渗金属处理(渗铝钢管的焊接技术要领)
Posted
篇首语:一盏一直亮着的灯,你不会去注意,但是如果它一亮一灭,你就会注意到。本文由小常识网(cha138.com)小编为大家整理,主要介绍了渗金属处理(渗铝钢管的焊接技术要领)相关的知识,希望对你有一定的参考价值。
渗金属处理(渗铝钢管的焊接技术要领)
一,概述
渗铝钢通常是碳钢或低合金钢经过渗铝处理(如热浸铝法、固体粉末法、喷渗法等),在钢材表面渗入0.2~0.5mm铁铝合金层形成的新型复合钢材料,与原来未渗铝的钢材必较,渗铝钢可提高抗氧化性的临界温度约200℃以上,在高温硫化氢介质中的耐蚀性可提高数十倍以上,可替代价格昂贵的不锈钢和耐热钢,具有显著的经济效益。渗铝钢焊接有两个突出的问题:一是焊缝金属或熔合区容易产生裂纹,为此,在渗铝钢专用焊条中添加高抗裂性的元素,如Cr、Mo、Mn等。二是熔合区耐蚀性明显下降,为此,在焊接中应采用尽可能小的焊接热输入或采取必要的工艺措施,减小熔合区铝元素的降低。焊接渗铝钢的方法现在一般有两种:一是将接头处的渗铝层去掉,开坡口使用普通焊条焊接然后在焊接区域再喷涂一层铝。二是采用不锈钢焊条(如Cr25Ni13等)或渗铝钢专用焊条进行焊接。
二,焊前准备
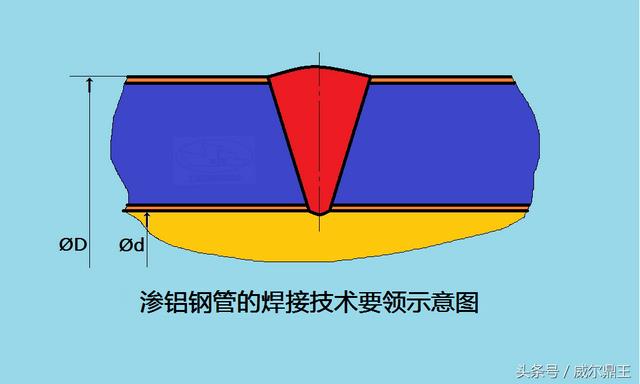
1,清理焊件,采用机械法清理时,要注意不要损伤非焊接部位表面的渗碳层;并开适当的坡口,一般坡口角度为60~65°,钝边0.5~1mm,间隙约3mm,错边量小于1mm。
2,焊机焊材,焊机交流、直流都可以,一般根据焊条说明就是了;焊材通常要烘干,并放入保温筒,随用随取。
3,施焊前在渗铝钢管对接接头内壁两侧图敷焊接涂层,该涂层在焊接过程中对熔池有托敷作用,防止焊穿和确保焊缝背面熔合区熔合良好;在焊接条件下使涂层中的化学渗剂迅速分解,产生活性铝原子并使之向焊接熔合区渗入,以补偿焊接接头背面熔合区渗层中铝的烧损,打到提高焊接熔合区抗高温氧性和耐蚀性的目的。其中,焊接涂层由化学渗剂层和保护剂层构成,化学渗剂层的作用是向焊接熔合区渗层提供补偿渗铝所必需的活性铝原子源和产生较高的铝势;保护剂层的作用是阻止焊接区域氧化性气氛对化学渗剂析出的活性铝原子氧化,保证补偿渗铝过程的进行。
三,焊接操作
1,由于渗铝钢管焊接接头内壁焊后无法再用喷涂或其它方法处理,所以在焊接工艺上要保证单面焊双面成形,施焊中要小心细仔。在渗铝钢管的焊接区域用石棉布覆盖或涂刷白垩粉以防焊接飞溅,保护渗铝层。
2,定位焊,组对时最好使用组对专用夹具,错边量要小于1mm,定位焊点尽量小点,点固后不要随意敲击或搬动。
3,打底焊,打底焊是渗铝钢管单面焊双面成形的关键,施焊时必须密切注视熔池动向,严格控制熔孔尺寸、大小、形状,使焊接电弧始终对准坡口内角并与工件两侧成90°。更换焊条要迅速,应在焊缝热态下完成焊条更换,以防止焊条接头处出现背面熔合不良现象。在封闭环缝时应稍将焊条向下压以保证根部熔合良好。
4,填充盖面焊,填充焊与普通碳钢或低合金钢相似的操作方法;盖面焊要求焊道表面平滑美观,两侧没有咬边出现。
5,在整个焊接过程中不能随意在渗铝钢管表面引弧,以免烧损渗铝层;焊后应立即将焊接区域覆盖起来,以防止因冷却过快产生淬硬而导致微裂纹出现。特别是铬钼渗铝钢焊后一定要缓冷!
