滚珠丝杠是什么螺纹(「干货」滚珠丝杠和梯形丝杠有什么区别?各应用于什么场合?)
Posted
篇首语:会当凌绝顶,一览众山小。本文由小常识网(cha138.com)小编为大家整理,主要介绍了滚珠丝杠是什么螺纹(「干货」滚珠丝杠和梯形丝杠有什么区别?各应用于什么场合?)相关的知识,希望对你有一定的参考价值。
滚珠丝杠是什么螺纹(「干货」滚珠丝杠和梯形丝杠有什么区别?各应用于什么场合?)
点击上方“机械学堂”关注我,每天学习一个机械设计相关知识点
机械设计中,我们经常用到滚珠丝杠和梯形丝杠,它们是两种常用的,将旋转运动变为直线运动的方法。
其中,滚珠丝杠因为摩擦小,可逆,还可将直线运动,变成旋转运动,我们称这种传动为逆效率传动。
那么,这两者有什么区别?什么时候用滚珠丝杠?什么时候用梯形丝杠?
如何根据精度,速度,载荷等要求,选择滚珠丝杠(或者梯形丝杠)和电机?
常用的两端支撑结构形式是什么?(固定-支撑)
长行程时,螺母解耦的结构设计是什么样子?
今天,我结合自己的设计经历,来说一下这些问题,算是对这部分的一个小结,如有不恰当的地方,欢迎指正。
大致从如下的10个方面来说明。

1. 结构不同

首先,我们来看看结构,因为结构决定特性。
滚珠丝杠,从字面上也很好理解,就是用滚珠来滚动,滚珠在哪里滚动,当然是在滚珠丝杠轴上滚动。
所以,丝杠轴上有圆弧轮廓,此轮廓在轴上按照一定的升角(导程角)盘旋在轴上。
而滚球被设计在螺母里,在丝杠轴圆弧轮廓里滚动,所以是滚动摩擦。
其运动原理,就是螺旋副,简单理解,就是类似于拧螺钉,我们知道,拧螺钉时,如果在螺钉端部限制螺钉移动,那么被螺纹嵌入部件,就会沿着螺钉轴线移动。
滚珠丝杠,也是同样的道理,把丝杠轴一端或者两端沿轴向固定,用马达驱动丝杠旋转,那么,带钢球的螺母,就会沿丝杠轴线方向运动。
梯形丝杠和滚珠丝杠的运动原理相同,不同之处在于,梯形丝杠里没有滚珠,那么螺母和丝杠轴之间的运动,完全靠机械接触产生滑动,是滑动摩擦,所以梯形丝杠也叫滑动丝杠。
所以两者的结构区别,用一句话概括就是:滚珠丝杠是滚动摩擦,梯形丝杠是滑动摩擦。
2. 传动效率不同

