淬火变压器设计(冷冲压模具的常规热处理工艺第二章“正火”与“淬火的讲解”)
Posted
篇首语:别裁伪体亲风雅,转益多师是汝师。本文由小常识网(cha138.com)小编为大家整理,主要介绍了淬火变压器设计(冷冲压模具的常规热处理工艺第二章“正火”与“淬火的讲解”)相关的知识,希望对你有一定的参考价值。
淬火变压器设计(冷冲压模具的常规热处理工艺第二章“正火”与“淬火的讲解”)
2.正火
钢材或钢件加热到Ac3(亚共析钢)、Ac1(共析钢)和Accm(过共析钢)以上30 ℃--50 ℃,保温适当时间后,在自由流动的空气中均匀冷却的热处理称为正火。正火后的组织:亚共析钢为F+S,过共析钢为S+Fe3CⅡ。正火与完全退火的主要差别在于冷却速度快些,目的是使钢的组织正常化,所以亦称常化处理,一般应用于以下方面:
(1)作为最终热处理 正火可以细化晶粒,使组织均匀化,减少亚共析钢中铁素体含量,使珠光体含量增多并细化,从而提高钢的强度、硬度和韧性。对于普通结构钢零件,机械性能要求不很高时,可以正火作为最终热处理。
(2)作为预先热处理 截面较大的合金结构钢件,在淬火或调质处理(淬火加高温回火)前常进行淬火,以消除魏氏组织和带状组织,并获得细小而均匀的组织。对于过共析钢可减少二次渗碳体量,并使其不形成连续网状,为球化退火做组织准备。
(3)改善切削加工性能 低碳钢或低碳合金钢退火后硬度太低,不便于切削加工。正火可提高硬度,改善其切削加工性能。
钢材或钢件加热到Ac3(亚共析钢)、Ac1(共析钢)和Accm(过共析钢)以上30 ℃--50 ℃,保温适当时间后,在自由流动的空气中均匀冷却的热处理称为正火。正火后的组织:亚共析钢为F+S,过共析钢为S+Fe3CⅡ。
正火与完全退火的主要差别在于冷却速度快些,目的是使钢的组织正常化,所以亦称常化处理,一般应用于以下方面:
(1)作为最终热处理 正火可以细化晶粒,使组织均匀化,减少亚共析钢中铁素体含量,使珠光体含量增多并细化,从而提高钢的强度、硬度和韧性。对于普通结构钢零件,机械性能要求不很高时,可以正火作为最终热处理。
(2)作为预先热处理 截面较大的合金结构钢件,在淬火或调质处理(淬火加高温回火)前常进行淬火,以消除魏氏组织和带状组织,并获得细小而均匀的组织。对于过共析钢可减少二次渗碳体量,并使其不形成连续网状,为球化退火做组织准备。
(3)改善切削加工性能 低碳钢或低碳合金钢退火后硬度太低,不便于切削加工。正火可提高硬度,改善其切削加工性能。
3.淬火
将钢加热到相变温度以上,保温一定时间,然后快速冷却以获得马氏体组织的热处理工艺称为淬火。淬火是钢的最重要的强化方法。
(1)淬火工艺 1 淬火温度的选定
在一般情况下,亚共析钢的淬火加热温度为Ac3以上30 ℃---50 ℃ :共析钢和过共析钢的淬火加热温度为Ac1以上30 ℃---50 ℃(见图5-2)
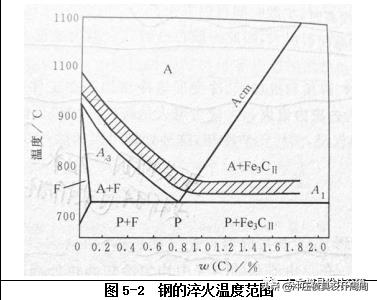
亚共析钢加热到Ac3以下时,淬火组织中会保留自由铁素体,使钢的硬度降低。过共析钢加热到Ac1以上两相区时,组织中会保留少量二次渗碳体,而有利于钢的硬度和耐磨性,而且,由于降低了奥氏体中的碳质量分数,可以改变马氏体的形态,从而降低马氏体的脆性。此外,还可减少淬火后残余奥氏体的量。若淬火温度太高,会形成粗大的马氏体,使机械性能恶化;同时也增大淬火应力,使变形和开裂倾向增大。
2加热时间的确定
加热时间包括升温和保温两个阶段。通常以装炉后炉温达到淬火温度所需时间为升温阶段,并以此作为保温时间的开始,保温阶段是指钢件温度均匀并完成奥氏体化所需的时间
3淬火冷却介质
常用的冷却介质是水和油。
水在650 ℃---550 ℃范围冷却能力较大。因此易造成零件的变形和开裂,这是它的最大缺点,提高水温能降低650 C---550 C范围的冷却能力,但对300 ℃----200 ℃的冷却能力几乎没有影响。这既不利淬硬,也不能避免变形,所以淬火用水的温度控制在30 ℃以下。水在生产上主要用于形状简单、截面较大的碳钢零件的淬火。淬火用油为各种矿物油(如锭子油、变压器油等)。它的优点是在300 ℃--200 ℃范围冷却能力低,有利于减少工件变形;缺点是650 ℃---550 ℃范围冷却能力也低,不利于钢的淬硬,所以由一般用作为合金钢的淬火介质。
为了减少零件淬火时的变形,可用盐浴作淬火介质。常用碱浴、硝盐浴的成分、熔点及使用温度见表5-2.

