深孔刀具(深孔加工总振刀,终于找到原因了)
Posted
篇首语:谁和我一样用功,谁就会和我一样胜利。本文由小常识网(cha138.com)小编为大家整理,主要介绍了深孔刀具(深孔加工总振刀,终于找到原因了)相关的知识,希望对你有一定的参考价值。
深孔刀具(深孔加工总振刀,终于找到原因了)
在变速器新产品齿轴类零件试制过程中,空心轴类零件的深孔加工往往成为整个零件交样过程中的瓶颈工序,影响到整机装配的节点。孔深与孔径之比>5的孔加工即为深孔加工,而深孔加工中最突出的问题就是加工过程中的振刀。振刀在零件加工中是一种十分有害的现象,严重影响零件的表面质量及使用性能;刀具与工件间会产生相对位移,整个工艺系统将持续承受交变载荷的作用,使刀具极易磨损甚至崩刃,正常加工过程往往会通过减少切削用量来减少刀具振动,但是加工效率也会相应降低。因此,分析空心轴类零件的深孔加工过程中的刀具振动问题并提出有效减振、消振的方案是很有必要的。
2 刀具振动产生的原因
在进行DCT输入外轴试制的过程中,精车工序镗深孔,由于刀具振动,内孔孔径尺寸和深孔轴向尺寸不稳定,尺寸调整量与实际变动量不同,导致零件不能满足工艺要求。
分析车刀杆加工内孔过程,主要原因如下。
1)深孔加工处于半封闭环境,不能直接观察刀具的切削过程和走刀情况,同时在相对封闭的状态加工,不利于排屑及散热,可能导致被加工零件受热变形和堵屑。
2)刀具切削工件产生的切削力会使刀杆产生弹性变形,而切削产生的切屑断掉之后该弹性变形又会恢复,在这个过程中会形成有规律变化的镗削力F。F呈正弦波动,F的存在导致车削加工中的刀片出现颤动现象,当镗削力F的变化频率在刀具的固有弹性变形频率范围内时,产生共振,刀杆的弹性变形加剧,颤动现象变为振动。
3 刀具振动对零件质量的影响
零件的加工精度主要由机床、夹具、刀具组成工艺系统在加工过程中的各种误差来决定。可分为两方面:①在加工开始之前机床、刀具、夹具本身的制造误差或者安装误差。②在调试加工过程中,刀具切削过程中的的切削力、切削热或者堵屑造成的加工表面划伤而产生的误差。
在输入外轴深孔加工工序,由于刀具振动产生的误差对零件质量的影响主要为以下两个方面。
(1)表面粗糙度值大 精车深孔加工过程中由于易产生堵屑及过热,未及时排出的切屑刮伤零件表面,如图1所示。同时,刀具振动使工件和刀具之间产生让刀现象,形成波纹甚至挖刀痕,如图2所示。零件表面粗糙度不能满足精度要求,并且振刀情况不可控,有时候会造成无法返工的超差或报废。

图一孔内刮伤
