温度曲线测试仪(SMT制造工艺--回流焊2,回焊炉的温度曲线)
Posted
篇首语:马看牙板,人看言行。本文由小常识网(cha138.com)小编为大家整理,主要介绍了温度曲线测试仪(SMT制造工艺--回流焊2,回焊炉的温度曲线)相关的知识,希望对你有一定的参考价值。
温度曲线测试仪(SMT制造工艺--回流焊2,回焊炉的温度曲线)
在设定回焊炉的温度曲线前,首先我们要了解影响回流焊温度的几个关键地方以及温度曲线的几个温区情况。
影响炉温的关键地方是:1.各温区的温度设定数值 2.各加热马达的温差 3.链条及网带的速度 4.所使用的锡膏成份 5.PCB板的厚度及元件的大小和密度 6.加热区的数量及回流焊的长度 7.加热区的有效长度及泠却的特点等

回焊炉内部结构示意图
回流焊温度曲线的分区情况,温度曲线分成四个区域,分别是:1.预热区(又名:升温区)2.恒温区(保温区/活性区)3.回流区 4.泠却区。

理想状态下的回流焊温度曲线
在了解了回流焊温度曲线的一些基本情况之后,我们该如何正确的设定回流焊的温度曲线呢?下面以有铅锡膏来做一个简单的分析(Sn/pb),已知有铅锡膏的熔点是183℃ 。

有铅锡膏的温度曲线
一:预热区。
预热区,通常指由室温升至150度左右的区域,在这个区域,整个电路板平稳升温,在预热区锡膏的部分溶剂能够及时的发挥。元件特别是集成电路缓慢升温。以适应以后的高温,但是由于电路板表面元件大小不一。其温度有不均匀的现象。这个温区升温的速度应控制在1-3度/S ,如果升温太快的话,由于热应力的影响会导致陶瓷电容破裂/PCB变形/IC芯片损坏同时锡膏中的溶剂挥发太快,会导致锡珠的产生,回流焊的预热区一般占整个加热通道长度的1/4—1/3 时间一般为60—120S。

某型号回焊炉
二:恒温区
所谓恒温意思就是要相对保持平衡。在恒温区温度通常控制在150-170度的区域,此时的锡膏处于融化前夕,锡膏中的溶剂进一步被去除,活化剂开始激活,并有效的去除表面的氧化物,电路板表面温度受到热风对流的影响。不同大小元件的温度能够保持平衡。板面的温差也接近最小数值,曲线状态接近水平,它也是评估回流焊工艺的一个窗口。选择能够维持平坦活性温度曲线的炉子将提高电路板焊点的焊接效果。特别是防止立碑缺陷的产生。
通常恒温区会占用整个温度曲线的60—120/S的时间,若时间太长会让锡膏氧化从而导致电路板上锡珠增多。恒温渠温度过低时,容易引起锡膏中溶剂得不到充分的挥发,这样锡膏会带着大量的溶剂流入回流区,在回流区锡膏中的溶剂受到高温加热会激烈的挥发,其结果会导致锡珠炸裂的,PCB板上会残留下很多锡膏炸裂形成的小锡珠。恒温区的梯度过大。这意味着PCB的板面温度差过大,特别是靠近大元件四周的电阻/电容及电感两端受热不平衡,锡膏融化时有一个延迟故会引起立碑缺陷。

某型号回焊炉
三:回流区
回流区的温度最高,电路板进入该区域后迅速升温,并超出熔点30—40度,即板面温度瞬间达到215-225度,(此温度又称之为峰值温度)时间约为5—10/S 在回流区焊膏很快融化,并迅速湿润焊盘,随着温度的进一步提高,焊料表面张力降低。焊料爬至元件引脚的一定高度。形成一个(弯月面)从微观上看:此时焊料中的锡与焊盘上的铜或金属由于扩散作用而形成金属间的化合物,电路板在回流区停留时间过长或温度过高会造成PCB板面发黄/起泡/元件的损坏/如果温度设定正确:PCB的色质保持原貌。焊点光亮。在回流区,锡膏融化后产生的表面张力能适应的校正由贴片过程中引起的元件引脚偏移。但也会由于焊盘设计不正确引起多种焊接缺陷,回流区的升温率应该控制在2。5度---3度/S 一般应该在25-30/S内达到峰值。温度过低。焊料虽然融化,但流动性差,焊料不能充分的湿润,故造可能会成假焊及泠焊缺陷。

