深孔钻刀头(16点巧经验开启镗床加工工件的窍门,大智慧)
Posted
篇首语:最关情,折尽梅花,难寄相思。本文由小常识网(cha138.com)小编为大家整理,主要介绍了深孔钻刀头(16点巧经验开启镗床加工工件的窍门,大智慧)相关的知识,希望对你有一定的参考价值。
深孔钻刀头(16点巧经验开启镗床加工工件的窍门,大智慧)
为进一步促进和提高镗床操作工的技术水平,特别是青工的技术水平,提高工作效率,笔者在《金属加工(冷加工)》2015年第19期发表的“应用镗床加工工件的经验与窍门”一文的基础上,再论述一些镗床应用方面的经验与窍门。
1 . 在镗床工作台台面上
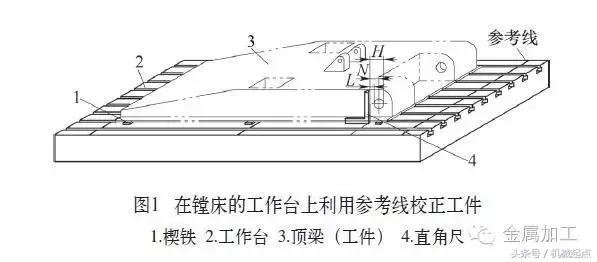
“拉划”参考线在应用镗床的时候,不论是应用对口镗床、落地镗床、普通卧式镗床还是数控镗床,镗床操作工最好在镗床工作台台面上,用尖刀通过主轴和加长刀杆,按照垂直于工作台的T形槽的方向“拉划”几条深度为0.5mm的、用来安装和校正工件的参考线,这样能有效提高员工在镗床上安装和校正工件的速度,进一步保证产品质量。例如在对口镗床上镗削液压支架大型结构件顶梁的铰接孔时,如图1所示,在镗床的工作台上利用参考线校正工件,先将顶梁吊放在工作台上,尽量使其被加工的铰接孔靠近工作台上的参考线,参照工作台的T形槽,利用撬棍顶挤顶梁,使其大体与工作台的T形槽平行后,在顶梁铰接孔的两端分别放置一个直角尺,使直角尺垂直边的底部对正工作台上的参考线,分别测量图1所示的顶梁两侧的L 、N 和H 尺寸,误差大时再用撬棍适当调整顶梁,使顶梁两侧的L 、N和H 尺寸一致为止。如果偏差较大,就只能补焊了,防止顶梁中心线与铰接孔的垂直度误差太大而引起顶梁在使用过程中出现偏摆现象。同时,调整顶梁底部的楔铁,使顶梁两侧的铰接孔高度基本一致,防止出现顶梁毛坯孔的同轴度偏差过大而使铰接孔的余量偏差过大,导致铰接孔加工不成的现象。
在普通镗床工作台上拉划参考线也很有必要。在装夹校正工件时,只要将工件的中心线对正参考线即可紧固工件,能大大提高工作效率。如果工件的中心线或端面线未滑到工件底部,可以利用在工件线位上悬挂线坠的方式,进行与工作台参考线对正。当工件超出工作台时,再利用标尺靠参考线和线坠的方式校正工件。
2. 利用精铣的镗床工作台侧面校正和测量工件
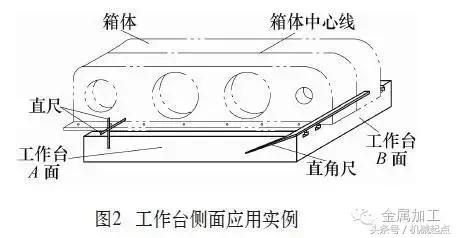
镗床安装调试完成后,利用镗床自身的平旋盘将工作台侧面铣削0.3mm去平即可,以确保其工作台侧面与镗床主轴回转轴心线或平旋盘旋转轴心线垂直,这样可以利用该侧面对工件进行校正或测量。如果削平工作台的一面后,将主轴箱升起,工作台纵向不动而只是回转180°,再将主轴箱下降至原位置,工作台横向移动,铣削工作台的该侧面后,可以使工作台铣削的两侧面能够达到以工作台回转中心所在的横向轴心对称的目的。利用这组对称面为基准装夹和镗削工件可以较好地提高工效。最好将工作台的四个侧面都精铣一下,做备用基准,并测量记录好工作台的长度和宽度尺寸,以备将来铣削工件平面时快速计算被加工工件沿床身纵向导轨方向的尺寸。