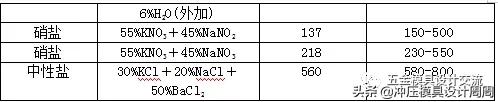
这些介质主要用于分级淬火和等温淬火。其特点是沸点高,冷却能力介于水和油之间,常用于处理形状复杂、尺寸较小、变形要求严格的工具等。
4淬火方法
常用的淬火方法有单介质淬火、双介质淬火、分级淬火和等温淬火等(图5-3)。
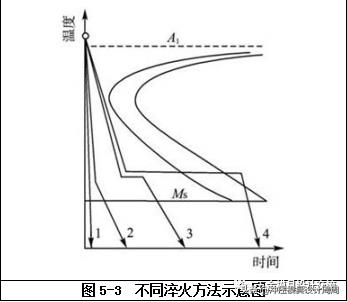
单介质淬火方法采用一种介质冷却,操作简单,易实现机械化,应用较广。缺点是水淬变形开裂倾向大;油淬冷却速度小,淬透直径小,大件淬不硬。倾向,所以可用于形状复杂和截面不均匀的工件淬火。等温淬火大大降低钢件的内应力,减少变形,适用于处理复杂和精度要求高的小件,如弹簧、螺栓、小齿轮、轴及丝锥等,也可用于高合金钢较大截面零件的淬火。其缺点是生产周期长、生产效率低。(2) 钢的淬透性
1钢的淬透性及其测定方法
钢接受淬火时形成马氏体的能力叫做钢的淬透性。不同成分的钢淬火时形成马氏体的能力不同,容易形成马氏体的钢淬透性高(好),反之则低(差)。如直径为30mm的45钢和40CrNiMo试棒,加热到奥氏体区(840 ℃),然后都用水进行淬火。分析两根试棒截面的组织,测定其硬度。结果是45钢试棒表面组织是马氏体,而心部组织为铁素体+索氏体。表面硬度为55HRC。心部硬度仅为20HRC,表示45钢试棒心部未淬火。而40CrNiMo钢试棒则表面至心部均为马氏体组织,
硬度都为55HRC,可见40CrNiMo的淬透性比45钢要好。
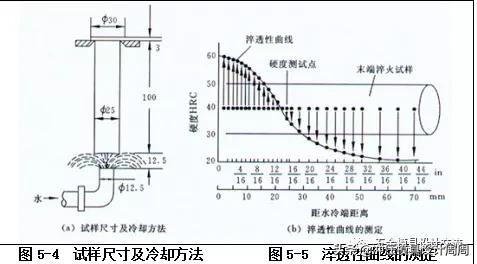
淬透性可用“末端淬火法”来测定。将标准试样(25*100mm)加热奥氏体化后,迅速放入末端淬火实验机的冷却孔中,喷水冷却。规定喷水管内径12.5mm,水柱自由高度65mm+5mm,水温20 ℃---30 ℃。图5-4为末端淬火法示意图。显然,喷水端冷却速度较大距末端沿轴向距离增大,冷却速度逐渐减小,其组织及硬度亦逐渐变化。在试样侧面沿长度方向磨一深度0.2mm--0.5mm的窄条平面,然后从末端开始,每隔一定距离测量一个硬度值,即可测得试样沿长度方向上的硬度变化,所得曲线称为淬透性曲线[图5-5)]
实验测出的各种钢的淬透性曲线均收集在有关手册中。同一牌号的钢,由于化学成分和晶粒度的差异,淬透性曲线实际上为有一定波动范围的淬透性带。
根据GB225-63规定,钢的淬透性值用J HRC/d表示。其中J表示末端淬火的淬透性,d表示距水冷端的距离,HRC为该处硬度。例如,淬透性值J42/5,表示距水冷端5mm试样硬度为42HRC。样表面至半马氏体区(马氏体和非马氏体组织各占一半)的距离。在同样淬火条件下,淬透层深度越大,则反映钢的淬透性越好。
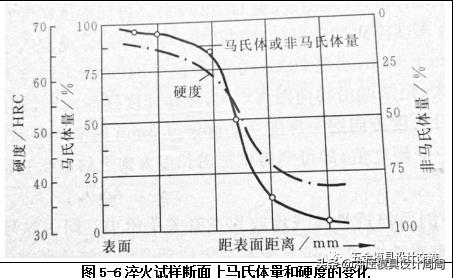
半马氏体组织比较容易由显微镜或硬度的变化来确定。马氏体中含非马氏体组织量不多时,硬度变化不大;非马氏体组织量增至50%时,硬度陡然下降,
