清扫孔焊接(激光焊接缺陷—气孔形成与抑制机理分析)
Posted
篇首语:马看牙板,人看言行。本文由小常识网(cha138.com)小编为大家整理,主要介绍了清扫孔焊接(激光焊接缺陷—气孔形成与抑制机理分析)相关的知识,希望对你有一定的参考价值。
清扫孔焊接(激光焊接缺陷—气孔形成与抑制机理分析)
激光加工过程主要有两种气孔:冶金型气孔:主要以氢气孔为主;工艺型气孔:主要是匙孔不稳定导致的气孔,孔内主要是金属蒸汽,保护气等;
气泡致因分析:
冶金气孔总结:
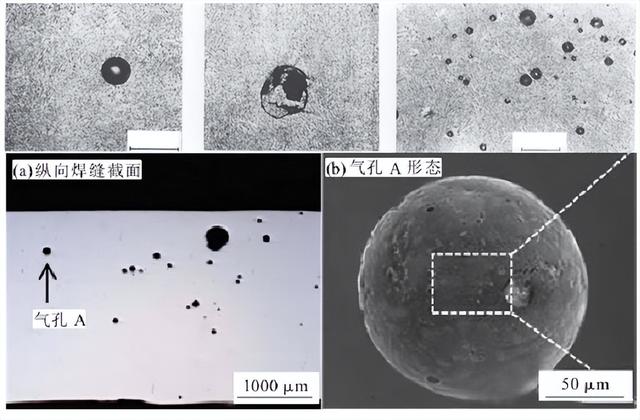
1、氢气孔:氢元素主要来源于表面氧化膜、油污、杂质等携带的水分,以及材料本身在冶金过程携带的氢聚集成孔;水汽则是在高温下发生分解,在焊缝中形成了大量规则的圆形气孔;
2、合金元素:某些沸点低于母材的合金元素出现偏析聚集,在激光焊接高温环境下迅速汽化形成气孔聚集
3、气孔特征:密集、小、规则圆形
能谱仪进行验证:做元素测试;预防措施主要是来料确认、和表面清洁。
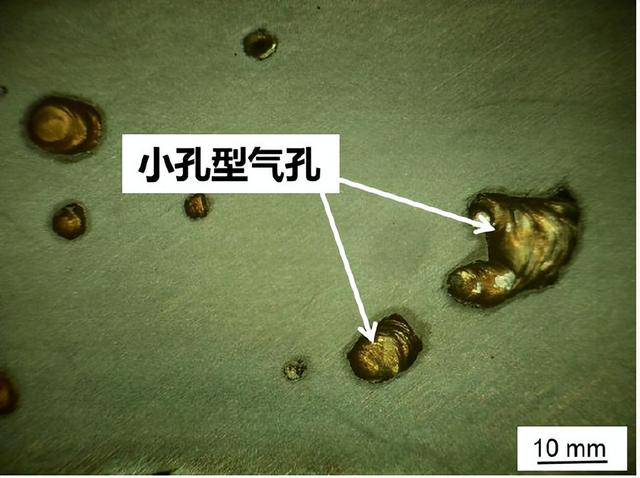
工艺型气孔总结:
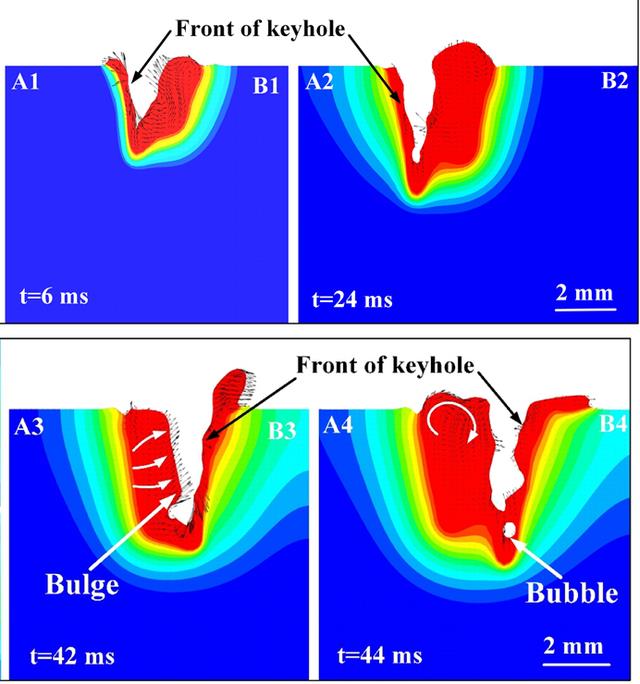
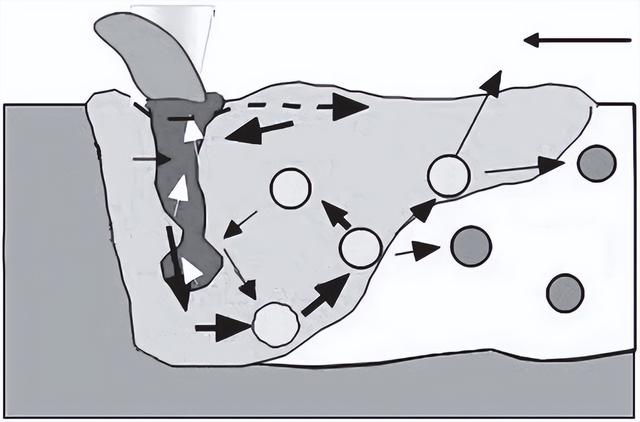
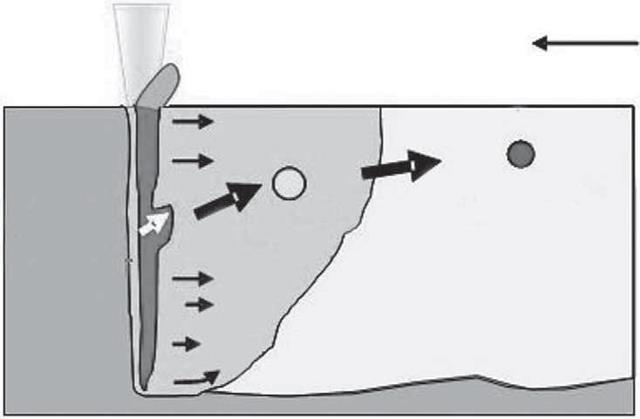
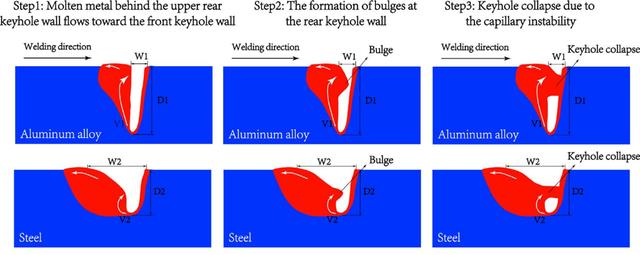
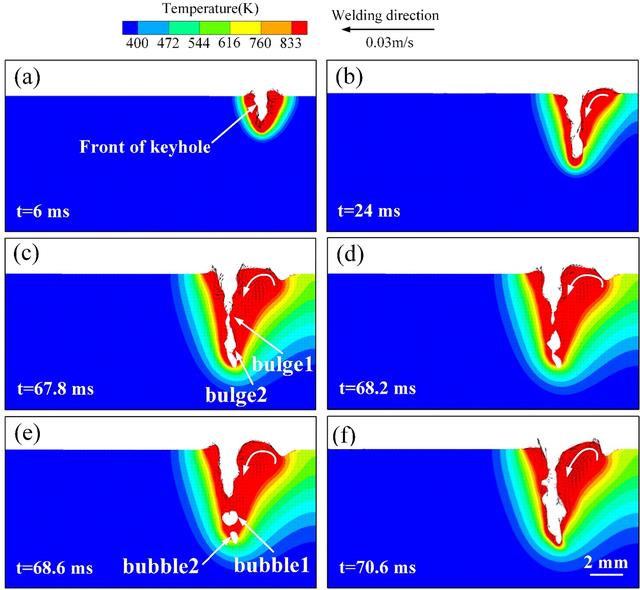
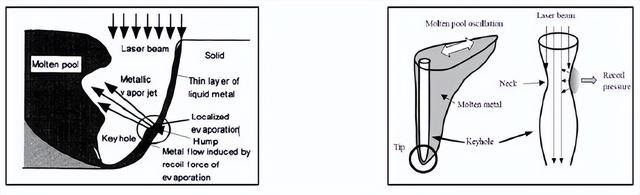
