湿热老化试验箱(POE行业专题报告:N型迭代,POE行业开启高成长序幕)
Posted
篇首语:盛年不重来,一日难再晨。及时当勉励,岁月不待人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了湿热老化试验箱(POE行业专题报告:N型迭代,POE行业开启高成长序幕)相关的知识,希望对你有一定的参考价值。
湿热老化试验箱(POE行业专题报告:N型迭代,POE行业开启高成长序幕)
(报告出品方/作者:西南证券,韩晨、敖颖晨、谢尚师)
1 抗 PID 优势显著,POE 有望全面应用于 N 型组件
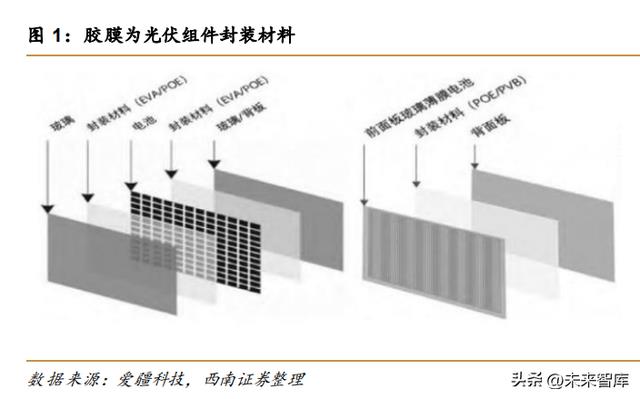
1.1 光伏组件封装胶膜以 EVA/EPE/POE 为主
当前光伏组件封装方案以 EVA、POE 和 EPE(EVA 与 POE 三层共挤)为主,少部分 采取 PVB、有机硅胶等封装方式。
1.1.1 EVA 具有高透、粘结性好的特点,白色 EVA 可提高二次反射率
EVA 为乙烯-醋酸乙烯酯共聚物,通过添加交联剂、增稠剂、抗氧化剂、抗老化剂、光 稳定等助剂对其改性,经熔融挤出。作为使用最广泛的组件封装材料,EVA 胶膜(透明)具 有高透光率、与玻璃和背板的粘结性好等优势。 1)高透光率:经组件层压工序调整,EVA 交联度高最高可达 95%-98%。交联度越高, EVA 不易结晶,因此胶膜的透光率越高,组件的整体输出功率相应越高。 2)粘结性与流动性好:VA 含量较多,则有较好的低温柔韧性和粘结性。(一定范围内) 熔融指数越大,EVA 流动性越好,平铺性好,物理粘接点越多,与背板和玻璃的剥离强度越 大。因此光伏 EVA 胶膜 VA 含量多在 28%-33%,透明 EVA 熔指(MI)需高于 25%。
虽然 EVA 作为光伏封装胶膜具有高透光率等优势,但醋酸乙烯酯作为极性材料本身也 有一定弊端,胶膜易产生老化和黄变等问题,组件抗 PID 性能弱:
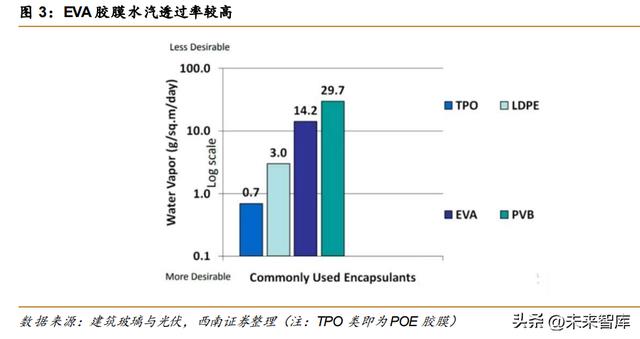
1)EVA 胶膜水汽阻隔力弱,组件易发生 PID效应:组件产生 PID 效应原因有多种,EVA 透水性为其中之一。醋酸乙烯酯中碳氧双键和碳氧单键为极性的键,和水(极性分子)相亲, 因此 EVA 胶膜在组件中阻水性差,水汽透过率较高,EVA 易水解产生醋酸后和玻璃中的 Na 反应,可以生成大量的自由移动的 Na 离子,再与电池片表面的银栅线发生反应后会腐蚀电 池栅线,导致串联电阻的升高、组件性能衰减(即 PID 效应),且此类衰减不可恢复。
2)EVA 易老化和黄变:EVA 的分子链为线性结构,由碳氧键、碳氢键等构成,此类化 学键在室外湿热交变环境下以及紫外光照射下会断裂、重组或氧化,从而产生生色团,使 EVA 胶膜有发黄、降解的现象,从而影响组件功率和使用寿命。目前主要通过加入抗氧、紫 外吸收或光稳定性等功能助剂,降低 EVA 胶膜氧化分解的速度、增强抗老化及紫外光线的 性能、减少黄变程度;加入有机过氧化物的交联剂,在 EVA 胶膜加热封装太阳能电池片的 过程中会受热分解产生自由基,从而引发 EVA 分子链的结合,形成网状结构,可增加分子 稳定性。但是 EVA 中残留的交联剂在长期老化的过程中也会与助剂发生化学反应,仍会产 生气泡以及黄变。
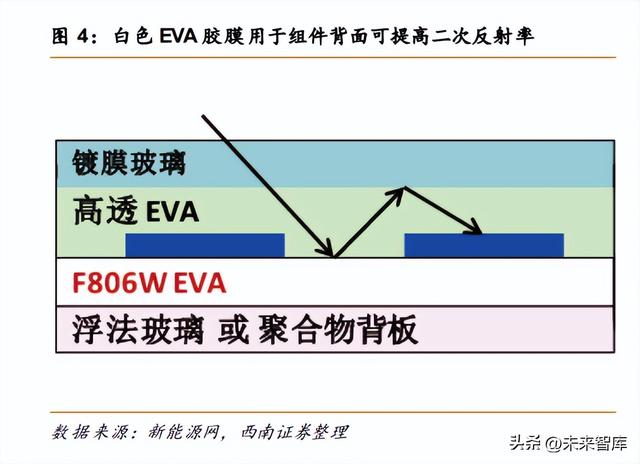
