淬火后变形怎么处理(机械加工中产品变形原因及解方法涨专业知识就是涨工资)
Posted
篇首语:知识养成了思想,思想同时又在融化知识。本文由小常识网(cha138.com)小编为大家整理,主要介绍了淬火后变形怎么处理(机械加工中产品变形原因及解方法涨专业知识就是涨工资)相关的知识,希望对你有一定的参考价值。
淬火后变形怎么处理(机械加工中产品变形原因及解方法涨专业知识就是涨工资)
机械加工性能不仅和企业的利益相关,还和安全性相关,在给企业带来经济效益的同时,还可以有效降低安全事故发生的概率。因此,在零件加工过程中避免零件的变形显得尤为重要。操作人员需要考虑各种因素都,并在加工过程中采取相应的措施预防变形的发生,以便使成品的零件能够正常使用。为了达到这个目标,有必要分析零件加工中出现变形现象的原因,对零件变形问题找出可靠措施,以期为现代化企业战略目标的实现打下坚实基础。
1 分析机械零件加工中变形的原因
1.1 内力作用导致零件加工精度改变
车床加工时,通常是利用向心力的作用,用车床的三爪或者四爪卡盘,把零件卡紧,然后对机械零件进行加工。同时,为了确保零件在受力时不松动、减小内径向力的作用,必须要使夹紧力大于机械的切削力。夹紧力随着切削力的增大而增大,随之减小而减小。这样的操作才能使机械零件在加工过程中受力稳定。但是,在三爪或者四爪卡盘松开后,加工出来的机械零件就会与原来的相差甚远,有的呈现多边形,有的呈现椭圆形,出现较大偏差。
1.2 热处理加工后容易产生变形问题
对于薄片类的机械零件,由于其长径非常大,在对其进行热处理后容易出现草帽弯曲的状况。一方面会出现中间鼓出的现象,平面偏差增大,另一方面由于各种外界因素的影响,使零件产生弯曲现象。这些变形问题的产生不仅是由于热处理后的零件内应力发生了变化,还有操作人员的专业知识不扎实,不太了解零件的结构稳定性,从而增大了零件变形的概率。
1.3 外力作用下引起的弹性变形

在机械加工中零件出现弹性形变的原因主要有几个方面。一是一些零件的内部构造中如果含有薄片,就会对操作方法有更高要求,否则在操作人员在对零件进行定位和装夹时,不能和图纸的设计之间进行对应,容易导致弹性形变的产生。二是车床和夹具的不平整,使零件在进行固定时两侧的受力不均匀,导致切割时受力作用小的一边在力的作用下就会出现平移出现零件变形。三是在加工过程中零件的定位不合理,使零件的刚性强度降低。四是切削力的存在也是引起零件弹性形变的原因之一。这些不同的原因导致的弹性形变,都说明外力作用对机械零件加工质量的影响。
2 机械零件加工变形的改进措施
在实际的零件加工中,导致零件变形的因素很多。为了从根本上解决这些变形问题,操作人员需要在实际工作中认真探索这些因素,并结合工作精要,制定改进措施。
2.1 使用专用夹具,减少装夹变形
在机械零件加工过程中,对精细化的要求非常严格。针对不同零件,选用不同的专用工装,可以使零件在加工过程中不易出现位移。另外,加工前,工作人员还需要进行相应的准备工作,全面检查固定零件,对照图纸,检查机械零件的位置是否正确,以减少装夹变形。
2.2 修整加工
零件在经过热处理后很容易出现变形问题,这就需要采取措施来保证零件的安全性能。在机械零件加工完成并自然变形后,要运用专业的工具进行修整。在对加工后的零件进行修整加工时,需要按照行业的标准要求进行,以确保零件质量,延长其使用寿命。这种方法在零件变形后进行最为有效。如果零件经过热处理后变形,则可以在淬火之后进行回火。因为淬火之后在零件中会存在残余奥氏体,这些物质在室温下进而转化为马氏体,然后物体就会膨胀。在加工零件时要认真对待每一个细节,这样就可以降低零件变形的概率,把握好图纸上的设计理念,根据生产要求,使生产出来的产品符合标准,提高经济效益和工作效率,从而确保机械零件加工的质量。
2.3 提升毛坯质量
在各种设备的具体操作过程中,提升毛胚的质量是防止零件变形的保证,以便加工好的零件符合零件的具体标准要求,为后期零件的使用提供保证。因此,操作人员需要检查不同的毛坯质量,对存在问题的毛胚,要及时更换,避免出现不必要的问题。同时,操作人员需要结合设备的具体要求选择可靠的毛坯,以保证经过加工后的零件质量和安全性达到标准要求,进而延长零件的使用寿命。
2.4 增加零件刚度,防止过大变形
