深孔镗加工(走近军工,看看炮管的深孔加工)
Posted
篇首语:桃李不言,下自成蹊。本文由小常识网(cha138.com)小编为大家整理,主要介绍了深孔镗加工(走近军工,看看炮管的深孔加工)相关的知识,希望对你有一定的参考价值。
深孔镗加工(走近军工,看看炮管的深孔加工)
在特种钢里镗出镜面一样的深孔不是件容易事,为一根8米长的钢管打一个孔径只有28毫米的孔更是难上加难。今天和大家聊聊军工企业的深孔加工案例。授人以鱼同时授人以渔,在本文的第二部分中,我们介绍了6种常见深孔加工方式。由案例到理论,本文的讲解十分全面,值得一读。
1
书写“深孔镗”制造传奇
炮管,作为火炮的重要组成部分,它的好坏直接决定了火炮的射击精度和性能威力。当炮弹发射时,炮膛内的温度会瞬间上升到3000多摄氏度,压强上升到600多兆帕,相当于在指甲盖大小的面积上施加6吨的压力,所以,用来制造火炮炮管的特殊钢材,因其超高的强度,一直被称为“钢中之王”。
火炮炮管的制造属于深孔加工工业,就是在强度超高的合金钢上打孔,这道特殊的工艺也被称作深管镗孔,在所有的加工技术当中属于较难掌握的工艺之一,所以,要想给“钢中之王”打孔,可不是谁都能做到的,这样的加工要求丝毫不差。

中国兵器工业集团首席技师 戎鹏强:因为我们做军工的,产品不能出一点问题,产品牵扯到战士的生命,牵扯到关键的时候有可能是一场战役的转折点。如果要是打不响、打不准的话,是要命的,可以说是天大的责任。
检查、测量刀具、磨刀,复杂的准备工序之后,戎鹏强开始了一天的工作。作为中国兵器首席技师,戎鹏强从入行起,就被分配到了火炮炮管生产线,从此,在特种钢内镗出像镜面一样光滑的深孔,就成了他不变的追求。
中国兵器工业集团首席技师 戎鹏强:这就是我这么多年用的刀,把镗刀片装到我们专用的这个工装里头,加工高强度优质合金钢,把这个内孔镗得跟镜面一样光溜,无论是尺寸精度、直线度,都要达到要求。30多年就主要跟它们打交道。

炮管内壁的光滑程度直接影响着火炮的射击精度,这道工序难就难在整个加工环节都无法看到,但戎师傅有他自己的独门秘籍。
通过在生产一线几十年的摸索实践,戎鹏强练就了以手当“眼”的绝活,由他创新的超长小口径管体深孔钻镗操作法,公差小于0.01毫米,相当于一根头发丝的十分之一,大大提高了火炮直线发射精度。

2012年,戎鹏强接到一项艰巨任务,为一根8米长的钢管打一个孔径只有28毫米的孔,这个通孔只有成人大指粗细,而加工深度却有三层楼高。由于加工难度极大,精度要求极高,国内还没有厂家能够生产。
一台机床一个人,戎鹏强一研究就是一天,几十种钻头、五六种型号的刀杆,一次次试验,一毫米一毫米地向前推进,一年半后,戎鹏强终于攻克了8米难关这一国家级难题,成为了中国小口径管体加工技术第一人。

2
六种常用的深孔加工系统
什么是深孔加工?
所谓深孔,就是孔的长度与孔的直径比大于10的孔。而一般的深孔多数情况下深径比L/d≥100。如油缸孔、轴的轴向油孔,空心主轴孔和液压阀孔等等。这些孔中,有的要求加工精度和表面质量较高,而且有的被加工材料的切削加工性较差,经常成为生产中一大困难。对于深孔加工,你能想到哪些方法呢?

1、传统钻削
深孔加工起源于美国人发明的麻花钻。这种钻头的结构相对简单,切削液导入方便,便于制造出不同直径和长度的钻头以适用于加工不同尺寸的孔。
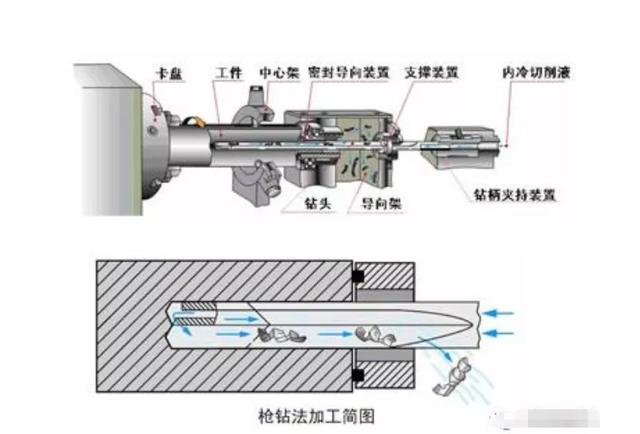
2、枪钻
深孔枪管钻最初是应用于枪管(俗称深孔管,枪管并非用无缝精密管制作,精密管制作工艺根本上无法满足精度要求)制造业因此得名枪钻。随着科技的不断发展和深孔加工系统制造商的不懈努力,深孔加工已经成为一种方便高效的加工方式。并被广泛应用于如:汽车工业、航天工业、结构建筑工业、医疗器材工业、模具/刀具/治具工业及油压、空压工业等领域。
枪钻是理想的深孔加工解决方案,采用枪钻可以获得精密的加工效果,加工出来的孔位置精确,直线度、同轴度高,并且有很高的表面光洁度和重复性。能够方便的加工各种形式的深孔,对于特殊深孔,比如交叉孔,盲孔及平底盲孔等也能很好的解决。
↑↑枪钻系统组成↑↑