曲线上出现明显转折点,如图5-6所示,另外,在淬火试样的断口上,也可以看到以半马氏体为界,发生由脆性断裂过度为韧性断裂的变化,并且其酸蚀断面
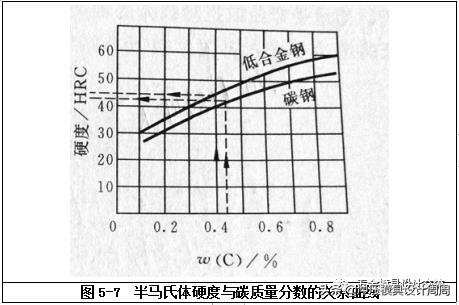
呈现明显的的明暗界线。半马氏体组织和马氏体一样,硬度主要与碳质量分数有关,而与合金元素质量分数的关系不大,如图5-7所示。
值得注意的是,钢的淬透性与实际工作的淬透层深度并不相同。淬透性是钢在规定条件下的一种工艺性能,而淬透层深度是指实际工作在具体条件下淬火
得到的表面与马氏体到半马氏体处的距离,它与钢的淬透性、工作的截面尺寸和淬火介质的冷却能力等有关。淬透性好,工件截面小、淬火介质的冷却能力
强则淬透层深度越大。钢淬火后硬度会大幅度提高,能够达到的最高硬度叫钢的淬硬性,它主要决定与马氏体的碳含量。
2影响淬透性的的因素
钢的淬透性由其临界冷却速度决定。临界冷却速度越小,即奥氏体越稳定,则钢的淬透性越好。因此,凡是影响奥氏体稳定的因素,均影响钢的淬透性。a 碳质量分数,对于碳钢,碳质量分数影响钢的临界冷却速度。亚共析钢随碳质量分数减少,临界冷却速度增大,淬透性降低。过共析钢随碳质量分数增加,临界冷却
速度增大,淬透性降低。在碳钢中,共析钢的临界临近冷却速度最小,其淬透性越好。b 合金元素,除钴以外,其余合金元素溶于奥氏体后,降低临界冷却速度,使C曲线右移,提高钢的淬透性,因此合金钢往往比碳钢的淬透性要好。c奥氏体化温度,提高奥氏体化温度,将使奥氏体晶粒长大、成分均匀,可减少珠光体的生核率,降低钢的临界冷却速度,增加其淬透性,d 钢中未溶第二相,钢中未溶入奥氏体中的碳化物、氮化物及其他非金属杂物,可称为奥氏体分解的非自发核心,使临界冷却速度增大,降低淬透性。
3淬透性曲线的应用
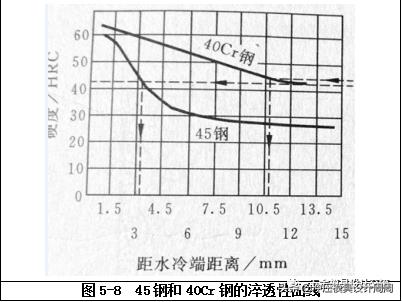
利用淬透性曲线,可比较不同钢种的淬透性。淬透性是钢材选用的重要依据之一。利用半马氏体硬度曲线和淬透性曲线,找出钢的半马氏体区所对应的
距水冷端距离。该距离越大,则淬透性越好【图 5-8,由图中可知40Cr钢的淬透性比45钢要好。
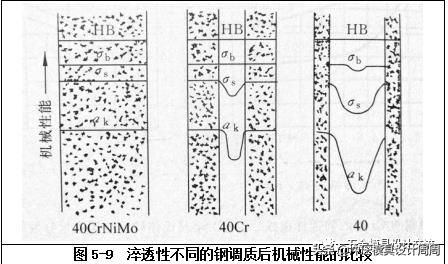
淬透性不同的钢材经调质处理后,沿截面的组织和机械性能差别很大(图 5-9)。图中40CrNiMo钢棒整个截面都是回火索氏体,机械性能均匀,强度高,
韧性好。而40Cr、40钢的都为片状索氏体+铁素体,表层为回火索氏体,心部强韧性差。截面较大、形状复杂以及受力较苛刻的螺栓、拉杆、锤杆等工作,要
求截面机械性均匀,应选用淬透性好的钢。而承受弯曲或扭转载荷的轴类零件、外层受力较大,心部受力较小,可选用淬透性较低的钢种。
好啦,今天的文章就到此结束啦,剩下的咱们下期在说吧,喜欢本文的可以转发到朋友圈或者是点击一个“再看”,你们的支持和鼓励就是我最大的动力。
