滚齿机加工斜齿轮需要(齿轮切削(齿轮制造))
Posted
篇首语:不患人之不己知,患不知人也。本文由小常识网(cha138.com)小编为大家整理,主要介绍了滚齿机加工斜齿轮需要(齿轮切削(齿轮制造))相关的知识,希望对你有一定的参考价值。
滚齿机加工斜齿轮需要(齿轮切削(齿轮制造))
导读:本文介绍了渐开线齿轮的几种常见加工方式。
- 1滚齿
- 2插齿
- 3齿条式刨削
- 4用盘铣刀切齿
- 5拉削
滚齿
渐开线齿轮通常通过滚齿制造。滚刀的切削刃是直线,滚刀的刀齿沿螺旋线分布在圆柱面上(类似于螺钉的螺纹)。滚刀的截面轮廓与齿条的横截面轮廓相同!

图:用滚刀进行齿轮加工(滚齿)
随着齿轮旋转,滚刀的齿也会随之切入齿轮,直到达到最终深度。在滚刀旋转一圈,齿轮向前移动一个齿。因为,刀具的节距正好对应于齿轮的齿距。齿轮和滚刀在它们的运动序列中形成一对“蜗轮蜗杆啮合”。

动画:用滚刀进行齿轮切削(滚齿)
所以,齿轮和滚刀之间的转速必须相互匹配,这样才能切出正确的齿形。齿轮上的齿数据定了传动比。因此,在制造 18 个齿的齿轮时,单头滚刀的转速必须是齿轮转速的 18 倍。
动画:用滚刀进行齿轮切削(滚齿)
齿条形刀具轮廓的几何形状取决于所需的齿轮的齿面轮廓。刀具侧刃以标准压力角α0相对于垂直方向倾斜。实际刀具轮廓是在考虑根圆角和间隙c后从所谓的标准齿条中创建的。轮廓的中心线对应于节线。

图:滚刀的标准参考轮廓
滚齿的切削效率非常高,因此可以在较短的时间内生产出特别厚的齿轮。但是,该工艺不能用于生产内齿轮。为此,可以使用插齿或者拉削,别急接着往后看。
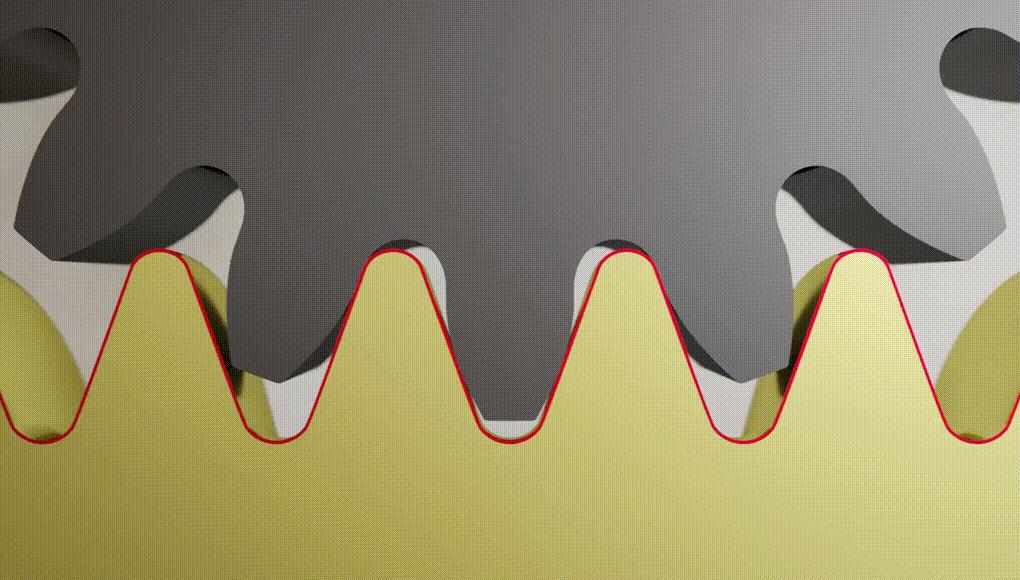
齿轮与齿条的基本关系如下图所示。如图所示,具有相同模数的所有齿轮的渐开线之间的垂直距离总是对应于两个相邻齿面之间的垂直距离。该距离称为基本节距pb并且对应于与其配对齿轮(或齿条)啮合的两个接触齿面之间的距离。
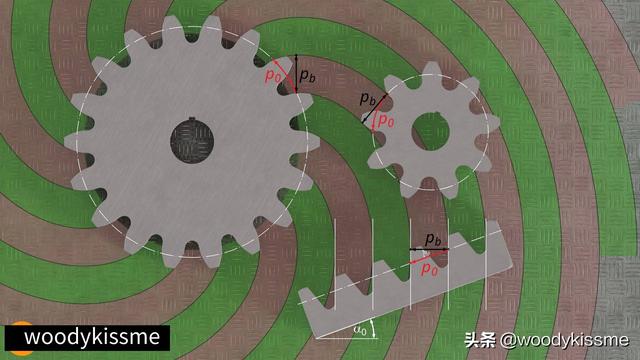
图:齿轮和齿条之间的连接
此外,从图上可以看出,基本节距pb通过标准压力角α0与参考节圆上的周节p0直接相关。请注意,对于具有相同模数的所有齿轮,周节 p0是相同的,否则它们将无法啮合。所以,齿条的节距p0也等于齿轮的圆节。
一把滚刀可以用来生产具有任意齿数的齿轮,然后相互配对。从下面的动画可以看出,使用加工 18 齿的齿轮(绿色)或 9齿齿轮相同的滚刀同样可以生产 6 个齿的齿轮(红色)。这不仅适用于滚齿,也适用于插齿。

