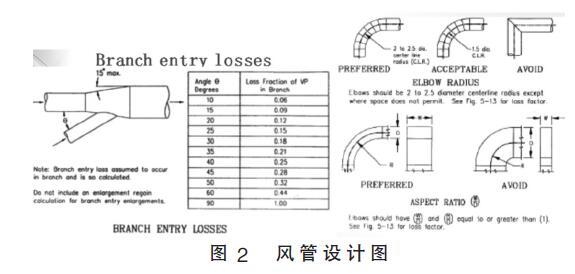
因此将原有管路重新设计, 万向吸气臂接口与支管的斜插口三通改为30 ° ~ 45 ° 斜插口三通; 管道弯头使用2D , 管道系统严格按照使用风量进行变径优化设计如下图2 所示。
经除尘器除尘之后, 汇入总管, 总管尾端设置一台大功率风机, 在车间中部设置钢结构平台和15 米烟囱。受污染空气经除尘器除尘后, 汇入总管后, 通过总管尾端的风机和烟囱高空排放。
预算安装费160 万元, 运行成本100 万元。该方案的优点是安装成本低, 能耗小。缺点: 吸气臂属于被动除尘, 需要焊工进行手动调节, 影响到焊工的作业效率。
经过方案讨论和对比, 并考虑到今后会引入机器人焊接系统, 因此本次改造采用点源除尘的方式。并与启脉协商确定了施工方案、验收标准, 签订了项目改造合同。
对于厂房焊烟除尘系统设计方案来说可以根据具体情况设置除尘系统的变频设计, 因为每套除尘系统涉及到较多的操作工位, 多数工作条件下并没有一直同时使用, 为了节省系统的能源损耗, 可以根据实际情况设计变频控制系统, 包括电控风阀控制按钮、电控风阀、西门子变频器以及系统控制柜、西门子变频电机等。电控风阀开启和关停可与操作相关设备控制联动, 取信号点, 开机电动风阀即开启, 信号传送至变频器, 变频器计算后信号输出至变频电机调控所需要的吸尘风量。
5 检测分析
项目于2018 年11 月30 日进行验收, 根据第三方监测报告, 除尘器风机隔音房外的噪声76dB (A ) , 焊接烟尘排放浓度1 . 3mg /m3 , 新焊接线除尘器万向吸气臂管内风速达到15 - 18m / s , 罩口30cm 处截面最高风速0 . 5m / s 。旧线经管道改造, 除尘器出风管道末端安装大功率风机后, 管内平均风速达到12m / s , 车间内PM2 . 5 浓度低于250μg /m3 , 对于审查发现的问题, 供应商全部整改完毕, 项目顺利验收完成。
6 结论
综上所述, 对于叉车焊接车间内部存在的PM2.5 污染问题, 应当对于原有的焊接除尘系统进行改造, 通过对于整体通风置换出尘、区域隔断除尘以及点源除尘等三种主要焊接除尘方式进行比较选择, 考虑在车间可能会引入机器人焊接系统, 因此采用了点源除尘的改造措施, 施工完成后起到了较为理想的除尘效果。
免责声明:以上内容转载自北极星环保网,所发内容不代表本平台立场。
全国能源信息平台联系电话:010-65367702,邮箱:hz@people-energy.com.cn,地址:北京市朝阳区金台西路2号人民日报社
相关参考
焊烟除尘系统(来看,这款自循环焊烟除尘设备,如何解决机器人焊接车间烟尘问题)
关于大工件焊接车间里的烟尘问题,我推荐这款自循环焊烟除尘设备众所周知,随着工业科技的发展,越来越多的工厂开始走向智能化,尤其是那些工作环境较为恶劣的岗位,机器人代替人工已经成为非常普遍的现象。像焊接车...
焊烟除尘系统(来看,这款自循环焊烟除尘设备,如何解决机器人焊接车间烟尘问题)
关于大工件焊接车间里的烟尘问题,我推荐这款自循环焊烟除尘设备众所周知,随着工业科技的发展,越来越多的工厂开始走向智能化,尤其是那些工作环境较为恶劣的岗位,机器人代替人工已经成为非常普遍的现象。像焊接车...
焊接烟雾净化系统(酸洗除尘整体改造-焊接烟尘集中收集净化工程案例)
...本,购买了我公司不带自动清灰功能的集中除尘器,所以滤芯清洁比较繁琐。解决方式:更换除尘主机,将除尘主机升级为带有自动清灰的设备。南京某机械加工厂原先购买过我公司的设备,当时考虑到成本,选择不带自动脉冲...
焊接烟雾净化系统(酸洗除尘整体改造-焊接烟尘集中收集净化工程案例)
...本,购买了我公司不带自动清灰功能的集中除尘器,所以滤芯清洁比较繁琐。解决方式:更换除尘主机,将除尘主机升级为带有自动清灰的设备。南京某机械加工厂原先购买过我公司的设备,当时考虑到成本,选择不带自动脉冲...
这段时间通过网络咨询移动焊烟除尘净化器的客户比较多,在咨询过程中,客户都会问到我们的移动焊烟除尘净化器的有哪些特点。萧阳环保工业除尘器设备源头生产厂家,移动焊烟除尘净化器在我们的除尘器设备中也有相当的...
这段时间通过网络咨询移动焊烟除尘净化器的客户比较多,在咨询过程中,客户都会问到我们的移动焊烟除尘净化器的有哪些特点。萧阳环保工业除尘器设备源头生产厂家,移动焊烟除尘净化器在我们的除尘器设备中也有相当的...
焊接工厂的通风系统(车间焊烟弥漫、环境差?集中式中央焊烟除尘器帮您解决)
焊接作为一种金属加热方式,在建筑、机械制造、汽车生产等行业运用非常广泛,但同时也会产生大量有害的气体,尤其是在通风条件较差的工厂车间里,焊接烟尘的浓度会大大提高,会对工人的身体产生极大的损害。焊接烟尘...
焊接工厂的通风系统(车间焊烟弥漫、环境差?集中式中央焊烟除尘器帮您解决)
焊接作为一种金属加热方式,在建筑、机械制造、汽车生产等行业运用非常广泛,但同时也会产生大量有害的气体,尤其是在通风条件较差的工厂车间里,焊接烟尘的浓度会大大提高,会对工人的身体产生极大的损害。焊接烟尘...
焊接废气过滤器(工业除尘器厂家讲解如何降低焊烟净化器的漏风率?)
焊烟净化器采用手工焊接,由于焊接现场漏风较多,袋室内气体温度低于露点,滤袋会受潮,灰尘不松散,但粘在滤袋上,织物的孔被堵塞,导致无法清灰尘,焊烟净化器的压力降太大,无法继续运行导致无法除尘,为了防止结露,保证系统中...
焊接废气过滤器(工业除尘器厂家讲解如何降低焊烟净化器的漏风率?)
焊烟净化器采用手工焊接,由于焊接现场漏风较多,袋室内气体温度低于露点,滤袋会受潮,灰尘不松散,但粘在滤袋上,织物的孔被堵塞,导致无法清灰尘,焊烟净化器的压力降太大,无法继续运行导致无法除尘,为了防止结露,保证系统中...