白色 EVA可增效、降本,通常用于组件背层封装。在透明 EVA 中加入一定量的钛白粉、 氧化锌等反光填料,并在切边收卷后使用电子加速器进行辐照交联制成的白色 EVA 胶膜, 用于背面封装可提高组件内可见光及红外线的反射率,进而增加组件功率。尤其在半片组件 中,电池片之间缝隙更多,漏光带来的效率损失更大,故白色 EVA 增效也更显著。根据 CPIA 数据,白色 EVA 可提升组件功率 1.5~3W;单玻组件采用白色 EVA,相对转换效率可提高 0.5%-0.7%左右;双玻组件采用白色 EVA 相对转换效率可提高 1%-1.2%左右。 此外,白色 EVA 胶膜同时能够阻隔紫外线,一定程度上降低了组件对背板耐紫外线的 性能要求,从而降低了组件成本。根据海优威的研究数据,使用白色 EVA 后,背板内侧面 无需抗紫外线性能和氟薄膜,成本可降低 7~12 分/W;由于阻隔性强、透光率低,组件可使 用透明度高的背板,成本可再降低 1~2 分/W。
1.1.2 POE 水汽阻隔和抗 PID 性能更优
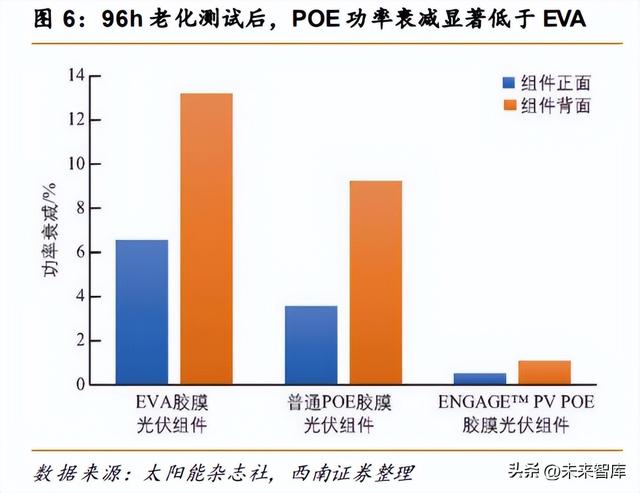
聚烯烃弹性体(Polyolefin elastomer,简称 POE)为乙烯-α烯烃共聚物,相较于 EVA 胶膜,POE 胶膜的优势十分明显; 1)水汽阻隔性能好,体积电阻率高,抗 PID性能强:POE 为非极性材料,只有碳碳键 和碳氢键,没有碳氧键(极性),因此不能和水分子形成氢键,水汽阻隔性好,水汽透过率 可做到 EVA 胶膜的约 1/10。水汽不易通过玻璃和背板进入组件内,降低 PID 风险。 体积电阻率也是影响 PID 的因素之一。在同样电势差下,高体积电阻率带来较低漏电流, 可降低电池表面的分压,从而减缓 PID 的发生。根据陶氏的研究,POE 体积电阻率更高, 水汽透过率更低,在 PERC 双玻组件 96h 老化测试下(负偏压 1000 V、85℃、85%RH)功率 衰减显著低于 EVA 胶膜。
2)耐低温性能优异:POE 分子结构中没有不饱和双键,具有很窄的分子量分布和短支 链结构(短支链分布均匀),因而具有高弹性、高强度、高伸长率等优异的物理机械性能和 的优异的耐低温性能。
3)耐热老化和抗紫外线性能好:窄的分子量分布使材料在注射和挤出加工过程中不宜 产生挠曲,因而 POE 材料的加工性能优异。由于 POE 大分子链的饱和结构,无极性基团, 分子结构中所含叔碳原子相对较少,因而具有优异的耐热老化和抗紫外线性能。 根据陶氏对普通 POE 胶膜和 EVA 胶膜在紫外湿热加速老化试验箱中的黄变趋势研究, 发现在 UV 辐照量超过 100 kWh/㎡ 和 DH 达到 700 h 左右时,EVA 胶膜样品变黄,而且 随着老化时间的延长,黄变越来越明显;而普通 POE 胶膜在 2000 h 后依然未变色。在加速 老化后,POE 胶膜黄度指数变化较小,且一直稳定在较低数值;而 EVA 胶膜随着加速老化 时间的延长,其黄度指数逐渐攀升。因此 POE 胶膜可以显著提高组件的可靠性,使得组件 拥有更长的生命周期。
虽然 POE 在抗 PID、水汽透过率、老化黄变等方面优势明显,然而也存在与玻璃/背板 粘结力低,交联反应速率慢,功能助剂易析出和透光率偏低等问题。因此在组件制造过程中 使用纯 POE 时,也会出现生产效率下降、层压时滑移等问题,要求组件端相应调整生产工 艺。
1.1.3 EPE 兼具 EVA 和 POE 的优点,但助剂易析出
