渗碳轴承钢热处理标准(渗碳热处理分折)
Posted
篇首语:惜时专心苦读是做学问的一个好方法。本文由小常识网(cha138.com)小编为大家整理,主要介绍了渗碳轴承钢热处理标准(渗碳热处理分折)相关的知识,希望对你有一定的参考价值。
渗碳轴承钢热处理标准(渗碳热处理分折)
4、表层组织转变控制
渗碳轴承钢由表层向心部碳含量逐渐降低,热处理后表层不同深度处的组织存在差异,淬火后渗碳轴承钢从表面到心部的基体组织依次为:针状马氏体→针状马氏体+板条马氏体→板条马氏体。淬火加热温度是马氏体淬火中的一个重要影响因素,一方面,较高的淬火加热温度有利于碳元素和其他合金元素在奥氏体中扩散均匀;另一方面,在较高的淬火加热温度下,更多的碳化物发生溶解,钉扎晶界效果减弱,将促使奥氏体晶粒长大。淬火马氏体的形貌及尺寸决定了钢的硬度、强度和韧性等性能指标,而晶粒细化是唯一既可以提高材料强度又能提高韧性的方法,因此选取合理的淬火温度和保温时间非常重要。高速铁路轴承需要承受更大的冲击载荷,轴承用钢不仅要求具有高耐磨性、高抗疲劳性,还要有良好的冲击韧性。对于渗碳轴承钢,选择合理的二次淬火温度能获得优异的表层组织和性能。高速铁路轴承常用的G20CrNi2Mo钢经945 ℃渗碳后在860 ℃预冷淬火,然后进行830 ℃的二次淬火,获得的组织如图6所示,经二次淬火后渗碳层中的针片马氏体变得更加细小,基体上弥散析出细小均匀的碳化物颗粒,耐磨性明显改盖。
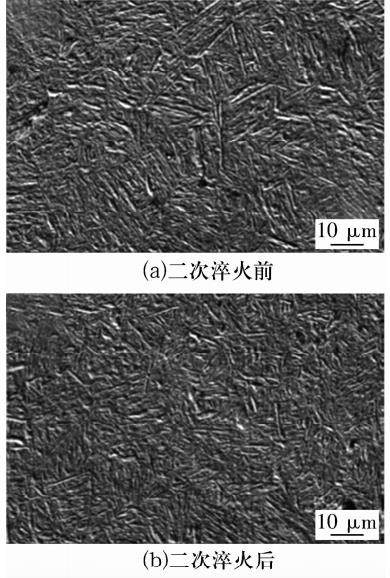
图6 G20CrNi2Mo钢二次淬火前、后的组织对比Fig.6 Microstructure comparison of G20CrNi2Mo steel before and after secondary quenching
歼–20战斗机和C919大飞机的先后问世代表了我国航空工业的崛起,而飞机机动性的每一次提升主要依靠发动机推重比的增加,如今发动机主轴dn值已经达到2.4×106 mm·r·min-1,发动机主轴轴承的工作温度逼近300 ℃,且长期承受巨大的冲击载荷和循环疲劳应力。为适应航空轴承更高的性能要求,我国研发了第2代高温渗碳轴承钢G13Cr4Mo4Ni4V(ASTM M50NiL)。根据YB/T 4106——2000《航空发动机用高温渗碳轴承钢》规定,其经过渗碳、淬火和回火处理后的表层硬度可达到62~63 HRC,具有较高的耐磨性和良好的抗疲劳性能,心部板条马氏体提供了良好的冲击韧性。图7所示为G13Cr4Mo4Ni4V钢常用的渗碳热处理工艺,真空渗碳时的温度一般为890 ℃,然后经1 100 ℃淬火,再545 ℃回火处理3次,每次2 h。
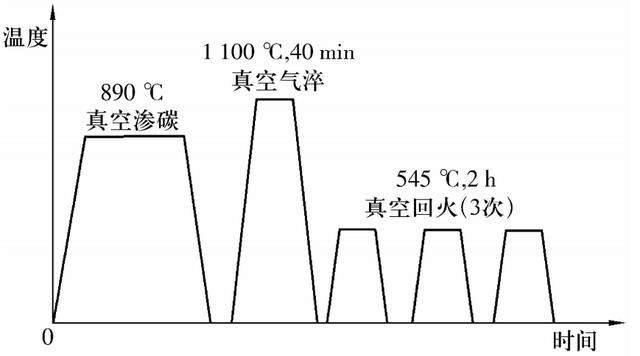
图7 G13Cr4Mo4Ni4V钢的渗碳热处理工艺示意图Fig.7 Diagram of carburizing heat treatment process for G13Cr4Mo4Ni4V steel
与G13Cr4Mo4Ni4V钢相似的M50NiL钢经过渗碳热处理后微观组织如图8所示,由图8b可以清晰看出硬化层的基体组织主要为隐晶马氏体,而过渡区的组织中既有片状马氏体,也有低碳板条马氏体,其中马氏体板条的尺寸比心部更加细小,这是由于心部碳含量低,在高的温度下固溶处理后奥氏体晶粒较粗大,从而导致马氏体板条更易生长。

图8 M50NiL钢经渗碳热处理后的组织形态Fig.8 Microstructure of M50NiL steel after carburizing heat treatment