很显然,滚动摩擦的摩擦系数远远低于滑动摩擦系数。
比如,NSK和THK都显示,滚珠丝杠的摩擦系数在0.003到0.01之间,而梯形丝杠的摩擦系数在0.1到0.2之间。
再比如,REXROTH显示,滚珠丝杠的摩擦系数在0.005到0.01之间,而梯形丝杠的摩擦系数在0.2到0.3之间。
这也是为什么大多数滚珠丝杠的传动效率高达90%,有的甚至达到95%以上,而大多数梯形丝杠的传动效率低于70%。
比如,知名的丝杠供应商Thomson linear显示,滚珠丝杠的传动效率在85%-95%之间,而梯形丝杠的传动效率在30%-70%之间。
而另一家供应商Helix linear则显示,其梯形丝杠的传动效率在15%-85%之间。
梯形丝杠的传动效率低下,从能量的角度来看,是因为滑动摩擦,特别是高速运动,产生了大量的热,如果丝杠或者螺母受不了,就会“烧着了”,所以,梯形丝杠不太适合高速运行要求,其最高转速一般不超过3000RPM。
而滚珠丝杠,因为是滚动摩擦,所以没有那么多热量产生,速度可以达到很高,比如10000RPM。
但是,两种丝杠,由外部负荷引起的摩擦扭矩,计算公式一样,都是Ta=Fa*L/2πη,Fa表示由外部负荷产生的轴向力,L表示导程,η表示效率。
这个公式用功和能量原理很好理解,因为公式可以写成Ta*2πη=Fa*L,很明显,左边表示转一圈时,扭矩的有效功,右边表示克服载荷移动一个导程,需要的能量。
所以,在导程相同的情况下,就扭矩计算而言,选择的主要区别就在于效率。
因为滚珠丝杠的效率是梯形丝杠的2-4倍,所以一般而言,用同样的导程,来驱动相同的负载时,滚珠丝杠更有优势。
3. 自锁性不同理论显示,当丝杠传动效率大于50%时,没有自锁性,当传动效率小于35%时才有自锁性。
所以,滚珠丝杠没有自锁性,而梯形丝杠有一定的自锁性。
所以,就Z向应用来说,梯形丝杠有自锁的优势,当然,实际情况,还需要考虑精度速度等因素。
如果将滚珠丝杠,应用于竖直方向,则需要考虑断电时,无法自锁,需要加额外的结构或者器件,来保证停电时,丝杠螺母停留在原来的位置,而不会滑落下来,这对安全起着重要的作用。
现在很多电机自带刹车模块,就是断电时,可以抱住电机轴,不让它旋转,起到保护作用,当然,刹车能提供的扭矩是有限的,可以根据需要选择合适的型号。
4. 制作材料不同滚珠丝杠轴一般是用不锈钢或者合金钢,而螺母一般用铜制,因为铜可以承受较大的载荷,同时摩擦系数小,有一定的自润滑作用,正如我们常见的一些直线轴承,或者平面滑板,也用铜,正是这个原因。
梯形丝杠轴也用不锈钢或者合金钢。而对于螺母,则和滚珠丝杠有一点不同,很多时候,梯形丝杠螺母会使用非金属材料。

比如低载荷时,一般用低摩擦系数,耐高温的合成工程材料,如在尼龙,赛钢,PEEK,VESPEL,PET,PPS等材料中,混入特富龙(PTFE),来实现低摩擦系数,同时有一定的耐热性能。
很多时候,PEEK材料本身就被用来做动态接合面的密封,而PTFE和尼龙也经常被用来做涂层,起到润滑的作用,比如上一篇文章《机械设计中,重力平衡有哪些方法?》中提到的钢绳气缸,钢绳上就有尼龙涂层,达到降低摩擦的作用。

再比如,我们常用的用来做螺母的热塑性材料,有Turcite A和Turcite X,这是两种耐磨,自润滑材料。
数据显示,Turcite A,抗拉强度为52.4Mpa,抗弯强度75.84Mpa,抗压强度89.63Mpa,这些强度都高于Turcite X(三种强度值分别为40.68Mpa,55.16Mpa,82.74Mpa),而且其PV值仅有7500psi-fpm,大约是TurciteX的一半,所以它用于中度至重负荷,而且适用于中度速度。同时,Turcite A比Turcite X有较高的耐磨性,颜色为蓝色,通常是圆棒材料。
而Turcite X比Turcite A有更低的滑动摩擦系数,摩擦系数为0.22(Turcite A为0.3),而且,其极限PV值为Turcite A的两倍多,达到16000psi-fpm,但是其抗拉强度和抗弯曲强度都比Turcite X低,所以适用于轻载荷,高速度的应用,其颜色为红色。
当然,高载荷时,梯形丝杠也用铜做螺母。
为什么降低摩擦在这里变得如此重要?
因为梯形丝杠有PV(PressureVelocity)极限的问题,也就是说载荷一定时,速度有限制,如果载荷偏大,那么速度需要变得低一点,载荷小速度可以高些。
因为对于特定材料,摩擦产生热量,如果这个热量的耗散速度太低,跟不上热量的产生速度,那么就会导致材料永久变形,通俗理解就是“烧着了”。
5. 制造方法及最终精度不同

