溢流阀的调试(关于一种类似莱歇磨的液压系统的认识与调试、常见故障分析及解决)
Posted
篇首语:大鹏一日同风起,扶摇直上九万里。本文由小常识网(cha138.com)小编为大家整理,主要介绍了溢流阀的调试(关于一种类似莱歇磨的液压系统的认识与调试、常见故障分析及解决)相关的知识,希望对你有一定的参考价值。
溢流阀的调试(关于一种类似莱歇磨的液压系统的认识与调试、常见故障分析及解决)
引言
在日常的立磨行业的维营工作中,经常因为诸多原因,立磨现场的维护及管理人员对液压系统认识不足、遇故障分析不清楚、跟液压厂家联系时候描述不清楚。由此造成无法即时解决液压系统的故障问题,耽误生产进而造成巨大的、不必要的经济损失。本文以我多年的立磨实际现场安调和故障排除经验,拟对下图进行简单的分析和总结,真诚的希望能对相关立磨行业的从业人员,起到一定的实际参考作用和借鉴价值。
01
对立磨液压系统的认知
立磨液压系统由液压站和管道、液压油缸组成。如图1所示。
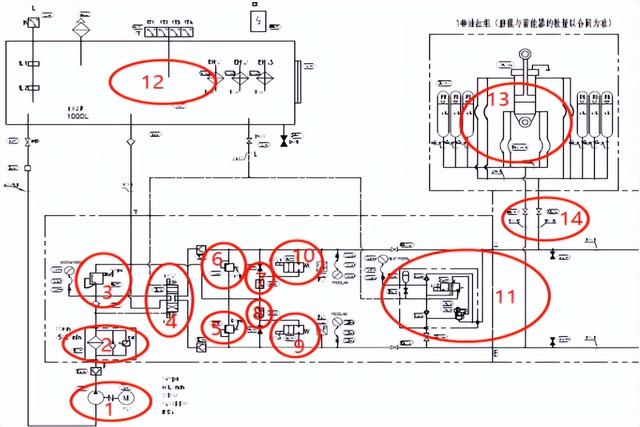
图1 立磨液压系统
其中标注12部分为油箱、标注2、3、4、5、6、7、8、9、10、11 部分为液压油站上的阀台及阀组、标注1为泵组;标注14为液压管道高压球阀部分;标注13油缸及蓄能器组。
各自的功能为:
油箱:为整个液压系统及油缸、蓄能器组提供液压油;
泵组:为整个液压系统提供压力和过滤粗颗粒物的作用;
阀台:通过控制液压油的进出方向来驱动油缸加压还是抬辊工作压力;
油缸:提供给磨辊研磨压力或者磨辊抬升力;
蓄能器组:在本系统里面为减震为主要功能;
管道:为连接液压站和油缸的工作通道;
快抬阀组:其上的蓄能器为储能为主要功能、其次是对插装阀减震作用。
02
本系统的运行工作原理
该系统在很多立磨中大量使用,用来给磨辊的驱动油缸增加研磨压力和抬棍提供升力作用。液压油的方向主要由电液换向阀和电磁阀、溢流阀来控制。详细见图2。
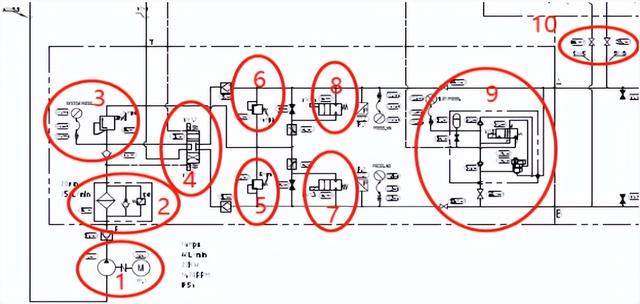
图2
各自名称为:1、泵组;2、高压过滤器、3、系统溢流阀、4、电磁换向阀(M型阀)、5和6为溢流阀、7和8为电磁换向阀、9、快抬阀组、10、机架上下腔高压球阀。
功能描述:
1泵组由电机和油泵组成。它提供液压系统工作需要的压力;
2高压过滤器,为工作液压油提供一个粗略的功率,防止加大的颗粒物进入阀台,卡塞液压阀;
3系统溢流阀,又叫系统安全阀。保护油泵最高输出压力在可设定的压力之内。确保电机和泵的功耗在额定范围内。
4电液换向阀。由电磁先导阀YV1和YV2、电液换向阀组成。它提供液压油换向功能。控制液压油工作方向。其中电液换向阀为H型阀(也有M型)。
5和6油缸上腔和下腔的最高工作压力控制阀。也叫安全阀或者溢流阀。保证油缸的最大研磨压力和抬辊压力在预 定范围之内。
7和8上腔和下腔的压力调整阀(无泄电磁球阀2位四通阀)。具体7为上腔压力高于溢流阀设定值后,泄压到规定范围后电磁铁失电,阀自动关闭。以此达到系统在整个时间周期压力周期性的相对平稳。
8为下腔电磁球阀。当下腔压力高于设定值后,电磁阀打开泄压。确保下腔压力在可控范围之内。当抬辊的时候,上腔压力阀泄压,下腔压力阀保压,以保证磨辊平稳提升到上限位置。