EPE 兼具抗 PID 和粘结性好的特点。针对 EVA、EPE 各自的优劣势,2018~2019 年胶 膜企业开发出三层共挤 EPE 胶膜,即将 EVA-POE-EVA 三层复合采用共挤出工艺制造而成, 中间 POE 层发挥抗 PID 和低水汽透过率的优势,同时外层 EVA 解决 POE 粘结力弱的弊端。 EPE 胶膜通常三层厚度比例分别为 1:2:1。 EPE 的最大痛点在于助剂迁移带来胶膜性能变化。EVA 与 POE 极性不同,对助剂的吸 收能力差异极大:EVA 为极性材料,与助剂相容性好。因此随着时间变化,POE 层中的助 剂会不断向极性强、吸收力强的 EVA 层迁移,引起胶膜内部结构性质改变,POE 与 EVA 层 间结合力下降,甚至在组件层压中 POE 层存在被挤出脱层的风险。由于 POE 层助剂迁移的 特点,也导致 EPE 胶膜保质期短于 EVA/POE。

1.2 历史:双玻需求增长带动 POE 占比提升
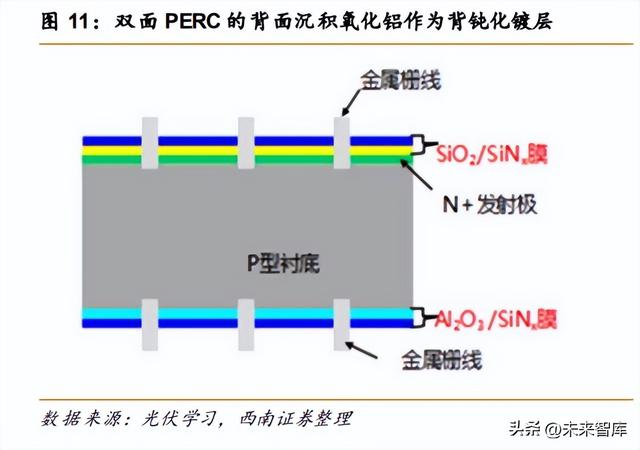
胶膜作为组件辅材,其使用类型取决于组件的发展和性能要求。 单玻 P 型组件主要采用上下 EVA胶膜封装。2015 年国家能源局发布“光伏领跑者”计 划前,行业基本聚焦单玻组件。P 型单面单玻组件采用经济性更好的 EVA 封装,市占率达 90%以上。2016~2017 年海优率先实现白色 EVA 规模化量产,逐步推进白色 EVA 在单玻组 件背面的使用,占据一部分透明 EVA 的市场份额。 双玻组件背面 PID 现象更严重,因此需要抗 PID 性能更好的 POE 保护电池,通常采用 POE/EPE 封装。除前文提及因 EVA 透水性带来 PID 现象外,PERC 双面电池(尤其是背面 —)产生 PID 的原因还在于:电池背面通过 PECVD 沉积氧化铝镀层与氮化硅镀层 (Al2O3+SiNx),使负电荷在氧化铝和氧化硅交界处产生高效的场钝化效果(PERC 背钝 化工序)。再对钝化膜进行局部激光开槽,因此组件背面会因电子极化导致 PID,即 Al2O3/Si 接触面具有较高的固定负电荷密度,背面玻璃中析出的 Na + 使氧化铝内的电荷发生再分布, 削弱场钝化特性,带来 PID。而双面 PERC 电池片正面因氧化硅减反射层可以起到抗 PID 效 应,故双玻组件背面 PID 更为严重。但不同于 Na+迁移导致的 PID,电子极化导致的 PID 衰减可经光照恢复的,且使用高体阻的 POE 胶膜可以抑制电子极化效应。因此 PERC 双玻 组件,特别是背面多采用 POE/EPE 胶膜封装,增强抗 PID 性能。
“光伏领跑者”项目推动双玻组件发展,POE 胶膜需求与占比随之提升。2015~2017 年国家能源局共发布三批“光伏领跑者”计划,通过使用技术绝对领先的电池组件,建设光 伏发电示范基地和新技术应用示范工程,促进先进光伏技术产品应用和产业升级。每批次“领 跑者”项目对组件的转换效率提出明确要求,并逐步提高准入标准: 2015 年技术领跑基地 的多/单晶组件转换效率要求在 16.5%/17%以上;2016 年将上网电价水平作为投资主体评分 标准的最大权重(占比 30%),同时对高转换效率的电池组件给予评分溢价;2017 年技术 领跑者基地的多/单晶转换效率指标提升至 18%/18.9%。组件转换效率要求的提高,推动了 电池组件企业加大电池转换效率、组件功率的研发投入和先进技术的应用,单晶 PERC、双 面双玻等先进电池组件技术的量产进度随之加快。根据 EnergyTrend 数据,2017 年第三批 领跑者项目中,双面 PERC 组件占比达到 34%,若考虑双面 PERT 的份额,则双面组件占 比达到 52%。