滚珠丝杠一般有两种加工方法,一种是研磨,一种是扎制。
研磨也就是精磨。
扎制,是一种冷加工方法,简单理解就是滚压出来的,就是用一种带有丝杠轮廓的工具,从待加工的轴上滚过去,形成需要的表面形状。
这个有点像擀面,用擀面杖擀面,把面挤压成需要的形状和厚度。
另外,磨制属于精确制造,轧制属于批量制造,后者的生产效率远远高于前者,但是后者的制造设备成本也远远高于前者。
所以说,磨制丝杠的进入门槛较低,轧制生产的进入门槛较高,能生产轧制丝杠的厂家一般也能生产磨制丝杠,而能生产磨制丝杠的厂家不一定能生产轧制丝杠。
所以,同精度产品,如果可以买到轧制品就不要买磨制品,原因很简单,轧制便宜。
另外说明一点,轧制和磨制仅指丝杠轴,金属螺母全是磨削制造。
当然,两种方法加工出的精度,以及加工成本是不一样的。
还有一点,需要先说明的是,我们平常所说的精度,指的是导程精度,就是导程会存在误差,不是理想的那样一直不变。
比如理想导程是5mm,连续测量5次相邻导程,实际导程可能是4.998,4.997,5.000,5.002,4.999。
这种误差会累积,就会引起定位误差,我们在根据定位精度选择导程精度时,就需要从导程精度表中去查询。


导程精度,按从高到低分成8个等级,分别是C0,C1,C2,C3,C5,C7,C8,C10。
目前,轧制滚珠丝杠能实现的普遍精度是C7(±50um/300mm),C8(±100um/300mm),C10(±210um/300mm)。
括号里的数值,指的是每300mm有效螺纹长度,可能累积的误差,比如C7,每300mm可能累积±50um的误差,如果螺纹有效长度是600mm,那么可能累积的误差变为±100um。
C8和C10的精度等级也可以做同样的推算。
而C0-C5属于研磨级丝杠,研磨滚珠丝杠的最高精度,可以达到C0级,也就是±3um/100mm,即使是低级别C5的滚珠丝杠,也可以达到±18um/100mm的精度。
需要注意的是,研磨滚珠丝杠的精度,不能做扎制滚珠丝杠一样的推演,因为研磨丝杠的精度高,内涵更广泛(感兴趣的,可以去了解一下)。
比如,对于C5等级,螺纹有效长度在100mm以内时,可以实现的精度是±18um。而当螺纹有效长度变为200mm,400mm时,可以实现的精度分别是±20um,±25um,而不是±36um,±72um。
好了,到这里,滚珠丝杠说得差不多了,接下来我们说说梯形丝杠。
梯形丝杠有滚压,切削和研磨三种制造方法。
滚压比切削更好,因为滚压可以得到更硬的表面,且具有优越的表面光洁度。
但是,就精度来说,研磨可以获得最高精度,切削其次,滚压获得的精度最低。
例如,Thomson显示,滚压梯形丝杠可以达到的精度是±75um/300mm,这个值介于扎制滚珠丝杠精度C7-C8之间。
如果要获得更高的精度,那么就需要研磨,研磨可以达到±7.5um/300mm的精度,但是其成本也将成10倍以上的增长。
再比如,Helix显示,其研磨梯形丝杠能达到的精度是±12.5um/300mm,而铣削可以达到的精度是±50um/300mm,滚压只能实现±90um/300mm的精度。
综合来看,滚珠丝杠的精度高于梯形丝杠,所以一般对精度要求高的应用,滚珠丝杠是首选。
6. 轴向间隙及预压方式不同