文献[65]研究了贝氏体等温淬火对G23Cr2Ni2Si1 Mo钢渗碳层组织及性能的影响:在200 ℃下等温8h后,渗碳层获得了数量可观的针状下贝氏体(图9a);图9b中可以清晰地看到,在纳米级的贝氏体铁素体板条之间存在着薄膜状残余奥氏体。细小的贝氏体铁素体板条使得相界面积大幅度增加,有利于阻碍位错滑移,抵抗塑性变形,且富碳的薄膜状残余奥氏体可以有效阻碍微裂纹扩展,因此有利于提高韧性和耐磨性。试验证明,与传统渗碳淬火相比,等温淬火钢的耐磨性提高了58% ,冲击韧性提高了33.3%。
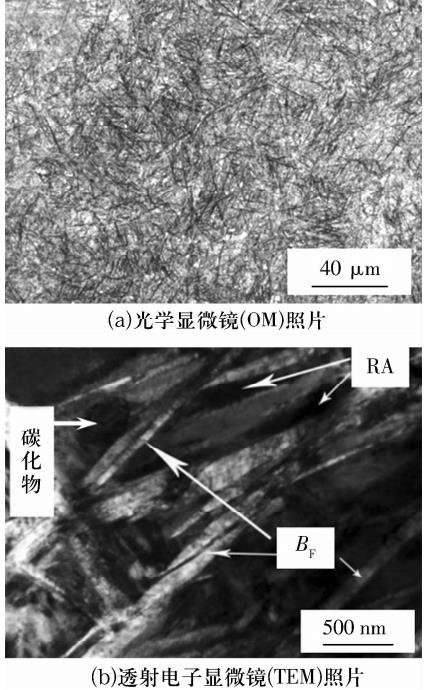
图9 G23Cr2Ni2Si1 Mo 钢在200 ℃等温8 h后的渗碳层微观组织Fig.9 Microstructure of carburized layer of G23Cr2Ni2Si1 Mo steel austempered at 200 ℃ for 8 hours
5、表层残余奥氏体的控制
渗碳轴承钢的表层碳浓度较高,且含有大量Cr,Ni等合金元素,Cr在渗碳加热时固溶到奥氏体中,增加了奥氏体的稳定性,Ni是扩大γ相区的合金元素,能与γ-Fe形成无限固溶体,进一步增加奥氏体的稳定性。由于Ms点的降低,渗碳轴承钢表层淬火后会留下大量未转变的过冷奥氏体,但最高残余奥氏体量一般在距边缘0.2~0.4 mm处。奥氏体的稳定化分为两类:1)由于钢的淬火加热温度一般低于完全奥氏体化温度,所以奥氏体中的碳及合金元素是不均匀的,存在贫/富碳区,当淬冷至Ms点以下时,贫碳区将发生马氏体转变,部分富碳区由于未达到Ms点以下温度,所以这部分奥氏体不发生转变而保留下来,也称为热稳定化;2)由于马氏体的比容大于奥氏体,所以发生马氏体转变时伴随着体积膨胀,存在于2个马氏体板条(或马氏体针)之间的奥氏体受到压应力作用,使得奥氏体更难向马氏体转变,从而产生力学稳定现象。在马氏体转变期间,奥氏体的热稳定化与力学稳定化是同时存在的,但残余奥氏体含量过高不利于表面硬度和尺寸稳定。高温回火对残余奥氏体的转变具有催化作用:一方面,高温回火促进碳化物从残余奥氏体中析出并聚集长大,碳含量的降低导致残余奥氏体Ms点升高,热稳定性减弱,在空冷过程中将更容易转变为马氏体;另一方面,高温回火使一次马氏体大量分解,过饱和碳原子大量析出导致马氏体正方度减小,残余奥氏体受到周围马氏体的压应力作用减弱,力学稳定性减弱,因此在空冷过程中残余奥氏体更易向马氏体转变。如表⒉所示,G20CrNi2Mo渗碳轴承钢制轴承内圈表层残余奥氏体含量的质量要求为15%~25%,原始热处理工艺无法满足,采用更高温度( 215,225 ℃)进行回火处理后,残余奥氏体含量明显下降,215 ℃回火后的残余奥氏体含量和表面硬度均符合要求,最终采用215 ℃作为回火温度。除了通过提高回火温度来降低残余奥氏体含量以外,增加回火次数、延长回火保温时间也有利于促进残余奥氏体的转变,但延长回火时间不如前2种方法更有效。
表2 G20CrNi2Mo 钢不同渗碳热处理后内圈滚道的残余奥氏体含量Tab.2 Residual austenite content of inner ring raceway after different carburizing heat treatments of G20CrNi2Mo steel