2018 年“531”后光伏电站进入竞价时代,产业链对组件转换效率和功率提升的诉求更 为强烈,双面组件占比进一步提升。“531”正式开启光伏竞价时代,产业链降本增效诉求 更强,在此背景下双面组件凭借 10%以上的发电增益进入快速成期。根据 CPIA 统计,2017 年双面组件占比约 2%,至 2019 年双面组件渗透率提升至 14%,2020 年达到 29.7%。
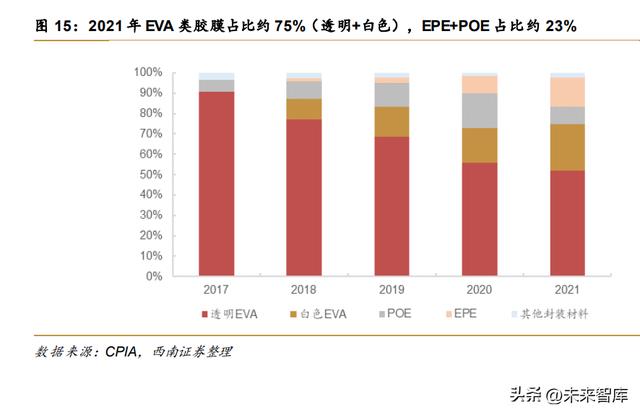
双面组件占比提升推动 POE/EPE 用量和渗透率提升。PERC 双面双玻组件背面需 POE/EPE 胶膜增强抗 PID 性能,因此 POE/EPE 胶膜渗透率随双玻组件广泛应用而提升。 根据 CPIA 数据,至 2021 年透明 EVA 占比约 52%,白色 EVA 占比约 23%,纯 POE 胶膜 占比约 8.6%,EPE 胶膜占比约 14.3%。
1.3 N 型组件迭代,POE 即将迎来再次成长
1.3.1 当前 N 型组件多为 POE 封装
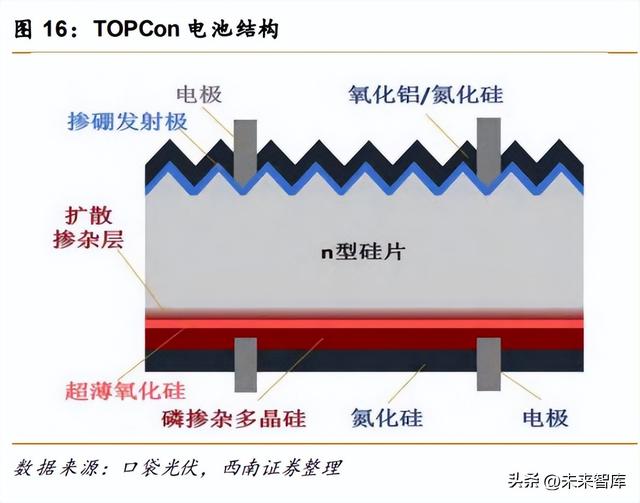
TOPCon 电池组件正面 PID效应更强,正面需 POE 封装。N型电池 PN 结与 P 型相反, 氧化铝和氧化硅的场钝化在正面,因此 TOPCon 正面 PID 大于背面,与 P 型组件相反。而 电池组件正面转换效率最为重要,因此 TOPCon 正面需抗 PID 性能更好的 POE。
HJT 也需阻水和耐老化性能更好的 POE 封装。HJT 电池中 ITO 靶材为 TCO 薄膜沉积 的关键,而 ITO 对水汽更敏感,因此需提升组件的水汽阻隔性能。同时,钝化层也对紫外线 敏感,电池易老化,因此 HJT当前亦采用阻水和抗老化性能更可靠的 POE 封装。
综合 N 型组件发展进程来看,当前主要 N 型组件出于对产品质量和可靠性考虑大多采 用 POE+POE 封装,晶科 TOPCon 上下均采用纯 POE 胶膜,HJT也以上下 POE 居多;XBC 由于栅线在背面,因此或采取 EVA+POE 的封装方式。未来随着 N 型电池工艺调整与优化, EPE 占比可能逐渐提升,组件可能 EPE+EPE、EPE+EVA 等封装方式。
1.3.2 N 型组件产量释放,POE 需求有望快速增长
根据各家 N 型电池组件产能建设规划和不同 N 型电池技术发展进程,我们计算至 2025 年 PERC 组件出货或为 178.2GW,N 型组件出货有望达到 462GW,其中 TOPCon/XBC/HJT 产量或分别为 277.2GW、115.5GW、69.3GW。在此基础上,假设三种情景下 N 型组件封 装方案: 1)乐观情景:TOPCon 与 HTJ 均采用 POE+POE 的封装方式,XBC 采用 EVA+POE 的封装方式,PERC 双玻组件采用 EVA+EPE 封装。EPE 层中 EVA、POE、EVA 的比例分 别为 1:2:1。 2)中性情景:TOPCon 与 HTJ 均采用 EPE+EPE 的封装方式,XBC 采用 EVA+POE 的封装方式,PERC 双玻组件采用 EVA+EPE 封装。EPE 层中 EVA、POE、EVA 的比例分 别为 1:2:1。 3)悲观情景:TOPCon 与 XBC 均采用 EVA+EPE 的封装方式,HJT 采用 EPE+EPE 的封装方式,PERC 双玻组件采用 EVA+EPE 封装。EPE 层中 EVA、POE、EVA 的比例分 别为 1:2:1。