轴向间隙,也是选取丝杠时,需要考虑的一个非常重要的因素,因为间隙的存在会导致返程误差,这直接影响了反向运行时的精度。
滚珠丝杠按照间隙的不同,分成不同的等级。
例如,THK分成G0(0及预紧),G1(0-0.005),GT(0-0.01),G2(0-0.02),G3(0-0.05)共5个等级,轴向间隙依次增大。
NSK也分成5个等级,分别是Z(0及预紧),T(0-0.005),S(0-0.02),N(0-0.05),L(0-0.3),括号中的数值表示轴向间隙的范围,单位是毫米。
对于梯形丝杠,Thomson显示,轴向间隙在0.02mm-0.25mm之间。
为了消除螺母和丝杠轴之间的轴向间隙,提高传动精度,滚珠丝杠和梯形丝杠都可以增加预压。
但是,两者的预压方式有所不同。
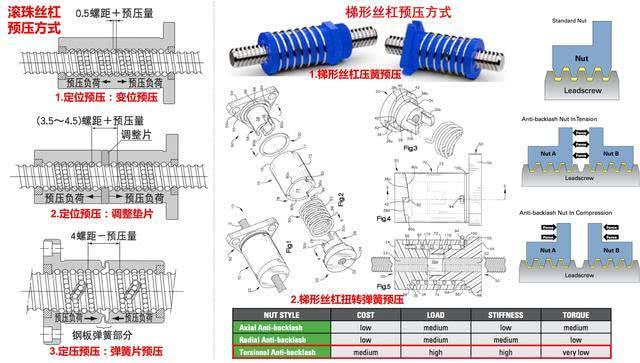
例如,THK和NSK滚珠丝杠,对于单螺母,使用螺母相位差,而对于双螺母,则使用预压垫片,或者使用弹簧片做预压。
使用相位差来实现预压,也就是在螺母中,改变中央沟槽的螺距,使得沟槽两侧的钢球处于绷紧状态,达到预压的目的。
使用相位差和垫片都是定位预压方式,而使用弹簧片预压是属于定压预压方式。
理论上,滚珠丝杠预压量设定为外部负荷的1/3,就可以达到无间隙传动,但是那样,预压偏高,减小了使用寿命,所以,实际使用时,最大预压量设定为额定动载荷的10%,例如半导体设备上,一般使用的预压量是1%-4%。
而梯形丝杠,一般使用压簧做预压,弹簧向丝杠轴两个方向张紧其两侧的螺母,使得螺母完全接触丝杠轴。
当然,弹簧做预压的缺点很明显,就是轴向刚性差,如果要增大刚性,就需要增大预压,也就是说要增加弹簧力,这会使得磨损加剧,并且摩擦扭矩变大,丝杠寿命缩短。
所以,现在有另外一种预压方法,叫主动凸轮预压法。这个方法,不直接用压簧在轴向做预压,而改用扭簧配合端部凸轮。
扭簧扭转,驱动扭簧两侧的梯形丝杠螺母旋转,使得其端部轮廓接触凸轮轮廓,在消除间隙的同时,保证了较大的轴向刚性。
因为这里使用了楔块理论,在轴向施加力来让扭簧旋转,需要的力是非常大的。
综合来说,轴向间隙当然是滚珠丝杠更小,而预压方式也是滚珠丝杠更多,因为梯形丝杠目前的预压方式,都属于定压预压法,而滚珠丝杠是定位预压和定压预压两种。
7. 计算方法不同