冷处理(-90 ℃)或深冷处理(-190 ℃)使残余奥氏体在连续冷却过程中继续转变为马氏体,进一步提高基体硬度,并有助于稳定轴承尺寸精度。此外,残余奥氏体作为一种韧性相,保留一定数量的残余奥氏体可以延缓裂纹尖端应力,防止轴承过早出现因滑动和滚动磨损而引起凹坑、剥落等疲劳损伤。文献[71]对全淬硬GCr15轴承钢进行了表面真空渗碳处理,渗碳热处理后表层残余奥氏体含量高达20%,显著高于常规热处理,但滚动接触疲劳寿命却比渗碳前提高了近10倍。
相关参考
渗碳轴承钢热处理后的金相组织(渗碳淬火中常见缺陷及预防措施)
渗碳淬火其实是一个复合工艺,即渗碳+淬火。我们常习惯把两者连起来讲,因为两个工艺在同一台设备上完成是生产中最常遇到的,(但也有渗碳空冷、渗碳缓冷,然后重新加热淬火的工艺、二次淬火工艺)。那么生产中遇到...
渗碳轴承钢热处理后的金相组织(渗碳淬火中常见缺陷及预防措施)
渗碳淬火其实是一个复合工艺,即渗碳+淬火。我们常习惯把两者连起来讲,因为两个工艺在同一台设备上完成是生产中最常遇到的,(但也有渗碳空冷、渗碳缓冷,然后重新加热淬火的工艺、二次淬火工艺)。那么生产中遇到...
G20CrNi2Mo渗碳钢的特点是表面经过渗碳热处理后具有很高的硬度和一定的耐磨性以及较高的抗疲劳强度而其心部仍然保留着良好的韧性,适用于制造中大型轧机、铁路轴承等零件。如何提高渗碳钢轴承的产品质量、避免轴承的质量...
渗碳淬火热处理工艺(模具高手分享热处理4把火:淬火、回火、正火、退火)
...Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。2.淬火的目的:1)提高金属成材或零件的机械性...
渗碳淬火热处理工艺(模具高手分享热处理4把火:淬火、回火、正火、退火)
...Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。2.淬火的目的:1)提高金属成材或零件的机械性...
炭黑尾气冷却(跟渗碳打交道了40年,总结归纳热处理经验知识,热处理你懂吗?)
跟渗碳打交道了40年,这个账本里的经验够你用一辈子渗碳件常见缺陷与对策渗碳层出现大块状或网状碳化物缺陷产生原因:表面碳浓度过高1.滴注式渗碳,滴量过大2.控制气氛渗碳,富化气太多3.液体渗碳,盐浴氰根含量过...
炭黑尾气冷却(跟渗碳打交道了40年,总结归纳热处理经验知识,热处理你懂吗?)
跟渗碳打交道了40年,这个账本里的经验够你用一辈子渗碳件常见缺陷与对策渗碳层出现大块状或网状碳化物缺陷产生原因:表面碳浓度过高1.滴注式渗碳,滴量过大2.控制气氛渗碳,富化气太多3.液体渗碳,盐浴氰根含量过...
淬火介质冷却性能检测测试(跟渗碳打交道了40年,总结归纳热处理经验知识,热处理你懂吗?)
跟渗碳打交道了40年,这个账本里的经验够你用一辈子渗碳件常见缺陷与对策渗碳层出现大块状或网状碳化物缺陷产生原因:表面碳浓度过高1.滴注式渗碳,滴量过大2.控制气氛渗碳,富化气太多3.液体渗碳,盐浴氰根含量过...
淬火介质冷却性能检测测试(跟渗碳打交道了40年,总结归纳热处理经验知识,热处理你懂吗?)
跟渗碳打交道了40年,这个账本里的经验够你用一辈子渗碳件常见缺陷与对策渗碳层出现大块状或网状碳化物缺陷产生原因:表面碳浓度过高1.滴注式渗碳,滴量过大2.控制气氛渗碳,富化气太多3.液体渗碳,盐浴氰根含量过...
...实施阐述。一、外观缺陷(1)表面氧化产生原因可能是热处理炉密封差而导致漏气,另外还有可能是渗碳介质纯度不够(含有水分)。防范措施即为检查炉子密封性和提高渗碳介质纯度。(2)表面锈蚀、污物、金属瘤产生原因...