↑↑枪钻钻头↑↑
3、BTA系统
国际孔加工协会发明的一种内排屑深孔钻,BTA 系统中钻头与钻杆为中空圆柱体,提高了刀具刚性和快速拆装问题。其工作原理如图所示,切削液经加压从入口进入授油器后通过钻杆与孔壁形成的密封环状空间,流向切削部分进行冷却润滑,并将切屑压入钻头上的出屑口,经钻杆内腔从出口排出。BTA 系统主要适用于直径φ>12mm 的深孔加工。
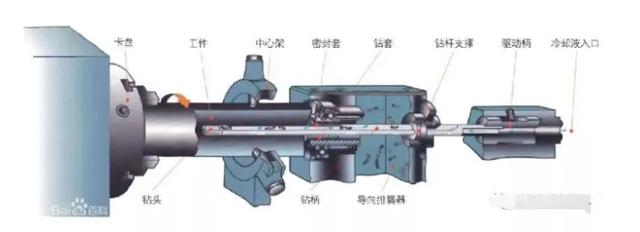
↑↑BAT系统组成↑↑

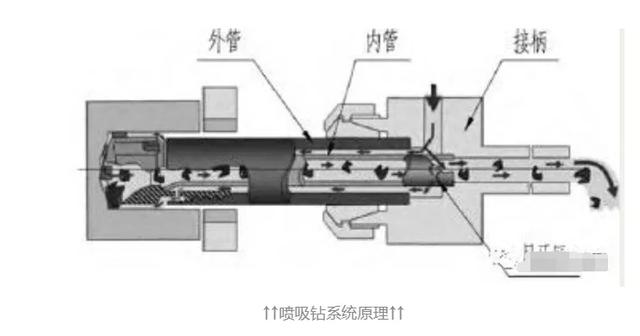
4、喷吸钻系统
喷吸钻系统是瑞典Sandvik 公司利用流体力学的喷吸效应原理发明的双管内排屑深孔钻削方法。其喷吸钻系统采用双层管刀杆,切削液经加压后从入口进入,其中2/3的切削液进入内、外钻杆间的环形空间,流向切削部分进行冷却和润滑,并将切屑推入钻杆内腔;其余 1/3 的切削液,从内钻杆上月牙状喷嘴高速喷入内钻杆,在内钻杆内腔形成一个低压区,对携带切屑的切削液产生抽吸作用,在喷、吸双重作用下,促使切屑快速从出口排出。喷吸钻系统主要适用于直径 φ>18mm 的深孔加工。