在乐观/中性/悲观三种情景下,我们计算至 2025 年 POE 粒子需求将分别达到 199.4、 118.0、71.9 万吨,对应 2022~2025 年 CAGR 分别为 86.0%、63.2%、44.1%。综上,N 型电池组件迭代将推动 POE 需求快速增长。
2 原料、催化剂与工艺均为技术壁垒,N型组件或推动国 产化进程加速
2.1 POE 可广泛应用于汽车等领域,光伏为最大需求增量
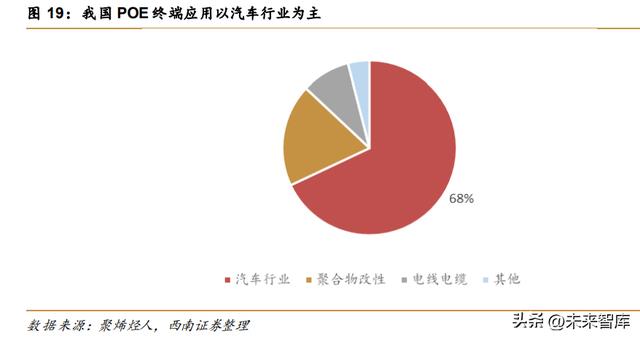
POE 具有良好的弹性、透明性、低温韧性、抗紫外线性能等,在汽车零部件、电线电 缆、发泡材料、聚合物改性等领域应用广泛。其中汽车领域应用最广,如我国 POE 下游应 用中,汽车行业占比 60%以上。 POE 可作为增韧剂对 PE/HDPE/PP/PA 增韧改性。由于 POE 为非极性饱和聚烯烃共聚 物,与聚乙烯及聚丙烯(PP)等通用塑料具有良好的相容性,且本身为颗粒状,因此 POE 常用于对非极性的聚烯烃进行改性,绝大多数应用于 PP 增韧体系。
2.1.1 汽车轻量化有望推动 POE 广泛应用于汽车零部件
POE 分子结构与三元乙丙橡胶(EPDM)相似,因此具有耐老化、耐臭氧、耐化学介质 等性能。通过对 POE 交联,材料的耐热温度提高,拉伸强度、撕裂强度等主要力学性能均 有较大程度提高。 汽车轻量化趋势下,POE 作为最适用的工程塑料之一,更多应用于汽车工业中。POE 和热塑性动态硫化胶是两种主要的聚烯烃类热塑性弹性体(TPO),因低温抗冲击性能好、 流动性好、可重复使用、弯曲弹性模量高等性能优势使其广泛应用于汽车内外部件,可使车 重减轻 20%~25%。例如 TPO 作汽车外装件主要用于保险杠增韧(POE 取代 EPDM)、散 热器格栅、车身外板 ( 翼子板、后侧板、车门面板 ) 、车轮护罩、挡风胶条等;作内饰件 主要用于仪表板、内饰板蒙皮、安全气囊外皮层材料等;在发动机室内部件及其它方面也可 用于空气导管、燃料管防护层、电气接线套等。
全球汽车保险杠的 POE 年市场规模稳定在 20 万吨左右。根据标普全球移动对 2022~2023 年全球乘用车产量的预测,假设 2024 年起全球乘用车产量增速为 5%,且 POE 作为增韧剂在保险杠中质量占比在 20%左右时可满足性能要求,我们计算 2022 年全球汽车 保险杠对 POE 的需求约 18 万吨。随着全球汽车产量小幅稳定增长,汽车保险杠对 POE 的 需求也保持稳定,2024 年全球需求可达到 20 万吨以上。
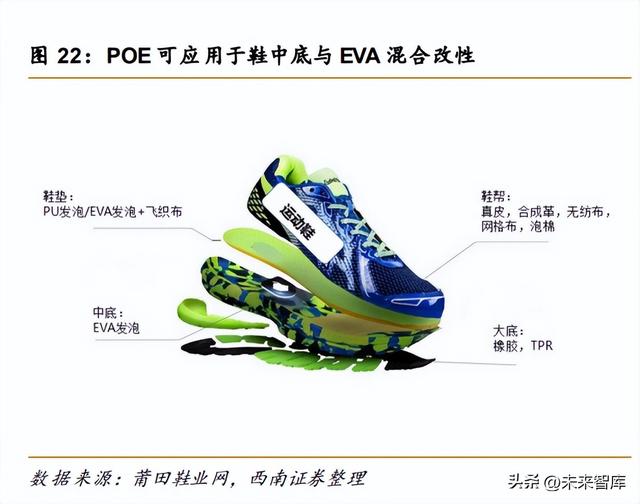
2.1.2 发泡材料:POE 柔韧性和回弹性能好,渗透率提升空间大
POE 的柔韧性和回弹性好于 EVA,适用于发泡材料。POE 用于发泡材料后效果更好, 如发泡后的产品重量更轻,压缩回弹更好,触感良好,泡孔均匀细腻,撕裂强度高等。在模 压发泡还是造粒后的注射发泡上,POE 已大量应用于沙滩鞋,拖鞋,运动鞋的中底,鼠标垫, 座垫,保丽龙材料,保温材料,缓冲片材,箱包衬里等发泡产品上。 当前 POE 在发泡鞋材中渗透率较低,未来提升空间大。加入 EPDM、POE、OBCs、 TPE 等弹性体可带来更高品质高更性能的 EVA 鞋部件制品,达到共混改性目的,从而提升 EVA 发泡性能,回弹性一般可提高到 50-55%,甚至更高。根据化工平头哥公众号数,当前 POE 或共混发泡材料在鞋材中占比仅为 2%,EVA 发泡材料占比 85%仍为主导地位。因此 随着未来消费者对于鞋材性能要求提升,POE 在鞋材中渗透率提升空间较大。
