滚齿机齿轮加工(非注塑类齿轮加工,为什么滚齿加工会比较常见?)
Posted
篇首语:荣誉和财富,若没有聪明才智,是很不牢靠的财产。本文由小常识网(cha138.com)小编为大家整理,主要介绍了滚齿机齿轮加工(非注塑类齿轮加工,为什么滚齿加工会比较常见?)相关的知识,希望对你有一定的参考价值。
滚齿机齿轮加工(非注塑类齿轮加工,为什么滚齿加工会比较常见?)

齿轮是机械传动装置中的重要组成部分,主要传递力矩,承受弯曲和冲击等载荷。为了确保传动系统的寿命和运转稳定性,齿轮需具有以下几个要求:
1.能够抵抗运转过程中的磨损;
2.对于承受交变载荷和冲击载荷的齿轮,基体需有足够的抗弯曲强度和韧性,以免发生变形或断裂;
3.需要有良好的成型工艺性,无论是注塑加工,还是机械加工,优良的加工性都是非常重要的;
4.对降低噪音的要求,最近10几年,无论是金属齿轮还是塑料齿轮,对齿轮传动降噪的应用场景越来越多,要求也越来越高。
齿轮制造技术是获得优质齿轮的关键之一,齿轮加工的工艺,因齿轮结构形状、精度等级、生产条件可采用不同的方案,目前来讲主要有两大类:注塑和机械加工,今天我们主要探讨后者。
齿轮的机械加工概括起来有齿坯加工、齿形加工、热处理和热处理后精加工四个阶段。齿坯加工必须保证加工基准面精度。热处理直接决定齿轮的内在质量,齿形加工和热处理后的精加工是制造的关键,也反映着齿轮制造的水平。

一.齿轮的机械加工方法
目前齿轮的加工工艺过程包括以下过程:齿轮毛坯加工、齿面加工、热处理工艺及齿面的精加工。齿轮的毛坯件主要是锻件、棒料或铸件,其中锻件使用最多。对毛坯件首先进行正火处理,改善其切削加工型,便于切削;然后进行粗加工,按照齿轮设计要求,先将毛坯加工成大致形状,保留较多余量;再进行半精加工,车、滚、插齿,使齿轮基本成型;之后对齿轮进行热处理,改善齿轮的力学性能,按照使用要求和所用材料的不同,有调质、渗碳淬火、齿面高频感应加热淬火等;最后对齿轮进行精加工,精修基准、精加工齿形。
二.齿轮机械加工的重要步骤——齿面加工
针对齿面加工的方法很多,主要有滚齿、插齿、剃齿、磨齿、铣齿、刨齿、梳齿、挤齿、研齿和珩齿等,其中使用最多的是前四种方法:滚齿、插齿、剃齿和磨齿。
1.插齿
插齿特别适合于加工内齿轮和多联齿轮。采用特殊刀具和附件后,还可加工无声链轮、棘轮、内外花键、齿形皮带轮、扇形齿轮、非完整齿齿轮、特殊齿形结合子、齿条、端面齿轮和锥度齿轮等。目前先进插齿技术有:(a)多刀头插齿技术;(b)微机数控插齿机;(c)硬齿面齿轮插削技术。
2.剃齿
剃齿加工是根据一对螺旋角不等的螺旋齿轮啮合的原理,剃齿刀与被切齿轮的轴线空间交叉一个角度,它们的啮合为无侧隙双面啮合的自由展成运动。剃齿是一种高效齿轮精加工方法,和磨齿相比,剃齿具有效率高、成本低、齿面无烧伤和裂纹等优点。所以在成批生产的汽车、拖拉机和机床等齿轮加工中,得到广泛应用。对角剃齿法和径向剃齿法还可用于带台肩齿轮的精加工。
3.磨齿
磨齿是获得高精度齿轮最有效和可靠的方法。发达国家都用硬齿面齿轮,磨齿成为高精度齿轮的主要加工方法。目前碟形砂轮和大平面砂轮磨齿精度可达DIN2级,但效率很低。蜗杆砂轮磨齿精度达DIN3~4级,效率高,适用于中、小模数齿轮磨齿,但砂轮修正较为复杂。磨齿的主要问题是效率低、成本高,尤其是大尺寸的齿轮。所以提高磨齿效率,降低费用是当前的主要研究方向。近年来磨齿方面的新技术有:(a)双面磨削法;(b)立方氮化硼砂轮高效磨齿;(c)连续成型磨齿技术和超高速磨削技术。