动画:滚齿过程中的制造根切(黄色和红色齿轮)
这个动画之前在讲齿轮的根切时用过,详细地讲解请返回观看。
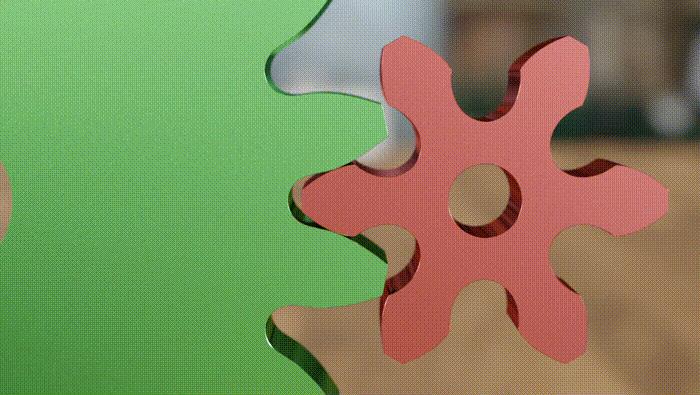
动画:啮合时的功能底切(红色齿轮)
注意:如上图所示,如果齿数过少,齿在制造过程中会被“根切”,从而被削弱。此类根切以及如何在齿数很少的情况下避免它 - 在齿轮变位的文章中进行了更详细的描述。
插齿
齿轮不仅可以通过滚齿加工,还可以通过插齿加工。然而,与滚齿相比,插齿是通过刀具的上下往复运动来完成的。

动画:通过整形进行齿轮切削
在插齿时,切削刃像齿轮的齿一样排列在刀具的圆周上。这些齿带有后角。刀具在切削过程中沿轴向往复运动。在切削行程中,切削刃推入齿轮毛坯并去除材料。在回程(回程)期间,刀具略微后退,以防止与齿轮毛坯碰撞。工具的往复运动是刀具和工件叠加的旋转运动。刀具以切削方式在齿轮毛坯上滚动。该刀具实际上可以被视为一个“带有切削刃的齿轮”。

图:插齿加工
与滚齿相比,插齿一般多用于因结构限制的台阶轴和内齿圈。插齿也可用于加工斜齿轮。

图:通过插齿制造内齿轮
用插齿可以生产内齿轮!
动画:通过插齿制造内齿轮
滚齿、插齿和刨削(在下一节中描述)最终基于相同的原理,可以使用插齿的示例来说明:切削刀具在齿轮毛坯的节圆上垂直于切削运动滚动。然后切削刃的包络线形成渐开线齿形。

图:插齿原理

动画:插齿原理(切削刃包络线)
使用齿条式刀具进行齿轮刨削
也可以使用齿条形工具来代替齿轮加工中的“小齿轮形”工具。在运动学上,刀具和工件形成一种“齿条和小齿轮”。使用齿条式(直刃切削刃)进行刨削。

图:齿条式刀具的齿轮加工(范成)
在切削冲程期间,切削刃从齿轮毛坯上去除材料,然后在返回冲程期间略微抬离工件以避免碰撞。与“齿条和小齿轮”一样,齿轮毛坯和齿条式刀具在刨削过程中都会继续移动。由于齿条式刀具的切削刃通常少于要生产的齿轮齿数,因此刀具必须在一次走刀后复位。