回焊炉内部
四:泠却区
电路板流动到泠却区后,焊点迅速降温。焊料凝固。焊点迅速泠却。表面连续呈弯月形通常泠却的方法是在回流焊出口处安装风扇。强制泠却。并采用水泠或风泠,理想的泠却温度曲线同回流区升温曲线呈镜像关系(对称分布),但是在实际生产过程中很难做到这样的效果,在生产时,冷却区只要能够保证锡膏可以有效的固化就可以了。固化后的降温一般不再管控范围内。
无铅温度分析:无铅锡膏的熔点是217度,常见的无铅锡膏的成份为:Sn/Ag/Gu 其比率是:96.5/3.0/0.5
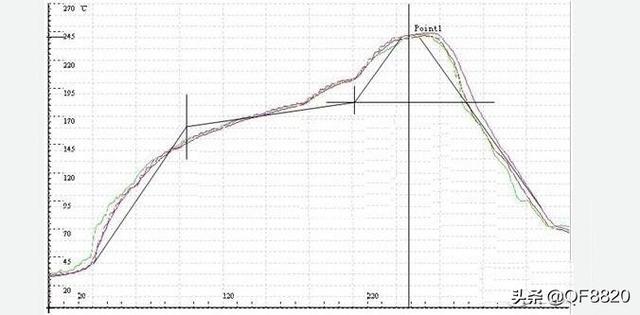
无铅锡高的温度曲线
预热区
预热区升温到175度,时间为100S左右,由此可得预热区的升温率(由于本测试仪是采用在线测试,所以从0—46S这段时间还没有进入预热区,时间146-46=100S由于室温为26度175-26=149度 升温率为;149度/100S=1.49度/S)
恒温区
恒温区的最高温度是200度左右,时间为80S,最高温度和最低温度差25度
回流区
回流区的最高温度是245度,最低温度为200度,达到峰值的时间大概是35/S左右回流区的升温率为:45度/35S=1.3度/S 按照(如何正确的设定温度曲线)可知:此温度曲线达到峰值的时间太长。整个回流的时间大概是60S
泠却区
泠却区的时间为100S左右,温度由245度降到45度左右,泠却的速度为:245度-45度=200度/100S=2度/S
相关参考
回流焊是SMT生产过程中负责焊接的步骤,这是整个SMT流程中最后的工序,经过炉子的加热,锡膏被融化,将电子元器件与PCB板牢固的焊接在一起,整个SMT的生产到此工序之后便结束了。后边就是对电路板的的一些检测了。根据所...
...。1、测试工具:在开始测定温度曲线之前,需要有温度测试仪,以及与之相配合的热电偶,高温焊锡丝、高温胶带以及待测的SMA,当然有的回流炉自身带有温度测试仪,(设在炉体内),但因附带的热电偶较长,使用不方便,不如...
...。1、测试工具:在开始测定温度曲线之前,需要有温度测试仪,以及与之相配合的热电偶,高温焊锡丝、高温胶带以及待测的SMA,当然有的回流炉自身带有温度测试仪,(设在炉体内),但因附带的热电偶较长,使用不方便,不如...
smt回流焊温度曲线一般是根椐你所使用锡膏和PCB上的器件以及它所使用的材料来设定的,而且在不同的PCB不同的环境下,所产生的温度曲线也是不样的。我们所测试的温度曲线其实是测试PCB板子上的温度,不是你所看到的炉子上...
日本拉力计(目前SMT表面贴装技术中,最全的锡膏印刷步骤及工艺指引)
...再次回熔并固化成为金属焊点之过程,谓之ReflowSoldering(回流焊接)。此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾...
机顶盒主板过炉治具(如何防止PCB板子过回焊炉发生板弯及板翘)
...过回焊炉发生板弯及板翘,下面就为大家阐述下:1.降低温度对PCB板子应力的影响既然「温度」是板子应力的主要来源,所以只要降低回焊炉的温度或是调慢板子在回焊炉中升温及冷却的速度,就可以大大地降低板弯及板翘的情...
...种无铅、免清洗、低卤焊膏和低卤焊膏。采用特定回焊炉温度曲线工艺窗口的设计,使相关无铅钎焊问题残留无色。适用于高温锡膏温度曲线;满足手印、机印中速印刷的要求。出色的回流工艺窗口使得其很好的焊接板,与各种...
一、什么是回流焊中文名称回流焊外文名称Reflowsoldering回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的,这种设备的内部有一个加热电路,将空气或氮气加热到足够...
...艺时,使用低温锡膏进行焊接工艺。以保护不能承受高温回流焊焊接的元件和PCB板,很受LED行业欢迎。其合金成份为SnBi(sn42bi58),锡粉颗粒度介于25~45um之间。无铅低温锡膏的特性:无铅低温铅膏推荐曲线1、熔点低、熔点138℃...
一、回流焊/波峰焊炉温曲线测试仪:专为电子制造行业而设计的LC08系列炉温测试仪,轻薄而易于使用。能够快速的检测回流焊、波峰焊、汽相焊、选择焊的炉内温度,同时可以测试烘箱温度及BGA维修,将数据快速的传输至现场P...