渗透探伤和着色探伤(汽车回用件检验方法 再制造汽车零部件检验方法)
Posted
篇首语:有上不去的天,没过不去的关。本文由小常识网(cha138.com)小编为大家整理,主要介绍了渗透探伤和着色探伤(汽车回用件检验方法 再制造汽车零部件检验方法)相关的知识,希望对你有一定的参考价值。
渗透探伤和着色探伤(汽车回用件检验方法 再制造汽车零部件检验方法)
从广义上讲,汽车零部件检测就是“通过观察和判断,必要时结合测量、试验或估计所进行的符合性的评价”。检测实际上就是用一定的方法,测定产品特性,并将其结果与质量标准进行比较,从而判断其合格与否。
再制造汽车零部件检测是指对某种再制造零部件的一个或多个特性,进行测量、检查或试验,并将结果与规定要求加以比较,从而确定每项特性是否合格的技术方法。因此,再制造汽车零部件的检测通常可归纳为外观检测与技术检测两种。为了做好再制造汽车零部件的检测工作,必须熟悉和掌握检测的方法。
(1)外观检测。当今国外许多工业产品,包括汽车零部件已经达到了精雕细刻的程度。检测人员也应重视外观检测,促进生产厂家提高外观质量。
①外观检测的内容
再制造汽车零部件检测的内容包括:核对零部件的车型、品名、规格、型号,检验零件的密封包装、产品标志和锈蚀变质等情况;检验零部件有无不符合产品技术要求、产品图样规定的外观质量缺陷等。
由于外观检验一般不依靠仪器设备,因此要求检测人员必须能够熟练地识别汽车零部件,掌握零部件密封包装和鉴别锈蚀变质的知识。一般对精度要求不高和对行车安全影响不大的零部件,或不便于进行技术检验的零部件,一般只在验收数量时进行外观检验。在外观检验时发现问题,再进行技术检验。
②外观检测方法
再制造汽车零部件外观检测通常是借助检测人员的感觉器官,如凭眼看、手摸、耳听等来检测和判断零件技术状态的方法。这种方法简便易行,在实践中应用较广,车辆上差不多一半以上的零件,可用此法确定其技术状态。
a目测法对于表面损伤的零件,如表面毛糙、沟槽、明显裂纹、刮伤、剥落(脱皮)、折断、缺口或破洞等损伤,零件的重大变形、严重磨损、表面退火或烧蚀,橡胶零件材料的变质等,都可以通过眼看、手摸或借助放大镜,观察、检验和确定是否符合质量要求。
b.敲击法车辆上部分壳体及盘形零件有无裂纹,用铆钉连接的零件有无松动,轴承合金与底板结合是否紧密,可用敲击听音的方法进行检验。即用小锤轻击被检验零件,如发出清脆的金属敲击声,说明技术状态良好;如声音沙哑,可以判定零件裂纹、松动或结合不紧。
c比较法用新的标准零件与被检验的再制造零件相比较,从对比中鉴别被检验零件的技术状态。如用这种方法检验弹簧的自由长度和负荷下的长度,就可确定弹簧的技术状态。
外观检验,只是零部件验收的一项内容,不能代替几何尺寸、内在性能、可靠性等检查,但其简单易行,在产品供应业务中,完全也应该列人产品人库验收的日常工作。把外观检验抓紧抓好,在此基础上再开展其他检验,以切实把好质量关。
(2)技术检测。技术检测是指利用检验量具和仪器对零部件的再制造质量进行技术检查。由于技术检测定一坝投不性软强的工作,要求检测人员必须熟悉检验所用量具和仪器的性能,掌握其检验的工艺万法相操作技能,熟悉汽车零部件的结构、性能,以及各零部件的技术标准,以提高检验的质量和双率。再制造汽车零部件技术检测一般有测量法和探测法两种。
①测量法
通过量具或仪器检验器材的尺寸、加工精度,根据器材的技术标准,来确定零件是否合格。
常用的量具和仪器有:千分表、千分尺、游标卡尺、圆度仪、粗糙度仪、弹箦拉压试验器、汽车电气试验台等。使用这些量具和仪器检验准确、精度高。但要使用得当,同时使用前必须检查其本身的精度,正确选择测量部位。
②探测法
对于隐伤,如曲轴、转向节等细微裂纹,用上述方法是无法检测的,必须通过其他途径进行检验。