滚珠丝杠在计算时,需要考虑系统需要的精度,速度,载荷等基本条件。
定位精度的要求,决定了导程精度的选择。比如行程700mm,±0.05/700mm的定位精度要求。那么假定螺纹有效长度800mm(需要考虑螺母长度和行程余量,所以大于700mm),则选择C5精度,因为C5精度在800mm内的误差控制在±35um以内,小于±50um,在要求以内,剩下的±15um误差,分配给系统刚度和控制误差。
运行速度V(mm/min)和滚珠丝杠的导程L(mm)及马达转速n(r/min)有关,L=V/n。高速要求时,可以适当加大导程,但是导程的加大会要求更大的马达驱动力矩(Ta=Fa*L/2πη),所以需要综合考虑。
选择滚珠丝杠时,根据载荷确定需要的扭矩及电机,是最花时间的一块。
滚珠丝杠计算扭矩时,分为等速扭矩T1,和加速扭矩T2。
其中等速扭矩:T1=(Ta+Tpmax+Tu)/i。i=丝杠侧齿数N2/马达侧齿数N1,表示减速比。
Ta=Fa*L/2πη: 表示匀速时的驱动力矩。
Tpmax=0.05(tanβ)^-0.5*Fa0*L/2π(基准力矩)+Δ:表示预紧滚珠丝杠的最大动摩擦力矩,β表示螺纹升角,Fa0表示预紧力。Δ表示力矩变动率的上许可范围,可以在计算了基准力矩的基础之上,查表求得。当然,Tpmax也可以在具体的丝杠型号参数表中查得。
Tu:支撑轴承的摩擦力矩,可以在轴承参数表中查得。
而加速扭矩:T2=T1+Jα。
J=JM+JG1+(JG2+JS+m*(L/2π)^2)/i^2:表示对电机的转动惯量。
JM: 电机的转动惯量。JG1: 马达侧齿轮的转动惯量。JG2: 丝杠侧齿轮的转动惯量。JS: 丝杠轴的转动惯量。m: 移动物体总质量。α:马达的角加速度。
而梯形丝杠一般只需要一个公式就够了,T1=FP/2πη,因为梯形丝杠适用于低速的应用,不存在高速往返,高加减速等问题,当然也需要结合实际要求做计算,并给定一定的余量。
8. 螺母解耦的结构设计当丝杠较长,螺母受到轴向偏转力矩,或者螺母受到轴向载荷时,丝杠轴倾斜或者沿径向变形,会引起受力不均,可能出现卡顿,振动,导致磨损加剧,影响精度。
这时,需要从螺母连接结构上进行解耦,以保证丝杠螺母运行到行程内的任何位置时,丝杠不卡,运行平稳,这有利于延长丝杠的寿命。
那么,结构上应该包含什么主要的特征,才能实现?
目前,我知道的有2种结构,虽然外形不同,但是实质是都一样。
核心都在于,在螺母和被连接件之间,有一个十字滑块件,用来吸收由于螺母的位置变化(假设是垂直于XY方向的运动),引起的XY方向上位置变化。
当然这个滑动量一般不大,设计时单边留1.5mm就足够了,设计概念如下图。

螺母解耦结构1的优点是,设计紧凑,占用空间小,缺点是装配和拆卸麻烦一点,因为需要先把绿色和蓝色工件从轴端套进去。拆卸时,也得松开轴端。
而解耦结构2的优点是拆卸和装配简单一些,没有结构1的拆装问题,因为可以在装配了丝杠后再装配,拆卸时也可以直接拆卸,而不必取下轴端支持轴承。但是缺点就是占用了轴向太多的空间,同样长度丝杠缩短了行程。
另外,结构1那个绿色滑动件可用Turcite X红胶材料,因为耐磨且摩擦系数是0.2。结构2绿色件可以用铝或者钢,因为其里面需要安装滑套。
9. 应用场合的区别梯形丝杠,是滑动摩擦,过高的速度将在结合面上产生高热量,导致磨损加剧。
所以,梯形丝杠,适合用于重量较轻,速度要求不高的应用中。
同时,梯形丝杠,因为精度低些,所以往往更适合于对精度要求不高的应用,比如慢速转移,搬运等。
而滚珠丝杠,发热小,精度高,通常更适合要求平稳运动,高效率,高精度,以及长时间连续或高速运动的应用,比如半导体设备。
10.《滚珠丝杠计算选型例子》
最后,如何根据精度,速度,载荷,寿命等条件,选择滚珠丝杠?
为此,我收集5个计算例子。
在我公众号(罗罗日记)后台回复,“如何选择滚珠丝杠”,我分享给你。
虽然例子不是我写的,但是我觉得写得不错,有用,所以也愿意分享给你。
好了,快去后台回复“如何选择滚珠丝杠”领取案例吧。
滚珠丝杠和梯形丝杠的预压方式