例如在图2所示工作台侧面应用实例中,将划完加工线的箱体吊放在工作台上,先用直角尺以工作台A 面为基准测量箱体的中心线,使在A 面的两端分别与箱体中心线的距离尺寸一致;然后再以工作台B 面为基准,按照上述方式分别测量箱体两端每个孔的毛坯面与工作台B 面的距离,其偏差如果导致箱体的被加工孔无法完整加工时,可以适当地将箱体在机床纵向上调整一下,即调整箱体一端的中心线与工作台A 面的距离,但不可使箱体内壁与安装齿轮干涉,调整完成后紧固工件即可。如果箱体孔系的端面需要加工, 在没有大型卡尺的情况下,可以借助工作台的宽度尺寸L 、箱体宽度尺寸N、其侧面到工作台两侧面的距离M及W来确定箱体的加工余量G ,即G =L -N-M-W。
3. 利用平旋盘装刀镗铣大型平面的接刀窍门
利用平旋盘装刀、工作台横向进给、镗铣完工件的一半平面后再移动主轴箱镗铣工件的另一半平面时,必须先弄清该镗床的立柱导轨精度和工作台横向进给时在纵向上的偏移误差,即主轴箱在升降过程中,其在纵向上的偏移情况和工作台横向进给时,其在纵向上的偏移情况。
假如主轴箱下降后, 其装夹刀头向工件方向偏移,就先镗铣工件平面的上半部(一般要超过工件平面高度的一半,利于镗铣下半部时的对刀),然后在镗铣工件平面的下半部时,将刀头转到平旋盘的上方,在镗削完成的平面下方对刀。这是很精细的步骤,熟练操作可以减小机床精度误差造成的平面接刀痕迹。如果对刀深了,工件平面的下半部将会低于上半部平面的高度而出现台阶;如果对刀浅了,工件平面的下半部将会高于上半部平面而出现台阶,所以对刀是关键环节。笔者在对刀时,先在对刀处的已镗铣平面上用粉笔划一下,用手摆动平旋盘,观察刀尖对粉笔的划痕,以刚接触为最好。如果没有粉笔,涂抹一层浅浅的润滑脂也可以。对刀时,必须在工作台待铣削平面的进给方向上,使工作台的扭转误差与进给铣削时的扭转误差一致。对完刀后,镗铣即可。假如主轴箱下降后,其装夹刀头远离工件,就先镗铣工件平面的下半部,对刀原理同上。
另外,还必须选择工作台横向进给过程中不发生“跟切”现象的运行方式,否则镗铣的平面会产生台阶,即选择工作台的左进给或右进给方式。当然,可以通过调整床身导轨与工作台导轨的楔铁来决定工作台采取哪种进给方式不发生跟切的问题。由于让刀和导轨磨损等问题的存在,不发生跟切的现象是理想的,工作台进给方向与平旋盘回转轴心线绝对垂直也是不可能实现的。因此,将工作台运行方向适当偏离其与平旋盘或主轴回转中心线的垂直线是必须的。
4. 镗削具有“大小头”隐患的大直径深孔的各种接刀方法
镗削大型工件的深孔时,由于刀头切削时间较长,导致刀尖磨损后造成所镗孔直径出现大小头的现象,当孔径公差较小时,后部孔径有时会达不到图样要求,需要对此处重新镗削,造成不必要的返工。
如果是采用平旋盘装刀杆镗削大直径深孔出现后部尺寸变小的情况,测量并标记(涂油或粉笔划标记即可)孔径小于图样要求的深度位置,再开动工作台纵向进给,使刀头送进到标记处,将平旋盘转速适当提高一下,重新镗削即可。注意观察切削量大小,防止加工尺寸超差。这是借助于转速提高后,平旋盘的刀座和刀杆离心力加大,使刀尖旋转直径变大的原理进行镗削的。如果未镗削到工件孔径小于图样尺寸的孔壁,就将平旋盘刀座的紧固螺栓适当松一下,再进行镗削。如果还是不行,就用锤子朝平旋盘外侧轻轻敲一下刀座,再进行镗削。根据经验,通常只提高一下平旋盘转速就可以使孔径加工至所要求的尺寸。