9快抬阀组:在磨机震动增大,点击快抬功能能瞬间给磨机磨盘盘降低研磨压力,达到磨机震动降低、磨机平稳的作用;其次抬棍的时候,一般融合进正常抬棍功能里面混合使用。上下腔压力瞬间导通,压力平衡。通过油泵持续保持给下腔增压、油缸活塞杆的上下面积差(下腔面积>上腔面积的2.5倍)的作用下,磨辊自动失去对磨盘的压力,处于提升中。在油泵作用下,磨辊提升速度继续保持,直到提升到高限位,电子限位接近开关得电后,油泵停止运行。此过程能减少磨辊抬升到高限位的时间。据此,也有称9号阀组为“差动阀组” 的说法。
10机架下面进出上下腔的高压球阀。该球阀的设置是为了判断该油缸的保压情况判定。
03
基本调试办法
调试前需要仔细分析液压系统基本原理。电液换向阀采取的是哪种形式的阀。本系统采用的是H型三位四通阀(中间位置是为P、T、A、B互相通的)。
采用该种阀的目的是为了泵自卸荷、A、B 出口可以通 T 口卸货;如果电液换向阀不得电、不换向,无法调节系统压力。不熟悉的用户经常习惯性认为泵坏了,或电液换向阀有问题)。
3.1 系统安全阀/溢流阀压力调节
需要松开5和6阀的锁紧螺母,拧进溢流阀阀杆直到明显感觉拧紧的状态位置。松开3的锁紧螺母和溢流阀安全阀阀杆。打开油泵进口的蝶阀,确保有液压油进入油泵(防止泵研磨损坏)。
电磁阀YV1或者YV2得电(具体可以做一个落辊加压连锁指令或者机旁控制柜单独按YV1或者YV2得电)。详细看电气逻辑图上所述来参考。逐步旋紧3系统溢流阀阀杆,达到设定压力,比如图纸规定的额定值14MPa(根据实际需要设定)。
例如:工作需要12MPa 以内,那么设定值为 13MPa 比较适中,最大设定不能超过额定值14MPa。此时停泵,再次启泵,点击落辊加压指令,确认压力是否跟先前的一致。如果一致,认为系统压力设定好,锁紧锁紧螺母即可。
3.2 上腔压力调节
有两种办法可以调节:
1、松开上腔溢流阀锁紧螺母、松开溢流阀阀杆。开启同样做一个落辊加压指令(YV2 得电),逐渐拧紧溢流阀阀杆,到需要的压力值。比如实际需要研磨压力为 11.5MPa,那么压力可以设定比系统压力值低一点,比实际需要高一点例如 12MPa 或者 12.5MPa都可以。停泵后,再次重复一次上述动作,确认压力是否跟第一次设定的一样。如果两次的值一样,认为设定好,旋紧锁紧螺母即可。
2、启泵后,直接给落辊加压指令,缓慢松开溢流阀阀杆,直到需要的压力值,例如 12.5MPa 为止。停泵后,再次给落辊加压指令,后启动油泵进行跟前面一样的压力确认,无误后旋紧锁紧螺母。
如果上述两种办法,在重新启泵后,压力不一致。需要重新旋紧或者调节溢流阀阀杆,直到需要的压力位置为止。
原则:①、系统压力≥加载压力的 1MPa 为宜;②、系统压力≤图纸要求的额定压力 1MPa 为宜;③、严禁油泵无进油空转吸空研磨。风险:可能研磨损坏油泵或者堵转电机绕组过热击穿;④、严禁系统溢流阀未拧松状态启泵。风险:泵憋坏或者电机可能因为超负荷过热击穿毁损。
3.3 下腔压力调节
与上腔类似。也有两种调节办法。不过抬棍压力,一般根据图纸上所标注为准。大多设定为 5-8MPa。压力设定不宜过高,防止挤坏磨机机架上面的机械限位。
3.4 快抬阀组氮气压力设定
一般冲入氮气的压力为研磨用的工作压力的 65~75%左右即可。例如:实际研磨压力为≤12MPa。那么充快抬阀组氮气囊的氮气压力为:7.8~9MPa 左右为宜。视实际需要研磨压力来计算后充氮气。
04
常见故障及分析
本液压系统常见故障有电气的问题和液压问题,需要先确认。一般分为电气的问题和液压的问题。有时候也可能两方面都有问题。逐一确认后判断分析。