4.铣齿
铣齿属成形法加工齿轮,刀具的截形与被加工齿轮的齿槽形状相同,刀具沿齿轮的齿槽方向进给,一个齿槽铣完,被加工齿轮分度后,再铣第二个齿槽,齿轮的齿节距由分度控制。由于齿轮的齿槽形状与齿轮的齿数、修正量、甚至齿厚公差有关,成形法铣齿难于实现刀具齿形与被加工齿轮齿槽都相同,实际上铣齿大都是近似齿形。大模数的齿轮,铣齿生产效率较高,铣齿广泛用于粗切齿。
5.刨齿
刨齿一般是用刨齿刀加工直齿圆柱齿轮、锥齿轮或齿条等的齿面。刨刀有两个运动:一是刨刀的直线切削往复运动;二是刨刀随摇台的平面回转运动,刀具与被加工锥齿轮的运动关系,相当于一个平顶或平面齿轮的齿与被加工锥齿轮的啮合。刀具展成切齿循环一次,加工出一个齿,被加工锥齿轮分度后,加工第二个齿。
6.梳齿
梳齿是用齿条刀插削圆柱齿轮。特点是加工精度高,可达DIN5级。由于刀具结构简单、制造刃磨方便,精度高、刃磨次数多,便于采用硬质合金刀片和立方氮化硼刀片加工淬硬齿轮。

四.齿轮机械加工的精加工方法
目前工业应用的齿轮精加工方式主要是剃齿、磨齿、挤齿、研齿和珩齿。
剃齿是在剃齿机上用剃齿刀剃齿,是齿轮精加工的一种方法,剃齿刀相当于齿面上开了很多刃的斜齿轮。它带动被加工齿轮相对转动,如同交错轴齿轮啮合,靠齿面上的相对滑动,剃齿刀切去齿面上很薄的一层金属,完成齿轮的精加工,剃齿机溜板的调整保证齿轮的齿向加工正确。剃齿精度受剃前齿加工的精度限制。剃齿生产效率较高,适用于滚齿、插齿后的软齿面精加工。
磨齿则是用砂轮对齿面进行磨削,磨齿可以磨削齿面淬硬的齿轮,消除热处理变形,提高齿轮精度。磨齿根据使用的砂轮不同,又分为:(1)锥形砂轮磨齿;(2)蝶形砂轮磨齿;(3)大平面砂轮磨齿;(4)蜗杆砂轮磨齿;(5)渐开线包络环面蜗杆砂轮磨齿;(6)成型砂轮磨齿。
挤齿和珩齿都是齿轮精加工的方法。挤齿是利用挤压轮对被加工齿轮的齿面进行挤压,提高齿轮的表面质量,主要适用于滚齿、插齿后的软齿面齿轮精加工。而珩齿则与剃齿的方法基本相同,即将剃齿刀换成形状相同的珩磨轮,靠与齿面的相对滑动对齿面进行抛光,被加工齿轮的齿面软硬均可。

在高扭力行星减速齿轮箱的工业化应用市场,经过多家专业客户超过几十万台大扭力行星减速电机的的工业化应用表明,将苏州维本Wintone Z33耐磨静音齿轮材料注塑作为第一级行星齿轮的行星减速电机,比原来传统的使用全金属齿轮的行星减速齿轮箱,大幅提升了耐磨耐疲劳寿命、降噪明显、对润滑脂选择无限制以及有效降低加工成本和提升加工效率。