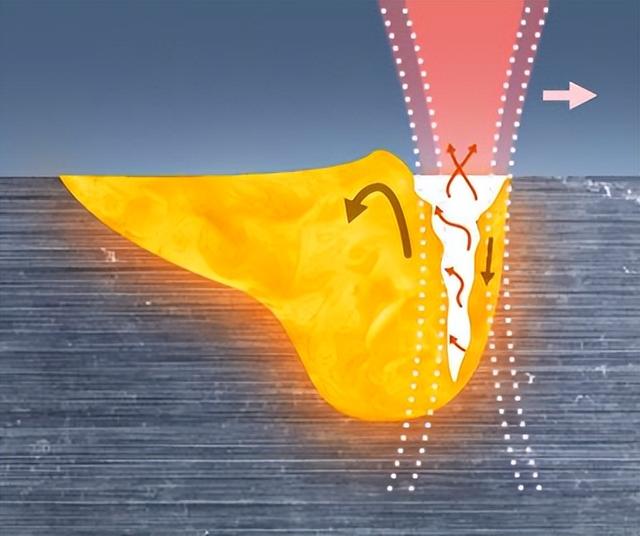
1、 主要由于激光深熔焊过程匙孔的不稳定性所致:从光纤激光深熔焊的液柱模拟小孔的角度分析,根据液柱稳定性原理,当液柱长度大于其截面周长时,液柱开始出现不稳定的现象,上端开始出现颈缩、膨胀周期性行为,随着热源的移动,液柱颈缩膨胀处受表面张力影响坍塌并脱离匙孔形成气泡,滞留在焊缝中。
气泡逸出过程分析:
无论是冶金型气孔还是工艺型气孔,都是先形成气泡后受到熔池内的张力与浮力等作用。当所受到的作用力超过阈值后,气泡就会进行上浮以及逃逸的行为,只要在熔池凝固前未能逃出,就会形成了气孔。因此气孔形成条件就是气泡上浮速度小于熔池凝固速度,才能形成气孔。
Vf:上浮速度;Vs:凝固速度;当Vf < Vs 时,气孔在焊缝内部形成;当Vf = Vs 时,气孔在焊缝表面形成;当Vf >Vs 时,气泡成功逃逸出熔池外,则气孔不会存在。
ρ为液态金属密度,η 为液态金属的粘度, ρe为气泡密度,g为重力加速度,l为气泡半径,L为逸出路程,t为逸出时间。由此可得出,如需在气泡逸出过程发力,需要在液态金属粘度(η)上发力,粘度与熔池温度有关,熔池温度降低,粘度增大,所以如何保持更长时间熔池的温度梯度变化也是一个可以优化的指标。
针对气泡产生过程进行抑制:
氢气孔:
1、焊件表面存在水分或者焊料焊丝上中的 O2、H2、H2O 含量提高,都会使焊缝中 氢气孔增加;
2、在焊接过程中,没有保护气或者保护气流量较小时,部分空气会被卷入熔池或小孔内部,也会导致熔池中的 O2、H2、H2O含量提高,使得氢气孔倾向增加。