5、DF系统
DF 系统是日本冶金股份有限公司研制出的双进油单管内排屑系统,其切削液分为前后两支,分别从两个入口进入。前一支 2/3的切削液经过钻杆与己加工孔壁形成的环状区域流向切削部分,并将切屑推入钻头上的出屑口进入钻杆,流向抽屑器;后一支 1/3 的切削液直接进入抽屑器,经前、后喷嘴之间喇叭口状的窄狭锥形间隙后获得加速,产生负压抽吸作用,达到加速排屑的目的。DF 系统前半部分起“推”作用的结构类似于 BTA 系统,后半部分起“吸”作用的结构类似于喷吸钻系统,由于 DF 系统采用了双进油装置,仅用一根钻杆即完成推压和抽吸的切屑方法,所以钻杆直径可以做得很小小,能够加工更小的孔,目前,DF 系统的最小加工直径 φ 可达 6mm。
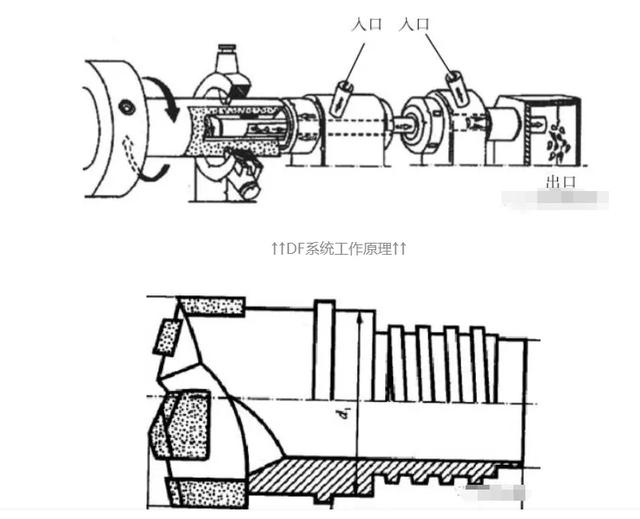
↑↑DF深孔钻头↑↑
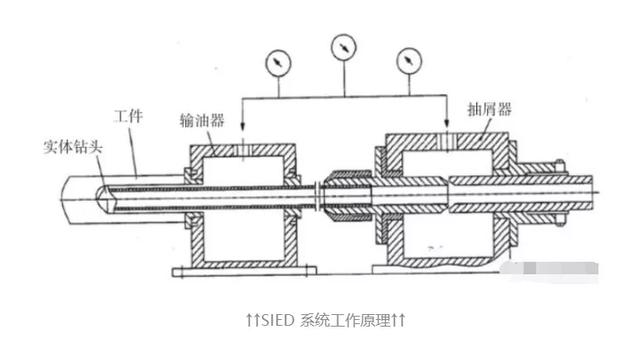
6、SIED系统
SIED 系统是一种由中北大学发明的单管内排屑喷吸钻系统。该技术以 BTA、喷吸钻、DF 系统 3 种内排屑钻削技术为基础,增加了分调式功率增补型抽屑装置,可实现冷却和排屑液流的独立控制。其基本原理如图所示,切削液由液压泵输出后,分为两个分支:前一支切削液流入输油器,经钻杆与孔壁之间的环状空间流向切削部分,将切屑推入钻头上的出屑口;后一支切削液流入抽屑器,经锥形喷嘴副之间的间隙进入后喷嘴内腔,产生高速射流和负压。SIED 系统对两支液流各设独立的调压阀,可以分别调整至最佳冷却、抽屑状态。SlED 系统是一种正在逐渐推广的系统,也是目前较先进的系统。目前,SlED 系统可将最小钻孔直径缩小 φ5mm 以下。
相关参考
整体合金枪钻(为什么军工企业的深孔加工喜欢用枪钻?你该知道点内幕了)
对于深孔加工,你能想到有哪些方法?相信很多人第一时间会想到枪钻,作为深孔加工的扛把子。加工范围极广:从玻璃纤维、特氟龙等塑料到碳钢、合金钢、有色金属再到高强度合金钢(如高温耐热合金、钛合金)都可用其进行...
深孔钻机床加工视频(看看圆钢上面又细又长的深孔是怎么钻出来的)
"rich_content":"text":"看看圆钢上面又细又长的深孔是怎么钻出来的","spans":null,"video":"vid":"v038b00d0000bvafonm7kdbgbmusgfr0","duration":92.158,"width":1280,"height":726,"file_size":438,"thumb":"web_uri":"tos-cn-p-0000/90f7cbb44a934b0ea98e
深孔钻机床加工视频(看看圆钢上面又细又长的深孔是怎么钻出来的)
"rich_content":"text":"看看圆钢上面又细又长的深孔是怎么钻出来的","spans":null,"video":"vid":"v038b00d0000bvafonm7kdbgbmusgfr0","duration":92.158,"width":1280,"height":726,"file_size":438,"thumb":"web_uri":"tos-cn-p-0000/90f7cbb44a934b0ea98e
所谓深孔加工,就是孔的长度与孔的直径比大于5的孔。深孔加工一般深孔大都情况下深径比L/d≥100。如油缸孔、轴的轴向油孔,空心主轴孔和液压阀孔等等。这些孔中,有的要求加工精度和表面质量较高,并且有的被加工资料...
所谓深孔加工,就是孔的长度与孔的直径比大于5的孔。深孔加工一般深孔大都情况下深径比L/d≥100。如油缸孔、轴的轴向油孔,空心主轴孔和液压阀孔等等。这些孔中,有的要求加工精度和表面质量较高,并且有的被加工资料...
在硬质合金生产中,经常会遇到需要进行深孔加工的要求。今天,西迪小编就给大家介绍下常见的三种深孔精密零件加工办法,让你学会如何进行深孔加工。在深孔工件进行精密零件加工时,由于刀柄受到孔径和孔深的限制,这...
在硬质合金生产中,经常会遇到需要进行深孔加工的要求。今天,西迪小编就给大家介绍下常见的三种深孔精密零件加工办法,让你学会如何进行深孔加工。在深孔工件进行精密零件加工时,由于刀柄受到孔径和孔深的限制,这...
深孔加工技术至今尚处于发展阶段,远不及一般金属切削加工技术成熟。深孔加工难度高,加工工作量大,是机械加工中的关键性工序。随着科学技术的进步,制造产品迅速进行更新换代,新型高强度、高硬度、难加工零件的不...
深孔加工技术至今尚处于发展阶段,远不及一般金属切削加工技术成熟。深孔加工难度高,加工工作量大,是机械加工中的关键性工序。随着科学技术的进步,制造产品迅速进行更新换代,新型高强度、高硬度、难加工零件的不...
在硬质合金生产中,经常会遇到需要进行深孔加工的要求。今天,西迪小编就给大家介绍下常见的三种深孔精密零件加工办法,让你学会如何进行深孔加工。在深孔工件进行精密零件加工时,由于刀柄受到孔径和孔深的限制,这...