苏州维本 Wintone Z33耐磨静音齿轮专用工程塑料所具备的优异的自润滑性和耐磨性、良好的吸振性,与全金属齿轮行星减速电机相比,用Z33耐磨材料做第一级行星齿轮的行星减速电机(输出额定扭矩可达到500N•m,最高输出扭矩可达到700N•m),Z33高耐磨塑料一级行星齿轮的减速齿轮箱的耐疲劳寿命提升了3倍以上,同时降低了噪音和加工成本,另外注塑加工的效率远远高于金属齿轮的滚齿加工。
高扭力行星减速齿轮箱的输出额定扭矩从100N•m到500N•m不等,行星减速齿轮箱的直径从56mm到120mm分不同规格。更多Z33耐磨静音齿轮专用工程塑料替代金属齿轮的价值应用案例,请咨询苏州维本工程塑料应用开发团队,我们就在你身边。

五.齿轮齿形的机械加工方法中,为什么滚齿会是最常见的?
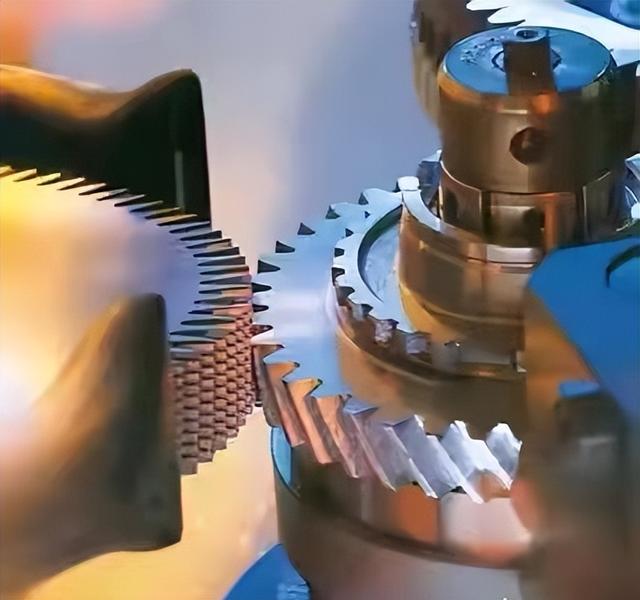
滚切齿轮可看作无啮合间隙的齿轮与齿条传动。当滚齿旋转一周时,相当于齿条在法向移动一个刀齿。滚齿是目前应用最广的切齿方法,可加工渐开线齿轮、圆弧齿轮、摆线齿轮、链轮、棘轮、蜗轮和包络蜗杆,精度一般可达到DIN4~7级。滚齿不仅适用于单件小批量生产和也适用于齿形的大批量加工,目前滚齿的先进技术有多头滚刀滚齿、硬齿面滚齿技术、大型齿轮滚齿技术、高速滚齿技术等。

六.滚齿夹持技术
滚齿是作为一种常用的齿轮加工方法,其切削过程为断续切削并伴随着强迫及自激冲击力,因此,滚齿加工对夹具的自身刚性及夹紧力有着极大的要求。一般在普通滚齿机上能加工出7/8级精度齿轮,在精度很高的滚齿机上,采用精密滚刀,可以加工出4/5级精度的齿轮,在保证机床自身及滚刀精度的同时,还应提高齿轮工件与工装夹具之间的装夹精度。
齿轮精度主要有运动精度、平稳性精度和接触精度。滚齿加工中用控制公法线长度变动和齿圈径跳来保证运动精度,用控制齿形误差和基节偏差来保证工作平稳性精度,用控制齿向误差来保证接触精度。
滚齿加工中易出现的几种误差及其原因分析:
(1)齿圈径向跳动误差(即几何偏心)在安装零件时,零件的回转中心与工作台的回转中心安装不重合或偏差太大而引起齿圈径向跳动误差,或因滚齿机顶尖和滚齿心轴顶尖孔制造不良,使定位面接触不好造成偏心。
(2)公法线长度误差(即运动偏心) 这个误差主要是滚齿机工作台蜗杆副回转精度不均匀造成的,还有滚齿机工作台圆形导轨磨损、分度蜗轮与圆形导轨不同轴造成的,再者分齿挂轮齿面有严重磕碰或挂轮时咬合太松或太紧也会影响公法线变动超差。
(3)齿形误差分析 齿形误差主要是滚刀齿形决定的,滚刀刃磨质量不好容易出现齿形误差。同时滚刀在安装中产生的径向跳动、轴向窜动(即安装误差)也对齿形误差有影响。
(4)齿向误差分析 引起齿向误差的主要原因是机床、刀架、夹具的垂直进给方向与零件轴线有偏移,或滚齿机上尾座顶尖中心与工作台回转中心不一致。另外滚齿夹具和齿坯制造、安装、调整精度低也会引起齿向误差。齿轮的齿向误差来自于机床、齿坯、夹具的误差。