在机械零件加工中,零件的安全性能受到很多客观因素的影响。尤其是在零件进行热处理后,由于应力收缩现象,会导致零件变形。因此,为了防止变形现象的产生,技术人员需要选择合适的限热型处理方式,进而以改变零件刚度。这需要结合零件的性能,运用合适的限热型处理措施,从而保证安全的可靠性。即使在热处理之后,也不会出现明显变形。
2.5 减小夹紧力的措施
在加工刚性差的零件时,需要采取一些措施增加零件的刚性程度,如可以增加辅助支撑。也要注意加紧点和零件之间的接触面积,根据零件的不同,选择不同的夹持方式,如加工薄壁套类零件时,可以选用有弹性的轴装置进行夹紧,注意加紧的位置应该选择刚性较强的部位。而对长轴类的机械零件,可以运用两端定位方式。对于长径非常大的零件,需要采用两端一起夹紧的方式,不能使用“一端夹紧、一端悬空”的方式。此外,在加工铸铁类零件时,夹具的设计需要以增加悬臂部分的刚性为原则。也可以使用一种新型的液压夹紧工具,以有效防止零件在加工过程中由于夹紧变形而引起的质量问题。

2.6 减小切削力
在切削加工中要密切结合加工要求注意切削的角度,以便减少切削力。可以尽量增大刀具的前角和主偏角,使刀锋锋利,且合理的刀具在车削中对车削力的大小也至关重要。比如,在对薄壁零件的车削中,如果前角过大,会使刀具的楔角变大,加快磨损速度,变形和摩擦力也会减小,可以根据不同的刀具选择前角的大小。若选用高速刀具,前角为6°~30°最佳;若用硬质合金刀具,则前角为5°~20°最好。
3 结语
导致机械零件变形的因素有很多,对于不同的原因要采取不同的措施解决。实际操作中,要注重机械加工的每一个细节,不断完善生产过程,争取把经济损失降到最低,以保证机械设备稳定工作,实现机械加工的高质量、高效率目标,从而促使机械加工行业具有一个更好的发展前景和更广阔的市场。
相关参考
金属材质为了提高使用性能效果,经常通过热处理工艺进行提高,但是金属经过热处理过程中,常会发生一些现象而导致金属才会处理后而不能正常使用,或者会改版金属使用性质,因此我们在进行金属热处理过程中要了解到常会...
金属材质为了提高使用性能效果,经常通过热处理工艺进行提高,但是金属经过热处理过程中,常会发生一些现象而导致金属才会处理后而不能正常使用,或者会改版金属使用性质,因此我们在进行金属热处理过程中要了解到常会...
...轴承内、外圈1、防止产生过热组织高碳铬钢制轴承套圈淬火后组织应为隐晶、细小结晶或小针状马氏体。由于圆锥轴承套圈结构的限制,当厚壁端组织符合要求时,薄
...(ABD)。A.当运输不当,使转子受机械力作用后产生永久性变形B.当存放不当,使转子受机械力作用后产生永久性变形C.转子运转时间过长D.长期存放不当使转子受重力影响而产生永久性变形2、设备诊断技术属于信息技术,它通常包...
氮化处理会不会变形(机械制造知识每天学一点:渗碳、渗氮、碳氮共渗表面处理工艺整理)
...表面含碳量可达百分之0.85-1.05。渗碳后必须热处理,常用淬火后低温回火。得到表面高硬度心部高韧性的耐磨抗冲击零件。渗氮应用最广泛的气体渗氮,加热温度500-600摄氏度。氮原子与钢的表面中的铝.铬.钼形成氮化物,一般深
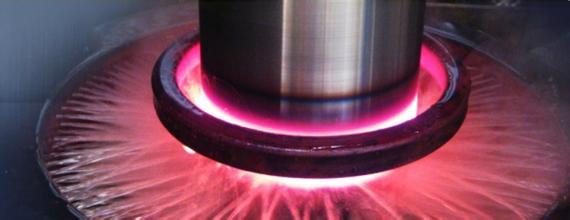
激光淬火以高能激光为热源,使金属表面快速加热和冷却,从而瞬间完成淬火过程,获得高硬度和超细马氏体组织,提高金属表面的硬度和耐磨性,在表面形成压应力,提高抗疲劳能力。该工艺的核心优势包括热影响区小、变形...
弹簧的淬火变形是相变应力和热应力综合作用的结果。为了防止变形,最重要的是尽量减小这些应力。(1)淬火前应预先消除加工应力(内应力),其中退火要细致,至少要进行去应力退火(450~600)。(2)加热要缓慢均匀地进行。最好预...
怎么让变形的塑料制品恢复(注塑制品产生缺陷的原因及其处理方法,注塑不良原因与对策)
...常常使制品产生注不满、凹陷、飞边、气泡、裂纹、翘曲变形、尺寸变化等缺陷。对塑料制品的评价主要有三个方面,第一是外观质量,包括完整性、颜色、光泽等;第二是尺寸和相对位置间的准确性;第三是与用途相应的机械...
变形缝是建筑中非常普遍的构造缝,是为了防止建筑物在外力作用下发生变形开裂而预设的,它是伸缩缝、沉降缝和防震缝的总裁。我们时常可以看到雨水沿着变形缝根部开裂处及缝上封盖出渗漏,那么变形缝漏水的原因有哪几...
...长期使用过程中,都会因外加受力或温度变化作用而产生变形,尤其是补焊钢结构产生的变形更常见。钢结构变形可概括为两大类:总体变形和局部变形。总体变形指整个结构的尺寸和外形发生变化,例如整体结构长度缩短、宽...