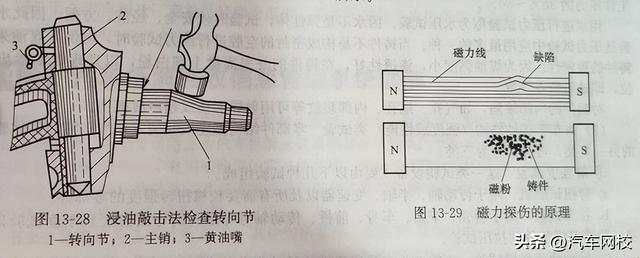
a浸油敲击法
先将需要检验的零件浸入煤油(或柴油)中片刻,取出后将表面擦干,撒上一层白粉,然后用小锤轻敲其非工作面,如有裂纹,由于振动,浸入裂纹的油溅出,使裂纹处的白粉呈黄色线痕。根据线痕即可判定裂纹位置,浸油敲击法检查转向节如图13-28所示。
b.磁力探伤法
磁力探伤是用探伤器将零件磁化,如零件表面有裂纹,在裂纹部位磁力线就会被中断而形成磁极,建立自己的磁场,若在零件表面上撒上细微颗粒的铁粉,铁粉被磁化吸附在裂纹处,从而暴露出裂纹的位置和大小,如图13-29所示。
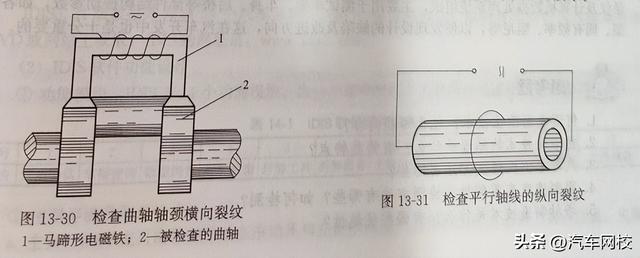
零件上的裂纹,可能是纵向的、横向的或任意方向的,对于不同方向的裂纹,需要用不同的磁化方向来检查。因为只有使磁力线垂直裂纹时,裂纹才会被发现;当裂纹方向平行磁力线时,裂纹不切断磁力线,裂纹两边不会产生磁极,不能吸附铁粉,也就无法发现裂纹。所以,利用磁力探伤器检查零件裂纹时,必须估计裂纹可能产生的位置和方向,采用不同的磁化方法:纵向磁化和环形磁化。检查曲轴轴颈的横向裂纹如图13-30所示,检查平行轴线的纵向裂纹如图13-31所示。
零件经磁化检验后,会留下一部分剩磁,必须彻底退去。否则,使用中会吸附铁屑,产生磨料磨损。退磁方法:如采用直流电磁化的零件,只要将电流方向改变,并逐渐减小到零,即可退磁;在实际工作中,为简便起见,也可敲击磁化零件的非工作面,达到退磁的目的。
磁力探伤只能检验钢铁零件裂纹的部位和大小,但检查不出深度。另外,对于有色金属零件、硬质合金零件等不受磁化,故不能用磁力探伤。
c.荧光探伤及着色探伤
荧光探伤是在铸件被查表面上涂一层渗透性很强的渗透液,(由85%的煤油与15%的航空汽油混合而成,在紫外线下发出强烈荧光,故称为荧光液),待渗透液渗入表面缺陷的空隙内,擦去表面上剩余的渗透液,撒上显示粉(细滑石粉),这时渗入孔隙中的渗透液,将因毛细管作用而被显示粉吸出,在暗室中用荧光灯照射,缺陷部位呈亮白色,从而显示出铸件上缺陷的形状和位置。
此方法简单,不需要专用设备,灵敏度高,能检查出极细的裂纹,但对铁磁性材料而言,油液渗透费时,不及磁粉探伤快,同时也不能检查表层内缺陷。
着色探伤与荧光探伤相似,只不过是在渗透液中加入油溶性颜料(如苏丹3号),不需荧光灯照射,在普通灯光下可显示出缺陷的形状和位置,但灵敏度比荧光探伤低。
d.压力试验
压力试验是用来检查铸件致密性的一种方法,如气缸、汽缸盖等铸件一般都应该经过压力试验。
压力试验通常是把据有一定压力的水或空气压入铸件内腔,若铸件有缩松、贯穿的裂纹等,水或空气就会通过铸件的壁渗透出来,从而发现缺陷的存在及其位置。试验的压力一般要超过铸件的工作压力的30%~50%。
用水进行压力试验称为水压试验。因水不是弹性体,试验时较安全、经济、方便,因此水压试验是压力试验中应用最多的一种。当铸件不易构成密闭的空腔进行压力试验时,可倒入煤油来检查铸件的致密性。因为煤油黏度小,渗透性好,在铸件的外表面撒上细白粉,以发现煤油渗出的部位,即缺陷所在位置。
对钢件的内部缺陷,如气孔、缩孔、内部裂纹等可用射线探伤或超声波探伤。
(3)汽车零部件结构(强度或性能)类试验
零部件结构强度试验装置是汽车零部件试验装置的另一大类,可将其分为三类。
①静强度试验
这一类试验设备主要由以下几种试验组成。
a。静扭试验机用于传动轴、半轴、变速器以及所有需要校核扭转强度的零部件。
b.拉压试验用于桥壳、车架、车身、前桥、传动轴等零部件的弯曲强度和刚度试验以及车身、弹簧等零部件的拉压试验。
②振动疲劳强度试验