苏州维本Wintone ST550超静音齿轮专用工程塑料,比常规的POM和PA66塑胶齿轮平均降噪6~12个分贝,比Wintone Z33更静音的齿轮材料!
Wintone ST550材料在齿轮应用上的特点是:更优异的吸振性能、更静音、耐磨耐疲劳、耐腐蚀、超韧且不受水份影响。
(5)齿面粗糙度分析 引起齿面粗糙度差的主要原因有以下几方面:机床、刀具、工件系统整体刚性不足、间隙大;滚刀和工件相对位置发生变化;滚刀刃磨不当、零件材质不均匀;切削参数选择不合适等。
所以滚齿加工过程中各种误差的产生来源,主要是所加工零件本身的精度、机床夹具、刀具以及整个工艺系统的精度、加工过程中的调整等。
从前面的分析可知,滚齿夹具的制造、安装精度不高,会产生齿圈径向跳动和齿向误差。齿坯的安装精度也主要取决于夹具的制造精度和安装精度。
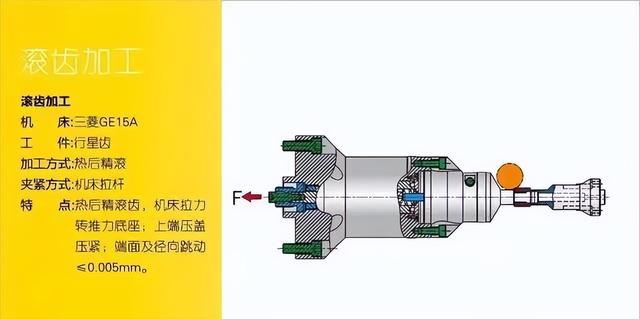
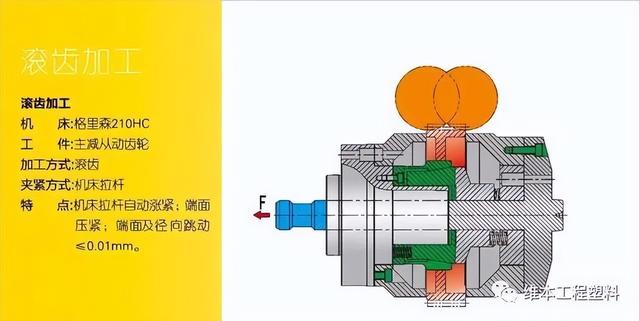
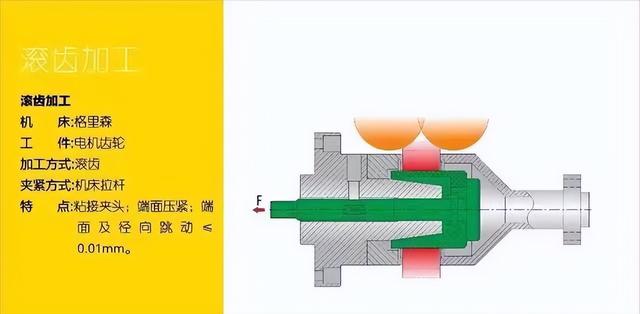
A.盘类齿轮滚齿心轴的设计,通常以工件内孔、端面定位,为了提高系统刚性,一般机床主轴提供拉力作为,再以机床上顶尖、上压盖辅助支撑。
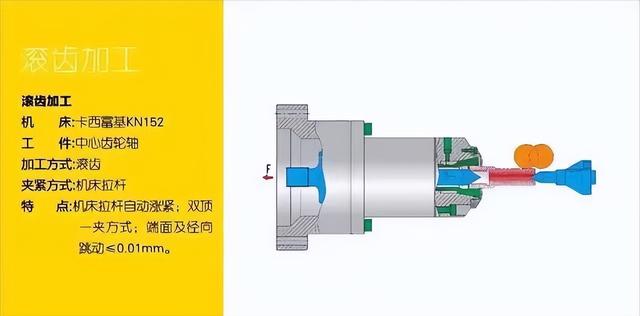
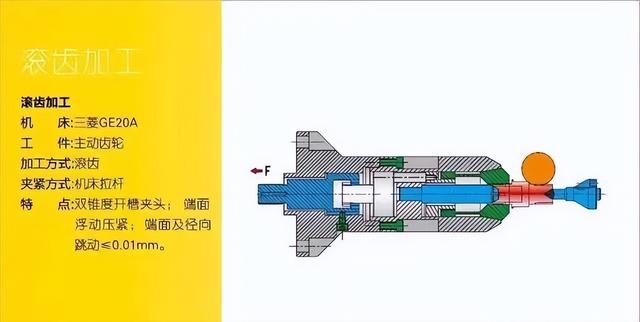
B.对轴齿轮零件而言,滚齿夹具的结构一般是上下顶尖定位,夹紧工件外圆的方法。因此,顶尖制造质量的好坏对轮齿齿圈径跳影响很大,锥面不允许有磕碰和过度磨损。
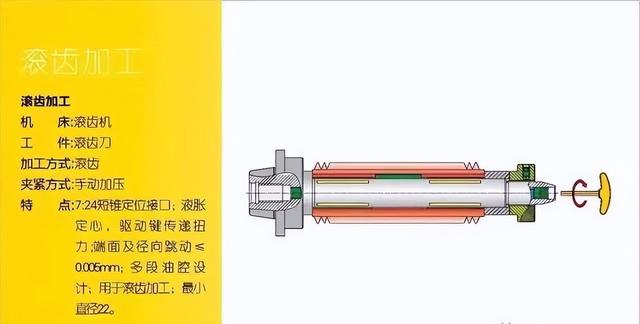
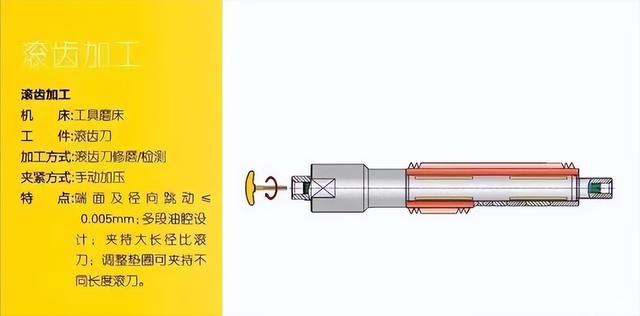
C.在提高夹具制造精度的同时,滚刀刀杆、刀垫、螺母的制造精度也应保证刀杆直径精度最低必须按6级制造,采用液胀滚刀杆可保证滚刀夹持精度≤0.005mm。
此外在调整夹具安装精度时一定注意,上尾座顶尖中心与工作台回转中心应保持一致,装夹零件后检查心轴径跳不能超过0.01mm。