4.1 电气问题
比如电磁阀的得失电是否正常,电压是否正常等。中控给的电流信号(4~20mA)是否跟压力变送器的量程匹配一致等。可以通过外用表测量确认。另外压力变送器和实际给定的误差值是否在可接受范围内。电气上或者电工校对消除等办法。另外电机得电是否正常,转向方向的确认等。压力变送器不准或者不给定中控信号,可能存在补压迟缓或者持续补压问题。需要视情况逐一检查分析、排除故障。
4.2 液压问题
一般分为:落辊问题和抬辊问题。逐一分析如下:
1)抬辊问题。包括磨辊抬不上去。包括系统不上压和上腔压力卸不掉,抬不起来的情况。
①系统不上压,需要看看系统溢流阀 3 号和电液换向阀 4 和下腔溢流阀 5 有无问题。比如阀芯卡塞不换向和不关闭或者阀芯因为研磨后,间歇变大不保压。需要逐一确认。系统压力确认,还是关闭 5 和 6 溢流阀,看看压力是否正常既可确认 3 号阀工作是否正常。5 号阀可以通过不保压,可以关闭它回路上的板式截止阀来判断。如果关闭后压力不掉,说明 5 号阀有泄漏问题。
②上腔压力卸不掉。需要看看与 6 号配对的板式截止阀是否关闭,6 号阀是否保压。回油上的单向阀是否关闭完好可以逐一拆卸查看,没问题后会装。重新调整压力后再试。
③抬棍不保压。可以试听一下声音。站内是否有液压油高速流过阀组上的溢流阀的哧哧摩擦声音。如果有则为站内存在泄压。没有任何声音,但是压力降低速度快,可能存在油缸有内漏的可能性。需要判断后逐一排查、分析和做出判断,再排除故障。
2)落辊问题:包括落辊不上压和上压落不下去的情况。落辊指令给出后系统不上压,需要检查 7 号上腔泄压阀 YV4 是否关闭严实。拆卸后检查阀芯。如果阀芯完好,那就判断 4 号系统换向阀和 3 号系统溢流阀。拆卸后清洗,再设定压力后继续试验。上压后,压力不持续上涨,无法背压缓慢落辊。可以试自由落辊。让磨辊落在磨盘上后,检测是 4 号阀换向不好还是 7 号阀保压不好。逐一检查判断。
3)油缸两腔的压力都增加的问题:可能为 4 号电液换向阀卡塞,阀芯在中位得电不换向动作,油缸上下腔都处于增压状态,表现为油缸的两腔压力都增加。油站的压力表指针都在往大的方向走表指示。油泵运行噪音偏高,经常有嗡嗡的声音且比较闷。两腔的压力上升的速度快慢和高低,两腔都有可能发生。
其次也可能为油缸有“串腔”内漏的问题。需要抬辊到高位后,关闭机架下面的油缸的两腔的管道上的球阀,做好初始位置记号,半小时以后再逐一检测。看谁掉的最快。那么可能它的氮气囊有破损或者油缸有内漏可能。逐一检查后,进行确认。再采取措施排除故障。
4)油泵问题:油泵运行时间长了,存在逐步磨损耗后老化,到了自然寿命。表现为声音变得比以前低且抬棍和落辊速度慢了。这是由于油泵的出油率低的原因造成的。泵的发热和别的方面都未见异常。一般需要更换新泵处理。
5)保压不好的问题。包括站内不保压、站外不保压。其中站内不保压,常见的为上下腔安全阀不保压、YV3 和 YV4 调压阀不保压造成上下腔各自压力不稳定;快抬阀组的 YV5 阀不保压,造成上腔不保压。站外不保压为油缸有内漏的情况。
4.3 液压油的问题
本问题是日常维护中,最容易忽略的问题。也是目前我国液压系统维护中最不重视的问题。具体分为以下:
1)新油加入:正常国家的液压油的出厂清洁度都比较低(一般为NAS1638 等级为 11.5-12.5 级),无法满足一般要求的 9 级,因此,即使新油也需要使用 5 或 10 微米以内的滤芯过滤后加入油箱为宜。
