深孔机(西门子数控系统循环详解CYCLE81钻孔 CYCLE83钻深孔CYCLE84攻丝)
Posted
篇首语:休言女子非英物,夜夜龙泉壁上鸣。本文由小常识网(cha138.com)小编为大家整理,主要介绍了深孔机(西门子数控系统循环详解CYCLE81钻孔 CYCLE83钻深孔CYCLE84攻丝)相关的知识,希望对你有一定的参考价值。
深孔机(西门子数控系统循环详解CYCLE81钻孔 CYCLE83钻深孔CYCLE84攻丝)
西门子数控系统循环命令详解
所谓标准循环是指数控系统的生产厂家为了方便编程人员编程,简化程序而特殊设计的。利用一条指令即可由数控自动控制完成一系列固定加工的循环动作的功能,这些循环根据数控系统的不同而不同,而且即使是同一系统由于其型号(控制类型)的区别也各不相同。

下面我们就对常用的标准循环作一说明:
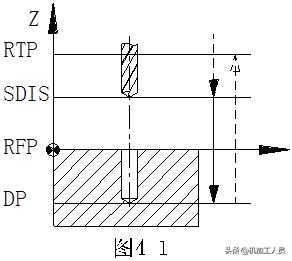
4.1 MCALL CYCLE81(RTP,RFP,SDIS,DP,DPR)
说明:
MCALL 模态调用指令
CYCLE81 钻孔循环
RTP 返回平面
RFP 参考平面
SDIS 安全距离
DP 最后钻削深度
DPR 孔底至参考面的绝对值(无符号)
4.2 MCALL CYCLE82(RTP,RFP,SDIS,DP,DPR,DTB)
说明:
MCALL 模态调用指令
CYCLE82 钻、锪孔循环
RTP 返回平面
RFP 参考平面
SDIS 安全距离
DP 最后钻削深度
DPR 孔底至参考面的绝对值(无符号)
DTB 孔底处停留时间

4.3 MCALL CYCLE83(RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,DTS,FRF,INTVARI)
说明:
MCALL 模态调用指令
CYCLE83 深孔钻削循环
RTP 返回平面
RFP 参考平面
SDIS 安全距离
DP 最后钻削深度
DPR 孔底至参考面的绝对值(无符号)
FDEP 首次钻削深度
FDPR首次钻削深度的绝对值(无符号)
DAM 递减量(每次钻削深度)
DTB 孔底处停留时间
DTS 安全距离SDIS处的停留时间
FRF 进给系数(设1即可)
INTVARI 加工方式有两种: 1. =0 断屑加工方式
2. =1 排屑加工方式
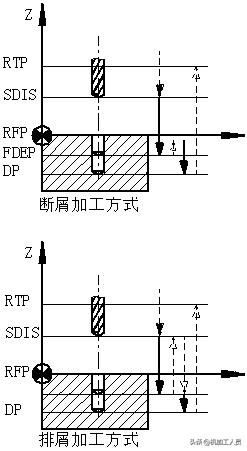
图4-3
4.4 MCALL CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,INTSDAC,MPIT,PIT,POSS,SST,SST1)
说明:
MCALL 模态调用指令
CYCLE84 刚性攻丝循环
RTP 返回平面
RFP 参考平面
SDIS 安全距离
DP 最后攻丝深度
DPR 孔底至参考面的绝对值(无符号)
DTB 孔底处停留时间
INTSDAC 攻丝时的主轴转向
MPIT 以螺纹的公径尺寸作为螺距值(此值设零即可)
PIT 螺纹螺距
POSS 主轴定向
SST 攻丝时的主轴转速
SST1 回退时的主轴转速

4.5 MCALL CYCLE840(RTP,RFP,SDIS,DP,DPR,DTB,INTSDR,INTSDAC,INTENC,MPIT,PIT)
说明:
MCALL 模态调用指令
CYCLE840 柔性攻丝循环
RTP 返回平面
RFP 参考平面
SDIS 安全距离
DP 最后攻丝深度
DPR 孔底至参考面的绝对值(无符号)
DTB 孔底处停留时间
INTSDR 回退时的主轴转向
INTSDAC 攻丝时的主轴转向
INTENC 是否带编码器有两种可能:1. =0 带编码器
2. =1 不带编码器
MPIT以螺纹的公径尺寸作为螺距值
PIT 螺纹螺距