3、氢气难溶于液态金属,其溶解度随着温度升高而增大。在熔池进入凝固阶段时,温度迅速降低,氢气容易析出形成气泡并残留在焊缝中形成气孔。
解决办法:
1、来料控制:确保成分均匀,氢气含量等指标;
2、环境控制:湿度控制;焊缝表面油污、氧化物等表面清洗处理;
工艺型气孔:核心在保持匙孔稳定性,即焊接过程稳定性,保持一个小范围波动的动态平衡;
2、 首先是由于匙孔不稳定导致的气孔,鉴于激光深熔焊本身特性,匙孔稳定性几乎无解,只能尽量保持动态平衡稳定,可以从扩大匙孔开口方向去稳定匙孔,降低匙孔波动程度;可以考虑从激光复合焊(光纤半导体(多波长)复合、激光电弧复合、双激光等);光束整形、环形光斑、激光前倾5-15°;保护气侧吹等方向进行优化,到时再开专题分享技术进展;
3、 保持环境、机构、保护气等外部因素的稳定性,尤其是控制机构振动和保护气湍流;
气泡逸出过程抑制解决方案:
• 有几个关键参数: Vf:上浮速度;Vs:凝固速度; η 为液态金属粘度; L为逸出路程, t为逸出时间
• 延长凝固时间,降低凝固速度,给气泡逸出足够的时间;
• 提高上浮速度,降低金属粘度,可以通过保持合理的温度梯度、扩大熔池来降低冷却速度来实现;
• 气泡上浮路程尽可能减小,可以考虑稳定匙孔波动,使得匙孔深度不出现大的波动,保持路程稳定,不会突然变大,增加逸出时间;
• 延长凝固时间,降低金属粘度,可以通过光纤半导体复合焊,激光电弧复合,摆动焊接(8、∞)等方式保持熔池保持较长时间的高温状态,利于气泡逸出;
• 重熔也是一种解决方案;
• 至于具体措施有很多技术路径,列举一部分,后续具体分析;
• [1]陈高,高子英.焊接工艺参数对低碳钢CO_2激光深熔焊接气孔形成的影响[J].金属学报,2013,49(02):181-186.