如果是采用主轴镗削大直径深孔发生上述问题的,在孔径小于图样尺寸处涂油做好标记,并在孔口处涂油,然后用棉纱把油擦去,只留下油的痕迹,敲打刀头后端,再将刀头送进孔口油痕处,如果孔壁没有刀尖划痕,就继续送进刀头观察,发现孔壁有划痕后就退出刀头,测量开始出现划痕处的孔径。如果此处孔径尺寸为图样尺寸孔径公差的一半,将刀头开到此处进行镗削后部孔径即可。涂油法对刀便于观察清晰刀尖的划痕,以判断“敲刀”的效果。
5. 精镗小直径浅孔的妙招
在精镗齿轮架之类的销孔时,由于其公差只有0.019mm,且孔长度通常只有20~40mm,一旦对刀失误导致试镗时孔径增大, 孔壁就会出现台阶, 减少安装销轴与孔壁的接触面积,影响装配质量。由于该类孔径公差太小,再加上刀杆较细且有油污,以及主轴锥孔亦存在油污的因素,精镗刀根本无法定。因此,精镗该类工件的销轴孔要格外谨慎,这也是机械加工中难度较大的问题,一般操作工很难做好。笔者的经验是:首先,将孔钻削后进行粗加工和半精加工,直径留0.15~0.25mm余量;其次,用精镗刀试镗并测量,如果尺寸小几十微米,就适当敲一下刀头,并手摇主轴,使刀尖在孔壁上“拉划”一下,观察划痕,判断刀尖的伸长量。如果感觉刀尖的伸长量较大,则需反向敲一下刀头,再在孔壁拉划,直到感觉划痕与孔径余量相当时,继续试镗、测量,直到合格为止。注意不要将刀头装夹得太紧,最好用纸将刀头包一下,再安装到刀杆方孔中, 以便于调整刀头尺寸。如果孔径只小0.01mm左右时,只需敲一下刀杆即可。尽量不要在试镗时将孔径搞大,以防止孔壁出现台阶。在主轴锥孔安装已经定了刀尖镗孔尺寸的精镗刀杆后, 要在刀尖侧敲一下刀杆,防止将孔镗大而使孔壁出现台阶,这是关键。
6. 预防镗削轴承座孔椭圆的窍门
在镗削完轴承座而卸下工件后,测量其轴承孔时,有时会发现孔径产生椭圆的现象。究其原因,主要是由于镗床工作台台面出现了磨损,致使轴承座底面与工作台台面不完全接触,当用压板压紧轴承座后,轴承座两端的压紧处会产生向工作台台面的变形,导致其轴承孔在镗削过程中存在一定的变形隐患。当精镗完轴承座的轴承孔卸下工件后,其底面会返回原始状态, 随即其孔亦会出现椭圆变形,导致轴承座的轴承孔在水平方向尺寸变小、垂直方向尺寸变大的问题。因此,当精镗轴承座内孔时,必须在轴承座底部与压板对应的部位垫20mm宽、长度稍大于轴承座底部宽度的薄铁皮,且不要将压板紧得太狠,紧固轴承座前在其外圆处将轴承座锤击几下,释放一下其在粗加工时留下的内应力,消除变形隐患。
7. 预钻中心孔的高效措施
在应用数控镗或加工中心预钻各个螺纹孔的定位孔时,为提高钻削进给速度,防止折断中心钻钻尖的问题,最好将废旧中心钻的钻尖磨去,磨成与普通小直径钻头钻刃相似的方式,既能提高中心钻钻削定位孔的速度,且不存在折断钻尖的问题。
8. 翻动大型工件防止崩断吊绳的起吊方案
在镗削大型工件过程中,有时会遇到需要翻转工件的情况。在翻转大型工件时,工件翻转后有时会将吊绳崩断,存在着一定的安全隐患, 且导致辅材的浪费。笔者经过认真研究,找到了发生这种问题的原因:工件翻转后在继续极速下落过程中,由于吊绳的长度不够,导致被崩断。特大型的工件有可能导致将行车拉坏的隐患。所以, 翻转大型工件时,必须根据工件翻个后吊绳随工件运行的轨迹来计算吊绳“跟跑”的长度。如果将吊绳由工件底部穿过,缠绕到挂绳处,是防止翻转大型工件崩断吊绳最牢靠的方法。
9 . 高效粗镗刀杆的设制应用