苏州维本工程塑料Wintone Z33耐磨静音齿轮专用工程塑料,在微型隔膜泵偏心轮以及各类微型水泵、气泵、真空泵偏心轮的应用上,与传统的POM材料相比,Z33具有更优异的耐磨耐疲劳性和静音性,可以帮助解决POM偏心轮在使用一段时间后容易磨损被顶穿的问题,同时有效降低传动噪音,另外Z33的耐酸碱、耐热水和蒸汽、耐盐水等优异的耐化学性,也大大拓宽了微型隔膜泵和各类微型泵的应用场景。

在各类减速齿轮箱塑胶齿轮的应用上,苏州维本工程塑料Wintone Z33耐磨静音齿轮专用工程塑料,可以帮助您解决以下问题:
1.POM和PA66齿轮噪音比较大,耐磨耐疲劳性不够的问题,POM齿轮易断齿的问题。
2.PA12和TPEE齿轮,太软扭矩太小,耐磨性不够,在60摄氏度以上时,扭力下降比较快。
3.POM和PA66齿轮的耐腐蚀性不够,POM齿轮和注塑件易磨损粉屑化的问题。
4.尼龙46齿轮的降噪性不够,尺寸受水份影响比较大。
Z33材料作为一款强韧耐磨型工程塑料,在齿轮应用上最显著的特点是:耐磨、静音、耐腐蚀、强韧且不受水份影响。Z33材料的典型成功应用为:微小型减速齿轮箱、电动推杆、汽车转向系统EPS齿轮、按摩器齿轮、汽油机凸轮、电助力自行车中置电机齿轮、电动剃须刀等等传动齿轮。