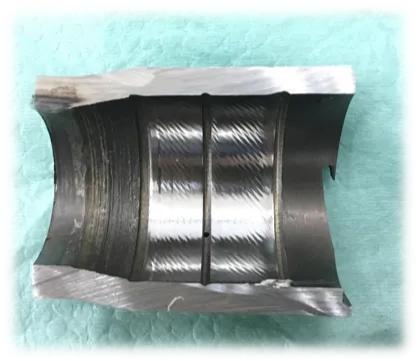
图二内孔振纹
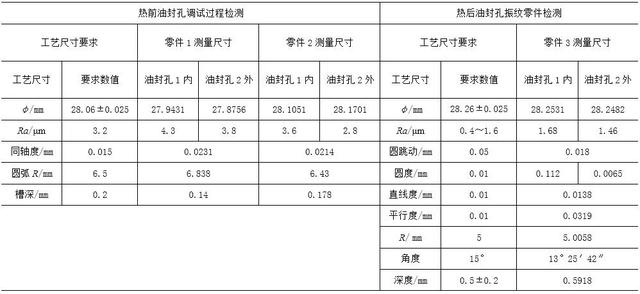
(2)尺寸难以保证 零件的加工工艺尺寸要求如图3所示,图中1~8表示图样上控制计划的位置。振刀情况下刀具每次切削量不均匀,内孔可能出现锥度,且调整返工走刀过程中很难消除,如图4所示轮廓报告中φ28.06mm的油封孔两段孔径是由同一刀具加工,但由于刀具振动导致孔径大小不同。在输入外轴精车及热后硬车油封孔的试制过程中出现反复调整但工件的内孔尺寸及同轴度等尺寸无法保证的情况。超差零件测量数据见表1。
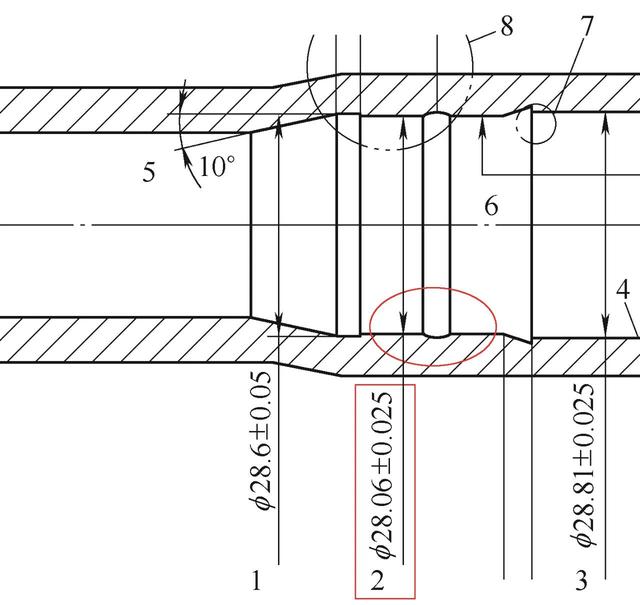
图三工艺尺寸要求
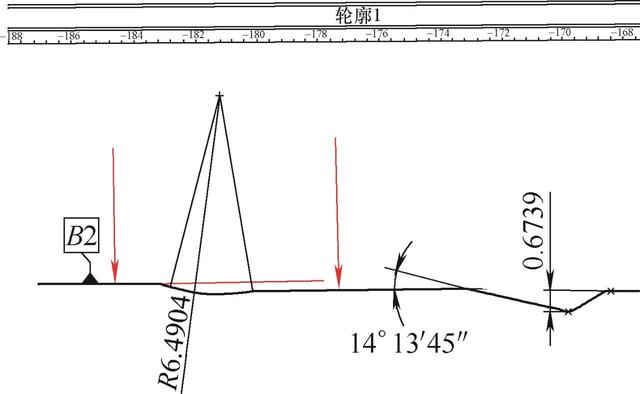
图四轮廓报告
表1 输入外轴调试过程测量数据统计
4 消除深孔加工刀具振动的措施
4.1 选择合理刀片、刀杆降低切削力
深孔加工中的刀杆采用整体硬质合金或者减振刀杆,切削刀片采用90°主偏角Kr的刀具可有效减振。深孔加工由于尺寸限制,刀杆的长径比>10,需采用具有减振功能的刀杆。刀具的主偏角与切削力的关系曲线如图5所示,增大主偏角时径向切削力Fp减小,轴向切削力Ff增大。故在不影响刀具强度的情况下,深孔加工或者细长轴加工应尽量增大车刀主偏角。
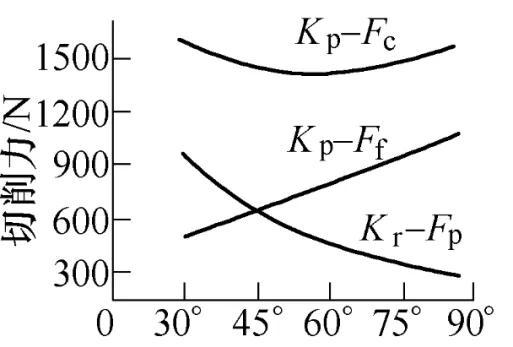
a)主偏角与切削力变化曲线
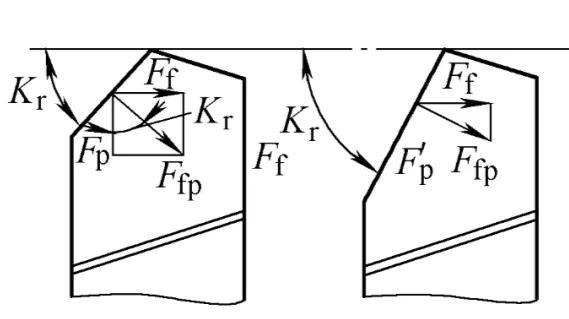
b)主偏角对切削力方向的影响 图5 主偏角Kr与切削力的变化曲线
1)减小刀尖圆弧半径rs。在相同切削深度的情况下,刀尖圆弧半径越大,切削力越大,刀杆产生振动的可能性越高。故减小刀尖圆弧半径可有效降低径向切削力。
2)选择刃口更锋利的刀片。机加工刀片按是否涂层可分为涂层和非涂层刀片,由于刀具涂层时为保证刃口涂层的黏结强度,需进行刃口的钝化处理,所以非涂层刀片往往比涂层刀片锋利;涂层刀片中,由于化学涂层材料厚度原因,PCD(刀片物理涂层)也比VCD(刀片化学涂层)刃口锋利
4.2 调整切削参数减小刀具振
1)选择合适的转速n。利用数控车床进行深孔加工时,工件的转速直接影响到零件的表面质量、刀具寿面及加工效率。转速过低易造成刀片刃口粘刃,影响表面粗糙度,不满足工艺要求;而转速高于一定值时,会导致切削噪声大、切削热量大、温度高且刀具易磨损等后果。故调试过程中转速需在一个合理的范围内,以保证零件质量,同时降低刀具消耗,提高加工效率。