在粗镗直径300mm以下的孔时,机床的功率通常都达不到80%,如果在转速一定的情况下再提高镗削进给量,刀具容易被折断。为此,笔者设制了一种新型刀杆, 在提高镗削进给量的情况下,杜绝了刀具被折断的隐患,大大提高了粗镗的效率,并且镗削过程中断屑效果也很好。该刀杆是在通常刀杆的主体上安装刀头的方孔口处,组焊一个加固刀头强度的支撑块,使其支撑刀头伸出刀杆的部分,以提高刀头的强度,加大镗削用量,提高粗镗工效。
注意组焊支撑块时,必须使其能够有效顶住镗削过程中的刀头;粗镗刀头的刀尖角圆弧半径要适当加大,防止加大镗削进给量后使刀尖折损。
10. 刀头切削发热对精镗铝质件大直径深孔尺寸的影响
在精镗铝质工件大直径深孔的过程中,曾经遇到被镗削孔发生后部尺寸微量增大或超差的现象。一般在镗削钢质件或铸铁类工件的过程中,由于刀尖的磨损往往导致被镗削孔后部尺寸发生变小的现象,而镗削铝质工件内孔却发生了变大的问题。为此,笔者经过认真分析,找到了发生这种反常现象的原因及克服办法。在镗削大型铝质工件大直径深孔过程中,由于工件体积较大,不会因较小的精镗切削热而出现升温的现象,但刀头却因切削时间较长而发生微量的热膨胀增长现象,致使被镗削孔后部尺寸发生微量增大的情况。刀头采用45钢焊接硬质合金刀片制作,在镗孔直径为380mm时,取其影响孔径尺寸的长度为190mm,在镗削后期其温度平均约为40℃左右,相对于初始切削时的环境温度(刀头当时的温度)20℃增加了20℃,刀头线膨胀系数为10.6×10-6~12.2×10-6/℃,其影响孔径尺寸部分长度增长量约11×10-6×190×20=0.041 8(mm),即孔半径尺寸增大了0.041 8mm,则直径增大0.083 6mm。当然,刀尖在切削过程中也会发生一定的磨损,通常增大量达不到该数值,但确实也发生了微量增大或超差的现象,给工件的加工质量带来了严重隐患。为此,在镗削铝质工件的大直径深孔时,要坚决防止刀头发热,必须充分使用切削液进行冷却。
11. 镗床平旋盘的刀座及刀杆在镗削旋转中的离心力对镗孔精度的影响
在利用平旋盘刀座进行装刀杆及刀头镗削工件的大直径内孔或外圆时,平旋盘的刀座及刀杆在镗削旋转过程中,必然会因偏心引发一定的离心力,从而导致刀尖的旋转直径出现微量增大的现象,致使被镗孔孔径或外圆发生增大的现象。因此,要适当调整刀座的位置,尽量减小其离心力。当然,也可借助该现象,增加平旋盘转速以增大偏心力,使刀尖旋转半径增大,来完成对已镗削孔径“变小”的快速修复。
12. 镗削支座类工件轴承孔时轴承孔中心高度尺寸出现偏差的原因及预防措施
通常支座类工件的轴承孔中心至其底面的高度精度相对要求较高,在镗削该类工件时,根据图样标注的其中心高尺寸,利用镗床主轴和深度尺调整主轴箱高度,以确定镗孔中心高度。具体方法为:先将主轴伸到工作台台面上方,用深度尺测量主轴至台面的距离。此时主轴中心至台面的距离N =深度尺测量值M -主轴的半径R 。如果支座轴承孔中心高为H,则再将主轴箱升高L =H-N。精度很高时,可以借助千分尺及定位块定位测量主轴箱升降距离。
但是,按照上述方式调整主轴箱高度后,加工支座的轴承孔中心高会有不符合图样要求的情况。究其原因,有以下几点:①工作台台面的平面度误差较大。②主轴有微量弯曲或偏心。③数显类主轴箱在测量主轴中心高时,存在反向间隙和锁紧变化。④ 普通类镗床存在锁紧主轴箱后,主轴箱有微量升高现象。⑤深度尺精度差。⑥工件底面不平或有毛刺。