2)老油的抽检油样化验清洁度(颗粒物度和含水量)。建议制定定期送检制度和措施,确保液压油清洁度在国家标准或者 NAS1638 规定范围内。
立磨液压系统为营单位应该定期送检相关部门(比如质监局或者油品化验所等专业检测机构)进行清洁度检测,对自己的液压系统的液压油的清洁度进行自我把控。
如果检测后的指标不合格的话,要么换新油,过滤进油箱;要么使用带有高真空泵的高真空滤油机进行彻底的净化过滤处理后,再重新使用。
更多文章关注微信公众号:备件网
相关参考
原文:https://www.mmsonline.com/blog/post/answering-five-honing-faqs作者:DEREKKORN(现代机械车间执行编辑)中文翻译:SEYA生尧砥研编辑部前言搪磨通常会使用于,使圆孔达到精确尺寸及指定的表面光泽度的加工作业。透过这家搪磨设备制造...
液压系统中液压油管连接不当将导致各种各样的液压故障发生,本文大兰液压厂家总结下液压油管连接的注意事项,务必要重视哦。(1)禁忌将溢流阀的排油管与液压泵的吸油管相连(见图1)溢流阀的排油管与液压泵的吸油管相连,...
液压系统中液压油管连接不当将导致各种各样的液压故障发生,本文大兰液压厂家总结下液压油管连接的注意事项,务必要重视哦。(1)禁忌将溢流阀的排油管与液压泵的吸油管相连(见图1)溢流阀的排油管与液压泵的吸油管相连,...
制冷设备的安装与调试制冷设备,根据系统的形式和制冷的种类,规模的大小,运用和选择是不同的。这里以目前仍在常用的蒸汽压缩式的冷库制冷系统为例。蒸汽压缩式的冷库制冷系统的流程原理,仍是大家熟悉的四大过程,...
手动气阀图片大全(详解8大类18种液压阀,附38张动图,这波操作果真有料)
...类:流量阀(节流阀、调速阀,分流集流阀)、压力阀(溢流阀,减压阀,顺序阀
...的钻头。现代工业加工中广泛使用的麻花钻俗称钻头,是一种形状复杂的孔加工刀具,诞生于一百多年前。现在,全世界每年消耗的各类钻头数以亿计。据统计,在美国的汽车制造业,机械加工中钻孔工序的比重约占50%;而在...
湿式球磨机进料部结构图(关于球磨机如何正确安装、使用和调试?详细步骤来了)
...编给大家分享一下球磨机如何正确安装、正确使用、正确调试。球磨机的设备结构目前市场上最常用的球磨机主要为溢流型球磨机和格子型球磨机两种。二者结构差异不大,均由主要工作部分和传动部分组成。其
湿式球磨机进料部结构图(关于球磨机如何正确安装、使用和调试?详细步骤来了)
...编给大家分享一下球磨机如何正确安装、正确使用、正确调试。球磨机的设备结构目前市场上最常用的球磨机主要为溢流型球磨机和格子型球磨机两种。二者结构差异不大,均由主要工作部分和传动部分组成。其
...法脱硫系统的安全稳定运行,在石灰石一石膏湿法系统的调试及运行过程中比较常见。1.浆液起泡的危害吸收塔浆液起泡后,最明显的现象就是吸收塔溢流。大部分的吸收塔液位均采用吸收塔底部差压变送器测量,一旦出现泡沫...
液压球阀(技术丨关于宇部原理液压系统的原理分析及常见问题处理办法)
01液压原理介绍本液压系统大概包括了九部分。分别是:1、电机及高压泵;2、高压过滤器;3、系统溢流阀;4、无杆腔安全阀;5、主换向阀及液压锁+双液控单向阀+双单向节流阀部分;6、有杆腔安全阀;7、有杆腔调压阀/平衡阀...