该类试验主要用于结构件的弯曲疲劳强度试验、扭转疲劳强度试验和拉压疲劳寿命试验,如车桥、车架、驾驶室、前轴等部件的弯曲疲劳寿命试验和半轴、传动轴、转向杆等零部件的扭转疲劳试验以及减振器、弹簧、车身等部件的拉压振动疲劳试验。其主要设备种类有:液压脉动疲劳试验机、机械式振动疲劳试验机和扭转疲劳试验机等。
③模态分析试验
这种试验设备是由激振器、传感器(位移和加速度)、电荷放大器、磁带记录仪及计算机数据处理系统组成,主要用于测试车架、车身、后桥等部件结构振动参数,如各阶振型、固有频率、阻尼等,以便发现设计的缺陷及改进方向,这在汽车开发中也是十分重要的。
关注“汽车网校”,带你了解更多报废汽车拆解等行业知识干货!
相关参考
焊缝渗透探伤方法(2022一建机电实务技术部分梳理-焊接技术-焊件质量检验方法)
...检验:常用的非破坏性检验包括:外观检验、无损检测(渗透检测、磁粉检测、超声检测、射线检测)、耐压试验和泄漏试验。焊件检验的方法,名称需要熟练掌握。二、焊接过程质量检验(一)
焊缝渗透探伤方法(2022一建机电实务技术部分梳理-焊接技术-焊件质量检验方法)
...检验:常用的非破坏性检验包括:外观检验、无损检测(渗透检测、磁粉检测、超声检测、射线检测)、耐压试验和泄漏试验。焊件检验的方法,名称需要熟练掌握。二、焊接过程质量检验(一)
涡流探伤能够探测深度多少的(无损探伤的分类与对比,探伤知识六十四问 一文学习探伤知识)
...损探伤方法有:X光射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤、γ射线探伤、萤光探伤、着色探伤等方法。三、试述磁粉探伤的原理?答:它的基本原理是:当工件磁化时,若工件表面有缺陷存在,由于缺陷处的磁...
涡流探伤能够探测深度多少的(无损探伤的分类与对比,探伤知识六十四问 一文学习探伤知识)
...损探伤方法有:X光射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤、γ射线探伤、萤光探伤、着色探伤等方法。三、试述磁粉探伤的原理?答:它的基本原理是:当工件磁化时,若工件表面有缺陷存在,由于缺陷处的磁...
...常用的无损检测方法:超声检测(UT)、磁粉检测(MT)、液体渗透检测(PT)及X射线检测(RT)。一、超声波探伤它是利用超声波在介质中遇到界面产生反射的性质及其
什么是无损检测?无损检测是指在不损害被检测对象使用性能,不伤害被检测对象内部组织的前提下,利用材料内部结构异常或缺陷存在引起的热、声、光、电、磁等物理反应和化学反应的变化,对试件内部及表面的结构、性质...
渗透探伤检测是利用液体对微小孔隙的渗透来检测工件表面缺陷的方法,是一种基于毛细作用原理检查表面开口缺陷的无损检测方法。该方法是五种常规无损检测方法(射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤)...
...检测方法有射线检测(RT)、超声波检测(UT)、磁粉检测(MT)、渗透检测(PT)、涡流检测(ET)和声发射检测(AE)。一、射线检测射线检测是将X射线管或γ射线源对准焊缝(工件),调好焦距,并将装有胶片的暗袋放在焊缝背面,然后接通电源(...
...检测方法有射线检测(RT)、超声波检测(UT)、磁粉检测(MT)、渗透检测(PT)、涡流检测(ET)和声发射检测(AE)。一、射线检测射线检测是将X射线管或γ射线源对准焊缝(工件),调好焦距,并将装有胶片的暗袋放在焊缝背面,然后接通电源(...
...的常规方法有用射线照相探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤等仪器检测。中科仪工程师提醒您在使用超声波探伤仪之前都必须利用标准试块校准仪器的综合性能,校准面板曲线,以保证探伤结果的准确性。具体...