• [2]钟世杰. 中厚板低碳钢激光深熔焊接工艺及气孔形成机理研究[D].广东工业大学,2021.DOI:10.27029/d.cnki.ggdgu.2021.001457.
• [3]刘会杰. 焊接冶金与焊接性[M]. 北京:机械工业出版社. 2007.
• [4]李亚江. 焊接组织性能与质量控制[M]. 化学工业出版社, 2005.
• [5]Matsunawa A. Problems and solutions in deep penetration laser welding[J]. Science and Technology of Welding and Joining, 2001, 6(6):351-354.
• [6]Tsukamoto S, Kawguchi I, et al. Keyhole behavior in high power laser welding[J]. Proc SPIE, V.4831(6):51-54.
相关参考
挤出式塑料焊枪管堵了怎么办(二氧化碳气保焊机焊接时焊缝中产生大量气孔的原因分析)
气保焊焊接,有时焊缝处会产生大量气孔,影响焊接质量和美观,气孔有氮气孔,氢气孔,一氧化碳孔。产生气孔的原因有好几种,像焊接时保护气体压力过小甚至没有,使空气中的氮气进入熔池中,在熔化的金属快凝结时,氮...
...激光功率;光斑直径小,工件对中、间隙适应性较差,对焊接工装和光束的精确调整要求较高;焊接过程加热和冷却速度快,加之匙孔效应导致合金元素蒸发,焊接气孔缺陷多;激光能量密度集中,匙孔效应导致合金元素的挥发、烧...
...激光功率;光斑直径小,工件对中、间隙适应性较差,对焊接工装和光束的精确调整要求较高;焊接过程加热和冷却速度快,加之匙孔效应导致合金元素蒸发,焊接气孔缺陷多;激光能量密度集中,匙孔效应导致合金元素的挥发、烧...
焊接是通过加热或加压,或者二者并用,用或不用填充材料,使工件达到原子间结合的加工方法。根据金属在焊接过程中所处的状态以及工艺特点,可以将焊接分为熔化焊、压焊、钎焊三大类。焊接方法分类焊接过程中的常见缺...
焊接是通过加热或加压,或者二者并用,用或不用填充材料,使工件达到原子间结合的加工方法。根据金属在焊接过程中所处的状态以及工艺特点,可以将焊接分为熔化焊、压焊、钎焊三大类。焊接方法分类焊接过程中的常见缺...
焊接是通过加热或加压,或者二者并用,用或不用填充材料,使工件达到原子间结合的加工方法。根据金属在焊接过程中所处的状态以及工艺特点,可以将焊接分为熔化焊、压焊、钎焊三大类。焊接方法分类焊接过程中的常见缺...
焊接是通过加热或加压,或者二者并用,用或不用填充材料,使工件达到原子间结合的加工方法。根据金属在焊接过程中所处的状态以及工艺特点,可以将焊接分为熔化焊、压焊、钎焊三大类。焊接方法分类焊接过程中的常见缺...
...光焊缝气孔消除的新方法并揭示气孔消除机理。传统激光焊接主要通过单一模式进行:热传导焊接模式和匙孔深熔焊模式。新的激光焊接方法通过混合模式来实现激光焊接:匙孔深熔焊模式+热传导焊接模式。相关成果发表于《...
...光焊缝气孔消除的新方法并揭示气孔消除机理。传统激光焊接主要通过单一模式进行:热传导焊接模式和匙孔深熔焊模式。新的激光焊接方法通过混合模式来实现激光焊接:匙孔深熔焊模式+热传导焊接模式。相关成果发表于《...
CO2气体保护焊,是利用CO2气体作为保护的一种电弧焊接方法。在焊接过程中,很多焊工朋友都会有频繁出现气孔的问题,小编今天带大家捋一捋对策~出现气孔的原因防止措施(1)母材不洁.(1)焊接前注意清洁被焊部位.(2)焊丝有锈或...