深孔枪钻哪个好(枪钻车床上深孔加工应用)
Posted
篇首语:君不见长松卧壑困风霜,时来屹立扶明堂。本文由小常识网(cha138.com)小编为大家整理,主要介绍了深孔枪钻哪个好(枪钻车床上深孔加工应用)相关的知识,希望对你有一定的参考价值。
深孔枪钻哪个好(枪钻车床上深孔加工应用)
深孔钻雾化系统可以使用传统机床进行深孔钻削,并可以消除众所周知麻花钻钻深孔的问题。您将能够以很少的钻头实现出色的尺寸公差控制和极高的表面光洁度。为使这个成为可能,这里提供了一些实例,您只需要一个高压冷却系统和一桶适宜的水基切削液、装夹钻头的固定刀夹(这将会固定安装在车床的放刀架上)。我们用于立式铣床(钻床)的是旋转夹具,可提供直柄和锥柄。使用配套的变径套就可以安装一系列的枪钻驱动柄。如果您需要加工长径比大于30倍径的深孔时,则需要使用分级钻削的方式进行加工。长一级的钻头需要比短的钻头的直径稍微小一点(一般2μm,无钻套时使用引导孔),这样就可以保证在加工的时候原已加工孔内阻力。

普通机床使用枪钻钻深孔
当使用高压雾化系统钻直径为6mm的孔,请先确认机床是否能提供合适的速度和进给范围。所以我们将转速设置为1700r/min,进给速度设置为25mm/min,我们也可以以更快的进给速度运行完成。对于此类加工时的问题,我们将提供持续的技术支持。18092234337
首先在加工准备之前需要给高压雾化系统内添加切削液,一般在勾兑切削液时,切削液与水的比例为1::10。加工时高压雾化系统液表会有示数显示。进行刀夹试夹持,并且固定刀架不让其左右滑动,在钻孔过程中放刀架是不允许有任何松动的。

深孔钻雾化系统

车床用固定刀夹

刀具旋转时使用旋转夹具

枪钻
刀夹拉侧线,保证其侧面平行于主轴轴线。刀夹的孔要与车床主轴一致。我们可先使用千分表打内孔圆周跳动,这样的话就很容易找到中心。我们可以通过在三爪卡盘内夹持变径套来实现验证。设置完放刀架后,我们需要将表盘及控制面板的横移示数均设置为0.
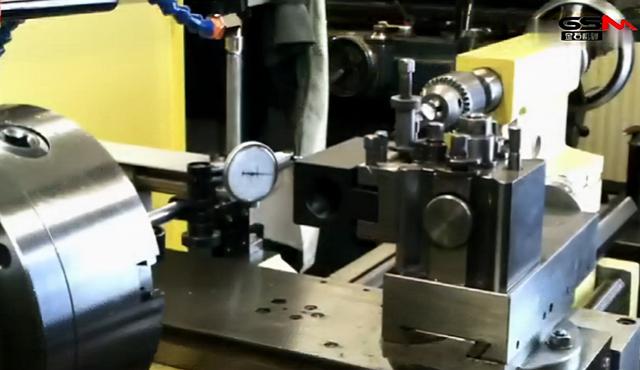
刀夹装夹
需要在车床的卡盘中将零件夹持在中间位置,如果工件过长需使用中心架来进行固定支撑。钻引导孔时需要将 放刀架移开,以便尾座的进入。在没有控制面板显示数字读数的情况下,我们需要做记号的方式,以便稍后重新定位。
车刀平端面后使用车床尾座的中心钻进行工件端面钻孔,中心钻应钻的足够深,以免被钻头钻掉无法做到引导。用引导钻的深度约为10mm,是需要加工孔直径的1.5倍。理想状态下,加工孔之前钻头整体都应该在引导孔中。

钻引导孔
将中拖板回复原始的初定位置,需要将中拖板锁死。使用的枪钻驱动柄的尺寸为16mm,因此我们需要一个16mm的变径套,驱动柄通过变径套上的平头螺钉锁定到位。这时枪钻的V型槽针对我们操作者这一面。这样加工时铁屑从工件孔内排出时,铁屑会被迫向相反的方向喷向操作者。我们应准备一个漏斗或这种性质的东西放在枪钻的前部位置,并靠在固定刀夹的表面上,以起到偏转和缓冲碎屑的作用。在大拖板的前端机床导轨平面上可以放置一个基准块,可以作为钻孔深度的一个指南。运行时一定要检查这个基准块是否远离大拖板基准位置。

加个漏斗小装置在枪钻的前端防止飞溅
使用高压雾化系统装置时将混合阀连接到固定刀夹的后部,其采用的是快插式。调整流量控制的针阀旋钮,大概半圈位置。将钻头移入引导孔内,请确保钻头不能击中引导孔底部位置(一般到达底部后退1~2mm)。连接气液双管路,打开快插接头开关。脉冲阀开始脉冲,可以通过调节脉冲阀的旋向来调整脉冲频率。至少一秒一次,设置好后锁定位置。
冷却液的压力应在压力表示数1.5~2.0之间,供气压力应在8公斤左右,在连接开始之前,应该在引导孔进口位置看到气雾、碎屑的混合体。
正常开始加工,可以通过观察气雾混合体的状态,适当的去调整针阀以达到理想的状态。
加工过程中气雾混合体通过固定刀夹进入加工位置对刀具进行润滑,用以起到冷却钻头并且排屑的作用。整个过程中会持续这种脉冲状态铁屑持续排出,如果突然出现不排屑堵塞的情况应及时停车并撤回钻头进行铁屑清除。
放在大拖板前端的基准块会向您显示到目前为止您已经钻了多深,您可以将枪钻重新放入孔中,并获得深度的提示。一次设置将可以进行多个孔的钻削,从而产生快速准确的深孔。
相关参考
深孔钻加工是一种专业化程度较强的孔加工技术,一般会需要用到专用的深孔刀具,比如枪钻、内排屑深孔钻、套料钻等以及专用机床来进行。随着越来越多领域对深孔钻加工产品需求量增大,深孔钻加工工艺也被要求越来越严...
深孔钻加工是一种专业化程度较强的孔加工技术,一般会需要用到专用的深孔刀具,比如枪钻、内排屑深孔钻、套料钻等以及专用机床来进行。随着越来越多领域对深孔钻加工产品需求量增大,深孔钻加工工艺也被要求越来越严...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
HTT多轴数控深孔钻机床用于造纸机械行业,主要加工各种真空吸移辊、真空伏辊、真空压榨辊等。该设备可以完成钻孔工序。工件上孔的排列形式主要为螺旋形,需要加工数以十万计的深孔。除了工件安装调整和安装枪钻,机床...
整体合金枪钻(为什么军工企业的深孔加工喜欢用枪钻?你该知道点内幕了)
对于深孔加工,你能想到有哪些方法?相信很多人第一时间会想到枪钻,作为深孔加工的扛把子。加工范围极广:从玻璃纤维、特氟龙等塑料到碳钢、合金钢、有色金属再到高强度合金钢(如高温耐热合金、钛合金)都可用其进行...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
...②工件旋转,钻头仅作轴向进给,这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100
深孔钻加工是一种专业化程度较强的孔加工技术,一般会需要用到专用的深孔刀具,比如枪钻、内排屑深孔钻、套料钻等以及专用机床来进行。随着越来越多领域对深孔钻加工产品需求量增大,深孔钻加工工艺也被要求越来越严...