苏州维本工程塑料有限公司——您身边的工程塑料创新应用开发伙伴。
相关参考
滚齿机改磨齿机(非注塑类齿轮加工,为什么滚齿加工会比较常见?)
齿轮是机械传动装置中的重要组成部分,主要传递力矩,承受弯曲和冲击等载荷。为了确保传动系统的寿命和运转稳定性,齿轮需具有以下几个要求:1.能够抵抗运转过程中的磨损;2.对于承受交变载荷和冲击载荷的齿轮,基体需有...
滚齿机改磨齿机(非注塑类齿轮加工,为什么滚齿加工会比较常见?)
齿轮是机械传动装置中的重要组成部分,主要传递力矩,承受弯曲和冲击等载荷。为了确保传动系统的寿命和运转稳定性,齿轮需具有以下几个要求:1.能够抵抗运转过程中的磨损;2.对于承受交变载荷和冲击载荷的齿轮,基体需有...
滚齿机原理(机床小百科——“秒懂机床”(7)什么是齿轮机床?)
...专业的按被加工齿轮种类可分为:圆柱齿轮加工机床,如滚齿机、插齿机、剃齿机、磨齿机等;锥齿轮加工机床,如刨齿机、铣齿机、拉齿机等。各种齿轮都不在话下按轮齿成形原理分为:成形法,加工精度和生产率较低,适于...
滚齿机原理(机床小百科——“秒懂机床”(7)什么是齿轮机床?)
...专业的按被加工齿轮种类可分为:圆柱齿轮加工机床,如滚齿机、插齿机、剃齿机、磨齿机等;锥齿轮加工机床,如刨齿机、铣齿机、拉齿机等。各种齿轮都不在话下按轮齿成形原理分为:成形法,加工精度和生产率较低,适于...
...床也是不一样的,那么有多少常用齿轮加工机床呢?1、滚齿机加工齿轮是用的比较多比较常见的,特点是速度快,加工精度可以达8级,可加工各种大模数齿轮。2、铣齿机设备成本低,齿轮加工精度不会太高。3、插齿机可以加...
...床也是不一样的,那么有多少常用齿轮加工机床呢?1、滚齿机加工齿轮是用的比较多比较常见的,特点是速度快,加工精度可以达8级,可加工各种大模数齿轮。2、铣齿机设备成本低,齿轮加工精度不会太高。3、插齿机可以加...
...呢?iHF合发齿轮常见的精密齿轮加工设备主要有这四种:滚齿机、插齿机、磨齿机、铣齿机。一般来说,滚齿是常见的,质量较好、精度较高的需要磨齿。1、滚齿、磨齿和插齿渐开线参数正确,啮合效果良好; 2、铣齿多数为单...
...呢?iHF合发齿轮常见的精密齿轮加工设备主要有这四种:滚齿机、插齿机、磨齿机、铣齿机。一般来说,滚齿是常见的,质量较好、精度较高的需要磨齿。1、滚齿、磨齿和插齿渐开线参数正确,啮合效果良好; 2、铣齿多数为单...
导读:本文介绍了渐开线齿轮的几种常见加工方式。1滚齿2插齿3齿条式刨削4用盘铣刀切齿5拉削滚齿渐开线齿轮通常通过滚齿制造。滚刀的切削刃是直线,滚刀的刀齿沿螺旋线分布在圆柱面上(类似于螺钉的螺纹)。滚刀的截面...
导读:本文介绍了渐开线齿轮的几种常见加工方式。1滚齿2插齿3齿条式刨削4用盘铣刀切齿5拉削滚齿渐开线齿轮通常通过滚齿制造。滚刀的切削刃是直线,滚刀的刀齿沿螺旋线分布在圆柱面上(类似于螺钉的螺纹)。滚刀的截面...