针对上述问题可分别采取如下预防措施:①将表座吸附在主轴上,分两种情况进行校对,当主轴进给镗削时,利用主轴进给方式,校对一下支座底面两端宽度方向上所接触的工作台台面的平面度误差,在低点处垫相应厚度的纸片或铁皮, 使其与台面达到同一个水平高度;当工作台进给镗削时,利用工作台进给方式,按照上述方法校对台面高度差,垫平即可。②将主轴旋转180°,分别测量后取深度尺的平均测量值。③将主轴箱在升起状态下锁紧后,用深度尺测量主轴至台面的高度,镗削支座轴承孔时,主轴箱也是在该状态下锁紧。④先将主轴箱锁紧,后测量主轴至台面高度,并在升起主轴箱后锁紧主轴箱时,认真观察主轴箱的偏移量,用锁紧力度微量调整至要求。⑤选择精确的深度尺。⑥彻底清理工作台台面和工件底面的杂质。
13. 利用CAD绘图标注孔位尺寸镗削制动轮圆周分布孔的方法
在应用数控镗床、坐标镗床或数显镗床镗削制动轮的圆周分布孔时,以往多是采取划线后加工或模板定位加工的方式,但这些镗削方式既浪费了划线工序或模板,又给镗孔时的找正孔位线工部带来许多麻烦,且还需要校对各孔对制动轮中心孔的中心距及等分孔边距,特别费时、费力,加工质量也不稳定。经研究,采取先用CAD绘图功能对制动轮图样进行绘制,并以制动轮中心为原点标注各圆周分布孔的中心坐标值,再在镗床上装夹制动轮并校正其中心孔,然后直接按照图样标注的圆周分布孔的孔位至制动轮中心孔的坐标值开动工作台和主轴箱,进行镗削即可。
14. 镗削板材组焊件内孔发生崩刀的原因与解决措施
镗削板类组焊件孔时,很容易发生刀尖崩折的现象,俗称“打刀”。这主要是由于板材孔在镗削过程中很容易发生弹性变形,在板材孔即将被镗透时,该板材孔口部位会由于抵抗切削变形的余量厚度的减少而突然发生弹性“复原”带来的高速冲击现象,很容易造成板材孔终端切屑或余量将刀尖“击毁”的情况。经实践验证,采用主偏角为60°~75°的YG8硬质合金刀头,以过渡切削孔口部位缓解板材变形的方式能较好地克服上述缺陷。如果板材强度不高,也可采用高速钢刀头。注意刀头的圆弧半径要适当加大,以增加刀尖的强度。
15.高速钢刀头镗沉孔或止口时的切削刃修磨方法
利用高速钢刀头镗削工件安装螺母的沉孔(即刮削止口)时, 往往会存在较大的切削阻力,导致刀杆很容易在装刀头的孔槽处发生折断的现象。为克服这种现象,采取将刀头的前角加大的方法。前角通常磨成45°左右,并且不磨断屑刃,使刀头达到绝对的切削轻快,有效杜绝上述问题的发生。同时,具有该种切削刃的刀头还可适当增大切削深度,提高镗削效率。但必须在切削过程中浇注切削液。
16. 镗削板类组焊件防止
刀尖崩碎的措施在镗削板类组焊的工件孔时,如果刀头的主偏角太接近于90°,就会在镗削过程中发生崩刃现象。主要原因是板类工件在镗削过程中,由于受到刀具的轴向推力而发生轴向的“让刀弹变”现象,当镗刀接近被镗削板的孔末时,由于主偏角太接近于90°的镗刀的吃刀量突然变小,必然引起被镗工件的钢板陡然反弹,镗刀会迅速扎出被镗板孔,瞬间大大加大了镗削的进给量,后续被镗的孔板亦会突然撞碰在刀头上,从而导致镗刀发生崩刃现象。因此,在镗削该类工件时,最好采用主偏角为70°左右的镗刀,使每个孔板的镗削余量逐渐减少,并使镗刀逐渐过渡地切入到后续板孔中,以防止发生崩刀现象。另外,还要适当加大刀尖圆弧,同时,将刀头磨为10°以上的前角,以减小镗削阻力,减小镗削过程中的工件变形量。