6,焊接参数举例 (交流电源 焊条E-23-13-16 Ø3.2):
①碳素渗铝钢管(Ø6×114mm):打底层,电流85~95A,电压25~28V;盖面层,电流90~105A,电压26~30V。②Cr5Mo渗铝钢管(Ø10×114mm):打底层,电流85~95A,电压26~30V;盖面层,电流90~110A,电压26~32V。
本文为“威尔鼎王”原创,特此声明。
相关参考
检测产品螺栓:高强度螺栓(含六角螺栓,扭剪型螺栓,地脚螺栓,L型螺栓,T型螺栓,双头螺栓,紧固螺栓,桥架连接螺栓)不锈钢按组织状态分为:马氏体钢、铁素体钢、奥氏体钢、奥氏体-铁素体(双相)不锈钢及沉淀硬化...
检测产品螺栓:高强度螺栓(含六角螺栓,扭剪型螺栓,地脚螺栓,L型螺栓,T型螺栓,双头螺栓,紧固螺栓,桥架连接螺栓)不锈钢按组织状态分为:马氏体钢、铁素体钢、奥氏体钢、奥氏体-铁素体(双相)不锈钢及沉淀硬化...
摘要:金属热处理在改善材料各种性能的同时,不可避免的导致热处理变形,并且会直接影响到工件的精度、强度、噪声和寿命,因此对于精度要求较高的零件要尽可能减小其变形量,本文着重分析温度与控制变形的关系,同...
双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地...
双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地...
渗铝钢管(我生物质发电研究取得新突破,助力“双碳”目标实现)
12月19日,从扬州大学传出消息:该校吴多利博士研究团队在国家自然科学基金和江苏省双创博士项目相关项目的资助下,针对水蒸气含量对镍铝涂层生物质高温腐蚀性能的影响进行的系统研究,取得了关键性新突破。日前,相...
渗铝钢管(我生物质发电研究取得新突破,助力“双碳”目标实现)
12月19日,从扬州大学传出消息:该校吴多利博士研究团队在国家自然科学基金和江苏省双创博士项目相关项目的资助下,针对水蒸气含量对镍铝涂层生物质高温腐蚀性能的影响进行的系统研究,取得了关键性新突破。日前,相...
...电弧焊及CO2气体保护焊3.1适用范围本焊接方法适用于无缝钢管及焊接钢管的焊接。3.2两种工艺的特点3.3.焊接要领(1)二氧化碳气体保护半自动焊焊接示意图如下所示。(2)焊接燃弧点位置如果燃弧位置过小时,背面成型焊缝有...
...电弧焊及CO2气体保护焊3.1适用范围本焊接方法适用于无缝钢管及焊接钢管的焊接。3.2两种工艺的特点3.3.焊接要领(1)二氧化碳气体保护半自动焊焊接示意图如下所示。(2)焊接燃弧点位置如果燃弧位置过小时,背面成型焊缝有...
双金属焊接理念早在九十年代由德国汉诺威的霍尔茨明堡钢铁焊接实验室主住史奈特博士提出,后经新加坡、澳大利亚等国持续研发,但没有应用在管道领域上。国内很多研发单位对此项核心技术加以消化改造,成功地生产出了...