另外想要学习或者了解五金汽车冲压模具设计的朋友,可以扫描下方二维码,添加作者的联系方式,详细咨询,想要观看晚上免费公开直播课的朋友,也可以扫描微信二维码添加,获取课堂链接
相关参考
弹簧钢刀淬火回火教学(冷冲压模具的常规热处理工艺第三章“回火”的讲解)
4.回火钢件淬火后,为了消除内应力并获得所需求的组织和性能,将其加热到Ac、以下某一温度,保温一定时间,然后冷却到室温的热处理工艺叫做回火。淬火钢一般不直接使用,必须进行回火。这是因为:第一,淬火后得到的...
...检测→检测报告→检测报告确认→工程部→客户二:模具设计1.模具设计流程(1)模具设计流程图(2)此为模具设计基本流程,一般情况下,都应遵循该流程的步骤来规划及实施设计工作。对于某些特殊产品的设计
模具钢材有哪些(冲压设计:钢板模具材料种类及特性对比总结,收藏级)
...下的性能:(1)优良的耐摩损性;(2)韧性大,耐冲击性好;(3)由热处理的变形率(热处理变形)小;(4)淬火性良好;(5)硬度大;(6)对脱碳的抵抗大;(7)热处理简单;(8)价格低;(9)有市场性。二、模钢
首先模具机加工后淬火前进行去应力处理真空高压气体淬火工艺预热按照模具复杂程度和厚度情况,可选择进行2~3次预热,预热保温时间以模具心部接近炉膛温度为宜。第一阶段预热,升温速度可选择150~210℃/h,升温至Ta=650...
首先模具机加工后淬火前进行去应力处理真空高压气体淬火工艺预热按照模具复杂程度和厚度情况,可选择进行2~3次预热,预热保温时间以模具心部接近炉膛温度为宜。第一阶段预热,升温速度可选择150~210℃/h,升温至Ta=650...
图1所示厚板零件料厚4.5mm,材质为65Mn。在冲压工艺中,通常板料厚度≤1.0mm称为薄板;厚度在1.0~4.0mm称为中厚板;厚度≥4.0mm称为厚板。该零件料厚4.5mm,属于厚板范畴,采用常规冲压工艺生产,其剪断面上呈现不同断面的特征...
...的一重要零件,形状看似简单,但其冲压工艺性极差。在设计模具时,将凹模圆角半径尽量地放小,使零件不易窜动。模具一次试压合格。冲压零件在生产实践中,其工艺性的好与坏、模具结构设计的合理与否,对冲压零件生产...
图1-6为可直接套用仿照图1-5所示复合模进行设计的部分拉深件结构。在进行此类拉深件模具结构的套用仿照设计时,除了修改凸、凹模及相关零件的形状与尺寸外,还应注意依据拉深件高度核对冲压设备的行程。选用典型组合标...
...的一重要零件,形状看似简单,但其冲压工艺性极差。在设计模具时,将凹模圆角半径尽量地放小,使零件不易窜动。模具一次试压合格。冲压零件在生产实践中,其工艺性的好与坏、模具结构设计的合理与否,对冲压零件生产...
1模具铸造工艺流程介绍冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成汽车覆盖件成品(或半成品)的一种专用工艺装备,其主体结构(模座、压料板、凹模、凸模等)主要由铸造成型,如图1所示。冲压模具从设...