17. 结语
上述经验与窍门在生产实践过程中能有效提高员工的生产效率,并保障工件的加工质量,值得在同行业中推广应用。
本文发表于《金属加工(冷加工)》2016年14期30页
作者:山东能源重型装备制造集团新汶分公司赵忠刚等
相关参考
一、概述深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具一起旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了...
一、概述深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具一起旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了...
在机械加工中通常把孔深与孔径之比大的孔称为深孔。深孔钻削时散热和排屑困难,且因钻杆细长而刚性差,易产生弯曲和振动。一般都要借助压力冷却系统解决冷却和排屑问题。钻床主要用钻头在工件上加工孔的机床,通常钻...
在机械加工中通常把孔深与孔径之比大的孔称为深孔。深孔钻削时散热和排屑困难,且因钻杆细长而刚性差,易产生弯曲和振动。一般都要借助压力冷却系统解决冷却和排屑问题。钻床主要用钻头在工件上加工孔的机床,通常钻...
...规模与经营情况、员工数量等多项指标。荣登“2022年度深孔钻机床行业十大品牌”推荐榜如下:2022年度深孔钻机床行业品牌榜第一名:ACCUTECH深圳市金汇丰精密机械有限公司(简称金汇丰)成立于2005年,是一家集研发、生产、...
...②工件旋转,钻头仅作轴向进给,这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100
...规模与经营情况、员工数量等多项指标。荣登“2022年度深孔钻机床行业十大品牌”推荐榜如下:2022年度深孔钻机床行业品牌榜第一名:ACCUTECH深圳市金汇丰精密机械有限公司(简称金汇丰)成立于2005年,是一家集研发、生产、...
...规模与经营情况、员工数量等多项指标。荣登“2022年度深孔钻机床行业十大品牌”推荐榜如下:2022年度深孔钻机床行业品牌榜第一名:ACCUTECH深圳市金汇丰精密机械有限公司(简称金汇丰)成立于2005年,是一家集研发、生产、...
深孔镗床t2235的说明书(2022年度深孔钻机床行业品牌榜)
...规模与经营情况、员工数量等多项指标。荣登“2022年度深孔钻机床行业十大品牌”推荐榜如下:2022年度深孔钻机床行业品牌榜第一名:ACCUTECH深圳市金汇丰精密机械有限公司(简称金汇丰)成立于2005年,是一家集研发、生产、...
深孔镗床t2235的说明书(2022年度深孔钻机床行业品牌榜)
...规模与经营情况、员工数量等多项指标。荣登“2022年度深孔钻机床行业十大品牌”推荐榜如下:2022年度深孔钻机床行业品牌榜第一名:ACCUTECH深圳市金汇丰精密机械有限公司(简称金汇丰)成立于2005年,是一家集研发、生产、...