2)切削深度ap和进给量f的选择。深孔加工中进给量影响到切屑的形状和长度,进给量过大或者过小都会使切屑断屑不畅,造成堵屑;切削深度增大时,切削面积增大导致切削力呈正比增大。两者都直接影响零件表面质量以及加工效率。所以选择合适进给量十分重要,在空心轴的深孔加工中主要根据零件材料、内孔大小并结合机床调整过程中零件表面质量和排屑情况来综合确定ap和f的大小。
4.3 根据零件尺寸选择合理的工装夹具降低工件振动
(1)夹具的选择 在空心轴数控加工中,应选择加长卡爪,使零件尾端中空,便于切屑排出,以避免堵屑、过热等情况。
(2)装夹方案的优化 装夹定位面及基准的选择是影响零件深孔加工的重要因素,应根据零件结构选择合适的夹紧位置以及基准面,是后续调试加工满足工艺尺寸的基础。在保证两定位基准精度情况下,合理采用过定位的方式可增加工件被加工中的刚性,减小工件与刀具之间的相对位移。
在输入外轴精车工序镗深孔调整过程中,发现工艺中夹持挡长度过短,且位置与最深的油封挡距离较远(见图6),故镗油封挡时,切削力可能导致零件抖动、让刀等情况,无法保证油封档尺寸,也无法进行下一步的调试。通过对零件结构与卡爪装夹方案进行分析,由3点夹紧改为3+3的主副夹紧,其中夹持挡为主夹紧位置,旁边一挡外径采用卡爪限位(见图7),减小镗深孔过程中的零件晃动,可有效提高内孔尺寸精度与表面质量。
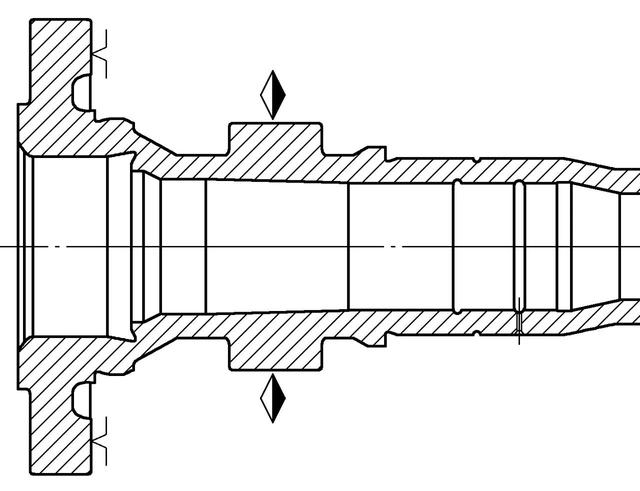
图6 原工艺定位夹紧方式
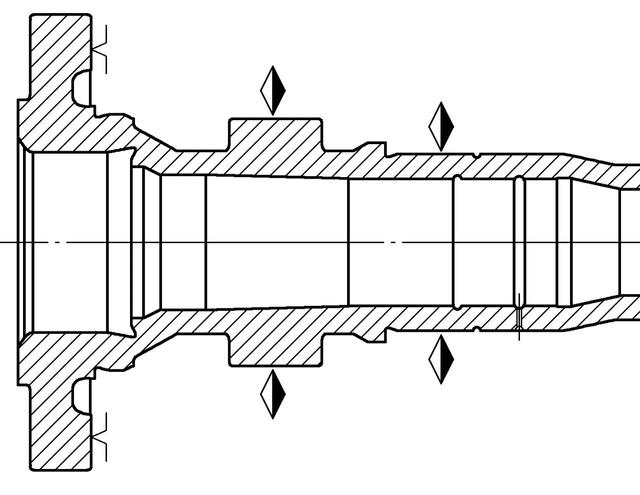
图7 改进后的定位夹紧方式
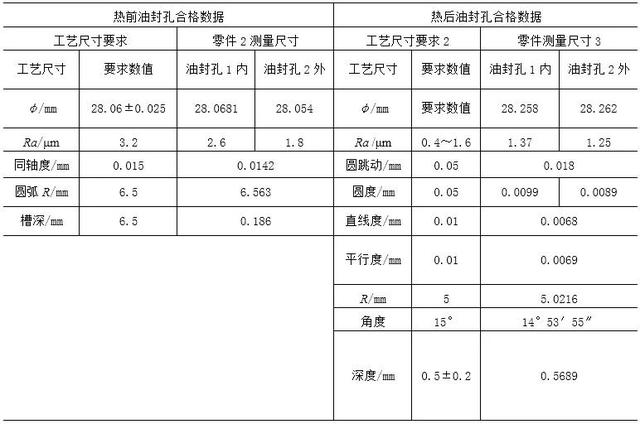
经过对刀具、夹具、切削参数的综合调整,查阅相关刀具供应商的刀具资料,选择主偏角为90°的防振硬质合金刀杆,刀尖圆弧rs为0.4mm的DCMT刀片,同时转速调整为1300r/min,进给量f=0.15mm/r,并采用改进后增加定位的卡爪,在深孔加工前增加一道预车工序,以保证2个夹紧挡的同轴度。最终精车零件油封挡表面质量,如图8所示,热后硬车油封孔表面无明显振纹,如图9所示,相应检测数据见表2,内孔孔径、同轴度、表面粗糙度等均在工艺要求范围内。从而验证该措施消除深孔加工中刀具振动的有效性。

图八 热前油封档成品
图九 热后油封档成品
表2 合格零件测量数据