光伏将成为 POE 下游应用中最大需求增量。2020 年全球 POE 消费量超过 120 万吨, 其中光伏 POE 消耗约 17 万吨,因此其他应用领域消费量超过 100 万吨。随着 N 型组件量 产,我们计算中性情景下 2023~2025 年全球光伏 POE 需求将达到 32/66/118 万吨,光伏将 成为 POE 最大需求增量。若其他行业的 POE 需求维持在 110~120 万吨,则 2023 年中性情 景下全球 POE 需求 142~152 万吨,2024 年或达到 176~186 万吨,2025 年 228~238 万吨。
2.2 POE 生产中茂金属催化剂和α烯烃为关键难点
POE 为乙烯-α烯烃共聚物,采用烯烃聚合催化剂使乙烯和α烯烃聚合得到聚烯烃。乙 烯与α烯烃通过聚乙烯链段的结晶起到物理交联的作用,从而呈现热塑性弹性体的形态,并 具有塑料和橡胶的双重特性。当α烯烃含量较高时,呈半结晶、低模量的聚合物,如α-辛烯 达到 20%以上时,聚烯烃树脂由热塑体向弹性体转变。常见 C8 结构的 POE,α辛烯的质量 分数多在 20%-30%。
2.2.1 高碳α烯烃:乙烯齐聚法工艺与催化剂集中于海外企业
高碳α烯烃是 POE 产品的关键,且α烯烃也为国产化难点之一,目前我国尚未实现高 碳α烯烃量产,部分石化企业可生产 1-丁烯和 1-己烯。
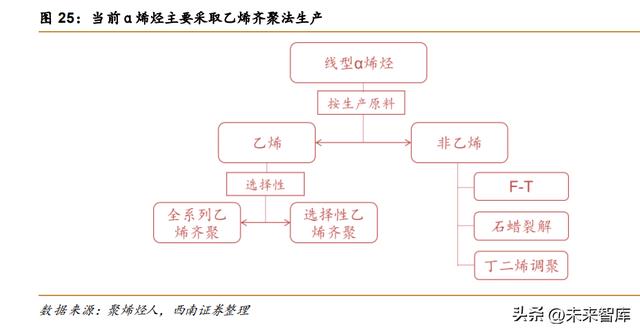
高碳α烯烃性能更好,使用 1-己烯/1-辛烯替代 1-己烯为主要趋势。α烯烃包括 1-丁烯、 1-己烯、1-辛烯、1-癸烯等多种,碳数范围分布宽(C4~C40),但作为聚烯烃共聚单体的的 α烯烃,一般为 C4~C8 组分,多为 1-丁烯(4C)、1-己烯(6C)、1-辛烯(8C),光伏 POE 主要为乙烯-辛烯共聚物。共聚单体的含碳数越高,聚合物的综合性能越好,如 1-己烯、 1-辛烯共聚产品的薄膜制品在拉伸强度、冲击强度、撕裂强度、耐穿刺性等性能均优于 1-丁 烯作为共聚单体生产的 LLDPE 树脂。因此近年来使用 1-己烯和 1-辛烯替代 1-丁烯作为共聚 单体开发聚乙烯为主要趋势。 高碳α烯烃主要采用乙烯齐聚法生产,生产工艺与催化剂专利集中在海外石油化工企业。 α烯烃为石油馏分和催化裂化产物,普遍采用乙烯齐聚法生产(所得产品全部含偶数碳,质 量较好,产量占比达 94.1%),即以三乙基铝为催化剂,乙烯通过压缩及预热,经链增长反 应、链置换反应及α烯烃产品分离等流程,最终得到高碳α烯烃产品。但乙烯齐聚法技术主 要掌握在海外厂商手中,主要技术路线有 Chevron 的一步乙烯低聚工艺、BP Amoco 的二 步乙烯低聚工艺、Shell 的较高烯烃法 (SHOP) 、Phillips 的铬系催化乙烯三聚工艺、日本 出光石化的锆系催化乙烯齐聚工艺,利用均相催化剂(烷基铝、钛、镍、铁、铬、锆等系催 化剂)进行齐聚反应,并在催化剂方面拥有相应的专利保护。其中 Shell、Chevron 和 BP Amoco 的工艺是最早、最典型的均相法乙烯齐聚工艺。
国内α烯烃生产几乎仍全部采用石蜡裂解法生产,产率低且质量较差,只能用于生产合 成润滑油和润滑油添加剂等产品,目前在生产共聚单体用高纯度 1-辛烯方面仍较为不足。且 含碳数高的共聚单体生产成本相应增加。目前国内α烯烃生产项目主要为燕山石化 5 万吨己 烯装置,但辛烯-1 仅作为副产品,产量极少;2021 年大庆石化依托原有 1-己烯设施和技术, 改扩建成国内首套 3000 吨级 1-辛烯合成工业试验装置,试验成功后将开发出具有自主知识 产权的万吨级成套技术工艺包。