每天分享一点机械小知识,喜欢的朋友可以点赞+关注+收藏哦!!!
相关参考
滚珠丝杠和梯形丝杠在许多情况下不能交换,总是需要在精度、刚度和负载容量之间进行权衡。我还听说规格和性能并不一定完全相应。我希望从更成熟的角度来理解它们之间的真正区别。滚珠丝杠和梯形丝杠的应用有一些区别...
滚珠丝杆和研磨丝杆哪个好(三益精密教你梯形丝杠和滚珠丝杠的区别)
梯形丝杠和滚珠丝杠之间的主要区别是在移动表面之间承载负载的方式。滚珠丝杠采用循环滚珠轴承,以便最大限度减小摩擦和提高效率,而梯形丝杠则要利用滑动表面之间的低摩擦系数。因此,梯形丝杠一般达不到滚珠丝杠的...
滚珠丝杆和研磨丝杆哪个好(三益精密教你梯形丝杠和滚珠丝杠的区别)
梯形丝杠和滚珠丝杠之间的主要区别是在移动表面之间承载负载的方式。滚珠丝杠采用循环滚珠轴承,以便最大限度减小摩擦和提高效率,而梯形丝杠则要利用滑动表面之间的低摩擦系数。因此,梯形丝杠一般达不到滚珠丝杠的...
滚珠丝杠和梯形丝杠区别(制约我国机床发展的关键部件之一“滚珠丝杠”,你真的懂吗?)
中国作为世界上最大的机床消费国,制造业已经发展成为一个支柱产业。由于汽车工业的发展,对机床的速度和效率都提出了新的更高的要求。据了解,目前中国机床的数控化率发展很快。日本机床的数控化率从开始的40%提高到...
滚珠丝杠和梯形丝杠区别(制约我国机床发展的关键部件之一“滚珠丝杠”,你真的懂吗?)
中国作为世界上最大的机床消费国,制造业已经发展成为一个支柱产业。由于汽车工业的发展,对机床的速度和效率都提出了新的更高的要求。据了解,目前中国机床的数控化率发展很快。日本机床的数控化率从开始的40%提高到...
滚珠丝杠是将旋转运动转化为直线运动,或是将直线运动转化为旋转运动的理想产品。滚珠丝杠的结构:滚珠丝杠副的结构传统上分为两种:内循环结构(以圆形反向器和椭圆形反向器为代表)和外循环结构(以插管为代表)。...
...说,在前期进行此类的额外工作,有助于降低产品成本。滚珠丝杠可以连续运行,承受高得多的负载,并达到更快的速度,为此而增加成本是值得的。对于最终用户来说,滚珠丝杠具有良好的可预测性,因而是确保快速集成和可...
...说,在前期进行此类的额外工作,有助于降低产品成本。滚珠丝杠可以连续运行,承受高得多的负载,并达到更快的速度,为此而增加成本是值得的。对于最终用户来说,滚珠丝杠具有良好的可预测性,因而是确保快速集成和可...
滚珠丝杠副是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品。滚珠丝杠副由螺杆、螺母、反向装置和滚珠组成,滚珠丝杠副的功能是将旋转运动转化成直线运动,或将扭矩转换成轴向反复作用力,同时...
滚珠丝杠副是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品。滚珠丝杠副由螺杆、螺母、反向装置和滚珠组成,滚珠丝杠副的功能是将旋转运动转化成直线运动,或将扭矩转换成轴向反复作用力,同时...