动画:使用齿条式刀具进行齿轮切削(范成)
齿条形刀具也可用于生产斜齿轮。为此,刀具只需安装在与螺旋角相对应的角度。与切削刃为渐开线形状的小齿轮式刀具的插齿相比,齿条式刀具具有直的后刀面切削刃。因此,齿条式刀具可以更容易地生产,从而更具成本效益。但是,不能生产内齿轮。齿条式刨削主要用于非常大的齿轮。与滚齿相比,切削性能相对较低。之前发过实际加工的视频,关注我可以在列表中找到该视频。
用盘铣刀切削齿轮
使用成形切削,铣刀上的切削刃为齿轮齿槽的形状。在齿轮毛坯转过一个齿距之前,铣刀单独铣削每个齿距。齿轮的齿完全由工具的旋转运动产生。因此,在加工过程中,齿轮毛坯不会像滚齿、插齿或刨齿那样发生叠加的旋转运动。在后三种制造过程中,齿的形状是由切削刃的包络形成的;拉削(将在下一节中解释)但是,齿形是由刀具的切削刃的形状直接创建的。

图:用盘铣刀铣削齿轮(成形切削)

动画:用盘铣刀铣削齿轮(成形切削)
与滚齿、插齿或刨削相比,铣刀的切削运动不必与工件的运动相匹配。因此,在普通铣床上就可以进行成型切削。但是,由于齿槽的几何形状因齿轮的尺寸而异,因此单一形状的刀具只能用于生产特定的齿轮。对于不同模数(或径节)和不同齿数的齿轮,都需要单独的成型铣,由于是一对一的,会造成成本的增加。
齿轮的成型切削可以在普通铣床上进行。不同模数(径节)和不同齿数都需要定制专门的盘铣刀!
齿轮拉削
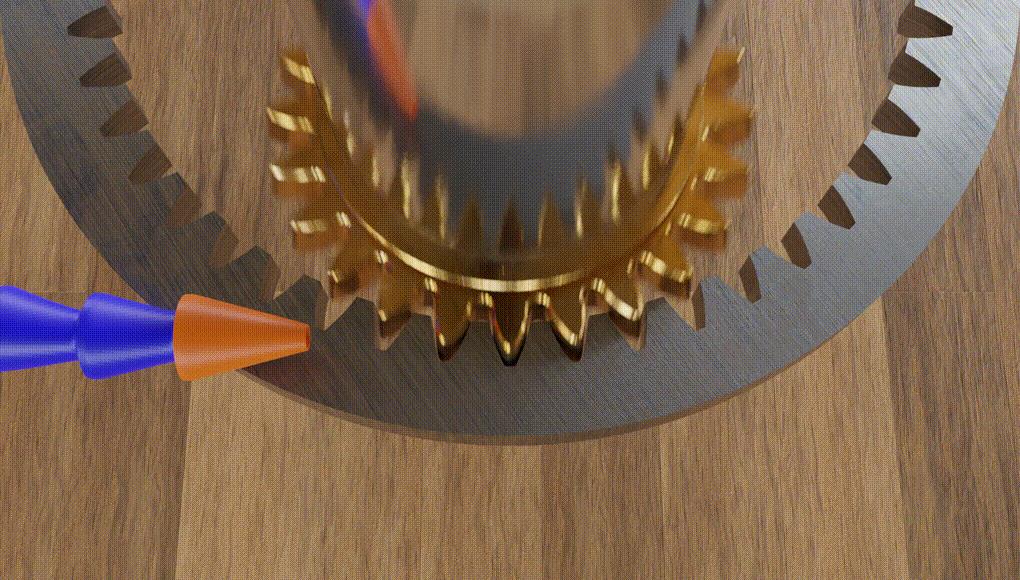
就运动而言,拉削类似于成形或刨削。然而,一把拉刀具有多个依次排列的切削刃。每个切削刃都去除材料,从而依次形成最终形状。如果拉刀已完全穿过工件,则通常已经达到最终形状。因此,拉削具有高切削效率,主要用于内齿轮。

图:通过拉削制造内齿轮(成形)
与插齿或刨齿相比,齿轮的齿几何形状直接由拉刀切削刃的渐开线形状而不是由切削刃的包络线产生。因此,一种拉刀只能生产一种特定的齿轮。不同模数齿数的齿轮也都需要非标定制。因此,齿轮拉削仅用于大批量生产。

动画:通过拉削制造内齿轮
今天就分享到这,创作不易,喜欢这篇文章的小伙伴,希望能给个强力推荐,谢谢!
关注我,分享更多关于齿轮及其加工的内容。
相关参考