2.2.2 茂金属催化剂:POE 生产企业独家开发,国内量产尚有差距
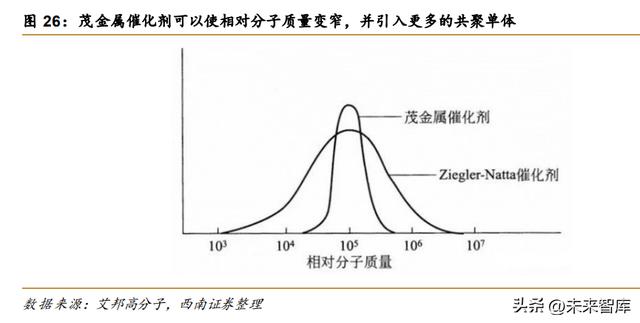
烯烃聚合催化剂是聚烯烃聚合技术的核心,其种类有有铬基催化剂、齐格勒-纳塔催化 剂、茂金属催化剂、非茂金属催化剂等。其中茂金属催化剂单活性中心的特征能使任何α烯烃单体聚合。与传统烯烃聚合催化剂相比,采用特殊的茂金属催化剂不仅可以使 POE 具 有很窄的相对分子质量分布,而且可以引入更多的共聚单体α-辛烯。
茂金属催化剂是由茂金属化合物、助催化剂和载体组成,需要与助催化剂共同作用于烯 烃的聚合催化。其中,茂金属化合物一般是由过渡金属元素(如钛、锆、铪)或稀土元素和 至少一个环戊二烯或其衍生物作为配体以η5-键联的方式形成的化合物,常用的配体有环戊 二烯基、茚基、芴基等;另外,还包括非环戊二烯型含有氮、磷、氧等元素的配体与过渡金 属或后过渡金属(如钛、锆、铪、镍、钯、铁、钴等)以及稀土金属构成的配合物。 助催化剂主要为烷基铝氧烷或有机硼化合物,通常为甲基铝氧烷(MAO),是三甲基 铝(TMA)同水反应而得到的部分水解产物。甲基铝氧烷作为茂金属及后过渡金属烯烃聚合 催化剂中的高效催化剂,催化活性高,茂金属聚烯烃、茂金属聚烯烃弹性体、茂金属聚烯烃 润滑油(PAO)和茂金属聚烯烃蜡、新材料环聚烯烃(COC/COP)等材料合成用的催化剂 均需使用其作为助催化剂。
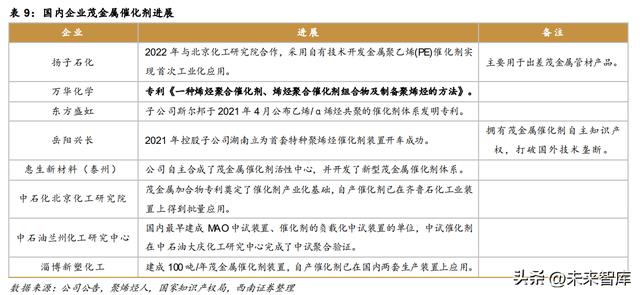
茂金属催化剂的负载化,即将茂金属和 MAO 附着于载体表面的过程。载体可分为无机 物负载、聚合物负载和无机/有机复合载体,但通常为无机物载体,包括 SiO2、MgCl2、和 Al2O3 等。通过负载化技术制备负载型茂金属催化剂,可以使助催化剂甲基铝氧烷(MAO) 的用量减少,同时提高聚合物的分子量,改善聚合物的形态(克服均相催化体系中聚合物形 貌不可控的缺点),增加聚合物的堆积密度,从而使茂金属催化剂能够以“drop in”的方式 应用于现有的聚烯烃生产装置。 整体来看,使用茂金属催化剂替换传统的 Ziegler-Natta 催化剂,反应合成的聚烯烃分子 结构、性能、品质均发生了显著的变化。 当前 POE 生产企业均拥有独家开发的茂金属催化剂,我国茂金属催化剂的研究和产业 化水平还存在较大差距。整体来看,我国在茂金属催化剂的结构设计、溶液聚合的工艺开发、 和茂金属催化剂相关的下游产品领域研究滞后。且在新性能聚烯烃领域的技术大多集中于浙 江大学、中科院化学研究所、中科院长春应用化学研究所等科研院校。国内茂金属聚烯烃规 模化生产所用的催化剂基本全部来自海外公司,至今还没有成套化的茂金属聚烯烃催化剂自 主技术。2020 年扬子石化与北京化工研究院合作开发茂金属聚乙烯催化剂,2022 年实现自 制茂金属催化剂在扬子石化聚乙烯装置上成功应用,产出茂金属管材产品,但尚未实现在光 伏级 POE 生产中的应用。
2.2.3 聚合工艺:Insite 溶液聚合为 POE 主要生产工艺
目前 POE 的生产技术主要为陶氏和 LG 化学开发的 Insite 溶液聚合工艺,以及埃克森 美孚和三井开发的 Exxpol 高压聚合工艺。作为化工产业,在掌握 POE 聚合生产技术后实 现连续稳定生产,保持良率、溶脂、密度等各性能指标稳定为生产难点。 1)Insite 溶液聚合:1-辛烯沸点高,乙烯和 1-辛烯共聚产品主要采用溶液聚合法生产, 陶氏 Insite 溶液聚合采用自主研发的限定几何构型茂金属催化剂(CGC)生产,聚合温度为 80~150℃,聚合压力为 1.0~4.9MPa,可以直接在乙丙橡胶溶液法装置上生产,具有聚合物 结构可精准控制、催化剂耐温性好等特点。