4.6 MCALL CYCLE85(RTP,RFP,SDIS,DP,DPR,DTB,FFR,RFF)
说明:
MCALL 模态调用指令
CYCLE85 铰孔循环
RTP 返回平面
RFP 参考平面
SDIS 安全距离
DP 最后铰削深度
DPR 孔底至参考面的绝对值(无符号)
DTB 孔底处停留时间
FFR 进刀时走刀速度
RFF 退刀时走刀速度

相关参考
数控车床g83钻孔实例(加工中心如何选择合适钻孔循环?数控工程师详解G83指令的使用)
...出现,为了提升加工效率,也会选择此循环来钻孔3.G83(深孔循环)通常用于加工深孔在机器配有主轴中心冷却(出水)刀具也支持中心冷却(出水)的情况下选择用G81来加工孔是最佳选择其中的高压冷却液不但会带走钻孔时产生的热...
数控车床钻孔循环指令(数控机床固定循环编程(G80~G84)详解)
1.取消固定循环指令G80格式:G80功能:用G80取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括R点,Z点等等,都被取消:但是移动速度命令会继续有效。2.定点钻孔循环G81格式:G81X_Y_Z_R_F_L_X__Y__为孔位数据Z__孔...
数控小型立车(西门子如何应用螺纹切削循环(Cycle 99))
切削自媒体技术交流平台行业:汽车/重工/航空/模具/3C/医疗等规模:超万人技术社群福利1:私信回复“技术”您将获得平台发送的《技术手册》免费-免费-免费福利2:私信回复“第一期”您将获得切削之家资料第一期1.螺纹切...
数控车床油泵设置时间(西门子如何应用螺纹切削循环(Cycle 99))
切削自媒体技术交流平台行业:汽车/重工/航空/模具/3C/医疗等规模:超万人技术社群福利1:私信回复“技术”您将获得平台发送的《技术手册》免费-免费-免费福利2:私信回复“第一期”您将获得切削之家资料第一期1.螺纹切...
数控 I和J 分别代表什么(G73、G83、G81怎么选择?这篇文章给你讲的透透的)
...出现,为了提升加工效率,也会选择此循环来钻孔3.G83(深孔循环)通常用于加工深孔在机器配有主轴中心冷却(出水)刀具也支持中心冷却(出水)的情况下选择用G81来加工孔是最佳选择其中的高压冷却液不但会带走钻孔时产...
深孔钻机床(阳江锚定高质量发展丨广东利工数控科技:打造立式深孔钻行业领军企业)
...介绍,他们研发生产的产品属于高精技术,设备采用德国西门子系统,精度可达到0.005毫米。产品主要销往珠三角以及俄罗斯、土耳
深孔钻机床(阳江锚定高质量发展丨广东利工数控科技:打造立式深孔钻行业领军企业)
...介绍,他们研发生产的产品属于高精技术,设备采用德国西门子系统,精度可达到0.005毫米。产品主要销往珠三角以及俄罗斯、土耳
数控车床打孔用什么代码(零基础学数控G代码篇(十)钻孔循环G73、G83)
对于深孔加工,采用间歇进给的方式加工,尤其是对于没有内冷的麻花钻。深孔加工指令为G73、G83。G73高速深孔加工G83深孔加工G73X___Y___Z___R___P___Q___F___G73刀具运动轨迹G83X___Y___Z___R___P___Q___F___G83刀具运动轨迹1.XY为孔的坐标2.Z为钻...
...钻孔深度300mm,一次可加工4个轴类零件。搭配西门子828D数控系统控制,另配以台湾进口主轴、德国MOOG高压油泵、特殊研制的工件夹紧装置、桁架机械手、工件自动送料装置、油
...钻孔深度300mm,一次可加工4个轴类零件。搭配西门子828D数控系统控制,另配以台湾进口主轴、德国MOOG高压油泵、特殊研制的工件夹紧装置、桁架机械手、工件自动送料装置、油