本文基于双离合变速器中输入外轴试制阶段制深孔加工中刀具振动现象,对空心轴深孔加工进行了工艺及加工方案优化的分析。综合考虑刀杆材料、刀具参数、转速和进给量、夹具和装夹方案对零件质量、加工效率和刀具磨损消耗的影响,从刀具、切削参数及工装夹具三方面进行合理选择及优化,有效的减小切削力及工件和刀具之间的相对位移,从而消除刀具振动,提高了零件的加工精度,提升了生产效率。
相关参考
深孔钻钻枪怎么磨好用(深孔加工过程中刀具的常见问题及解决措施)
在深孔加工过程中,经常出现被加工件尺寸精度、表面质量以及刀具的寿命等问题,如何减少甚至避免这些问题的产生,是我们目前亟待解决的问题。1.存在问题:孔径增大,误差大1)产生原因铰刀外径尺寸设计值偏大或铰切削...
深孔钻钻枪怎么磨好用(深孔加工过程中刀具的常见问题及解决措施)
在深孔加工过程中,经常出现被加工件尺寸精度、表面质量以及刀具的寿命等问题,如何减少甚至避免这些问题的产生,是我们目前亟待解决的问题。1.存在问题:孔径增大,误差大1)产生原因铰刀外径尺寸设计值偏大或铰切削...
什么叫深孔?深孔是指孔深与孔径比L/d≥5的孔,是机械加工中的一道难题,尤其是大深径比的深孔加工,难点在于刀具细长,刚性差、强度低,易引起刀具偏斜,且散热困难,排屑不易,经常产生直径变大、出现锥形或孔偏斜等...
什么叫深孔?深孔是指孔深与孔径比L/d≥5的孔,是机械加工中的一道难题,尤其是大深径比的深孔加工,难点在于刀具细长,刚性差、强度低,易引起刀具偏斜,且散热困难,排屑不易,经常产生直径变大、出现锥形或孔偏斜等...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
枪钻是一种有效的深孔加工刀具,其加工范围很广,从玻璃纤维、特氟龙等塑料到高强度合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够...
德州深孔刀具(83秒|德州牵手中北大学共推成果转化,深孔加工刀具填补国内空白)
11月23日,第四届“智汇德州”人才创新创业周在德州市委党校启幕,活动邀请600余名海内外高层次人才携带专利技术、项目成果和合作意向,与德州市园区、企事业单位开展全方位对接洽谈和交流合作。活动期间,“中北大学...
深孔加工的切削液切削液在深孔加工中的综合作用有:冷却刀具与工件:减少工具、工件热变形,提高刀具耐用度,以保证孔的尺寸精度。润滑刀具表面:减少摩擦,减少切削变形,降低切削力,减少刀具磨损,提高刀具耐用度...