最早的 POE 是由美国陶氏化学采用自有钛催化剂技术在 1993 年生产成功的 Engage 系列,后来其采用先进的 Insite 工艺技术生产 POE 弹性体。2003 年 Engage 系列 POE 又 增添了用于模制和挤出的新牌号,主要用来改性非汽车应用中较宽范围的聚烯烃。2004 年 其采用单中心催化剂技术 Insite 工艺又成功地生产出 2 个聚烯烃改性专用 Affinity 牌号,主 要用于热熔黏接剂市场。
2)Exxpol 高压聚合:1989 年埃克森美孚公布自行开发的茂金属催化剂专利(Exxpol 技术),可以合成链长均一、分子量分布窄、链间共聚用单体分布均匀的茂金属聚乙烯(mPE)。 1991 年,Exxpol 技术被应用于日本三井在美国路易斯安那州 Baton Rouge 的 1.5 万吨/年聚 合装置中。Exxpol 高压聚合技术分为催化剂制备、聚合、分离和后处理,在 Exxpol 工艺设 计中,催化剂庚烷-茂/铝氧烷悬浮体是超高压的,固相催化剂在高压反应器的不同位置引入, 以确保催化剂浆料可在 100-200MPa 时加入反应器。为保证催化剂在高压状态更好地分散, 埃克森美孚采用粒径 0.3-1.0μm 的未脱水硅胶作茂/铝氧烷的载体,用硅胶粒径控制催化剂 粒子的大小。2005 年公司采用茂金属催化剂和高压离子生产工艺开发了 POE 共聚物(Exact 系列),主要用作汽车热塑性聚烯烃(TPO)配方中的抗冲击改性剂。
目前,我国自产的茂金属聚乙烯主要应用于薄膜和管材领域,茂金属聚乙烯供应仍依赖 进口。供给方面,根据化工平头哥数据,2017 年我国茂金属聚乙烯产量约 3.5 万吨,至 2021 年增长至 13 万吨左右,但产品主要应用于薄膜和管材领域。需求方面,目前我国每年茂金 属聚乙烯消耗量超过 150 万吨,自给率不足 9%,因此茂金属聚乙烯产品主要依靠向海外石 化公司进口,如埃克森美孚、陶氏、三井、道达尔等。
2.3 供给:海外产能稳定,国内企业仍处中试阶段
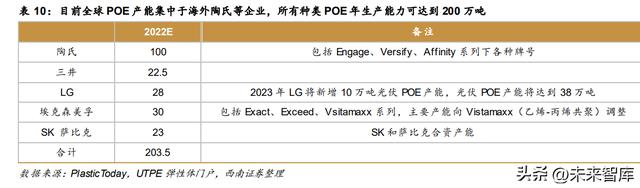
由于海外企业对茂金属催化剂的专利保护和高碳α烯烃尚未自给,POE 尚未国产化。 在海外企业的茂金属催化剂专利保护,以及高碳α烯烃的生产工艺封锁下,目前 POE 的生 产技术集中于海外企业陶氏、三井、LG、埃克森美孚、SK/萨比克,所有种类 POE 的年生 产能力可达到约 200 万吨。其中陶氏产能最大达到 100 万吨左右,占比约 50%。
POE 海外名义产能高,光伏级 POE 实际产能有限。虽然全球 POE 总生产能力达到 200 万吨,但需考虑实际产能利用率、其他 POE 应用领域需求增长、不同牌号和不同产品间产 线切换等因素,因此光伏 POE 实际产能远低于名义产能。若光伏级 POE 粒子需求快速增长, 则可能带来阶段性供给紧张。
国内企业加快聚烯烃和 POE 研发和量产进程,目前仍处中试阶段。在下游光伏需求高 景气趋势下,国内企业在 POE 以及原料α烯烃、茂金属催化剂方面加快研究和量产进度, 领先企业已进入 POE 中试阶段。
(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)
精选报告来源:【未来智库】。
相关参考