液压缩径机(浅谈汽车零件锻造企业精密锻造发展方向)
Posted
篇首语:学习并不等于就是摹仿某些东西,而是掌握技巧和方法。本文由小常识网(cha138.com)小编为大家整理,主要介绍了液压缩径机(浅谈汽车零件锻造企业精密锻造发展方向)相关的知识,希望对你有一定的参考价值。
液压缩径机(浅谈汽车零件锻造企业精密锻造发展方向)

文/颜建斌·东风锻造有限公司
瞿良·东风汽车集团股份有限公司
一辆汽车上采用“冷温锻”近净成形工艺制造的零件品种(包括复杂程度、重量大小、精度高低)和零件数量的多少,体现了汽车先进制造技术的水平。我国目前一辆汽车采用国产技术装备生产的冷温锻零件数量只有国外的三分之一,对于形状复杂、精度高的冷锻零件,或是直接从外方汽车集团采购,或是靠进口德国、日本极为昂贵的冷温锻压力机和大型精密模具来生产。总体来说,我国汽车行业的研发能力与制造技术水平还不够,整体汽车质量与国外存在一定差距,特别在精锻方面,汽车零件精锻技术水平和先进国家的差距很大。精密锻造技术已成为汽车企业保持竞争优势而必须掌握的核心技术之一。
精锻在汽车零件产业链的优势
由于锻压工艺制造的零件强度高,韧性好,适合于大批量生产,因此汽车上有近60%零件采用锻造生产。近年来,随着汽车产量飞速增长,各主机厂在提升和整合整车产能时,对零部件的整合也在同步规划中。日本JATCO 为使CVT 变速箱尺寸减少及达到轻量化要求,将齿轮和轴组合成一种滑轮并实现近净成形,改形后结构更加紧凑,环境更为友好。越来越多的整车企业在追求轻量化和节油率,用精密锻造技术替代切削加工工艺成为新产品开发主要方向,所有这些都为精密锻造发展提供了机遇。
从目前实践来看,精密锻造可以降低整个供应链的制造成本,一般节约率在15%以上。在采用精密锻造工艺后尽管锻造成本增加,但是减少了机加工的费用,从而大大降低了总的成本。如结合齿轮整体锻造替代同步齿轮与本体分开加工的制造工艺,可以节约生产成本25%左右,这代表着未来汽车变速器齿轮加工的趋势。
精密锻造另一个重要特征就是制造成本随着生产量增加而逐步降低,这主要体现了模具成形工艺的优点,高效率和高一致性。虽然在生产中固定成本高,但是生产效率也高,对于大批量生产的零件,在产能提升上只需投入很少,就能使产能得到极大提升。
传统的汽车锻造企业为了提升汽车零部件的竞争优势,需要投入到精锻研究与投资上,因此发展精锻势在必行。
精密锻造发展的主要工艺形式
精密锻造是指可生产具有较高表面质量和尺寸精度的少无飞边近净形锻件的工艺过程。一般传统的热锻工艺难以有效获取近净形锻件,为解决这一矛盾,在原热锻基础上,利用如塑性理论、材料科学及摩擦学改进了锻造工艺,开发了精密锻造技术。目前精密锻造技术有多种分类,一般可根据锻造温度以及成形方式来区分。
锻造温度区分
从温度区间分为冷锻、温锻及温锻(热锻)-冷锻复合锻造。
(1)冷锻工艺是指在室温下对钢进行酸洗、磷化、皂化后成形锻件。其锻件精度可以达到IT8 ~11 级。
(2)温锻工艺在工业界指在高于室温、低于热锻终锻温度(1000℃~1250℃)范围内进行的锻造工艺,此时锻造氧化皮厚度仅为10μm,精度在IT11 ~14级。
(3)温锻(热锻)-冷锻联合成形工艺,就是将金属用温锻成形方法制成基本接近产品最终形状的毛坯,经清理和润滑处理后,通过冷锻的方法将毛坯精整或整形,最终产品精整部分精度达到冷锻水平。
成形方式区分
在发展传统闭式模锻工艺的过程中,在无飞边模锻(即闭式模锻)基础上增加了闭塞锻造、分流锻造,模具突破了传统热锻中上模、下模、顶杆的简单模具结构形式。相对于传统的锻造方法,有以下几个特别的工艺。
(1)挤压。
坯料在三向不均匀压应力作用下,从模具的型腔挤出,使之横截面积减小、长度增加、成为锻件的加工方法称为挤压。主要用于冷挤各种花键,温挤各种阀体,热挤半轴套管等。
(2)闭塞锻造。
闭塞锻造是在封闭凹模内通过一或两个凸模单向或对向挤压金属一次成形,获得无飞边的近净形精锻件的模锻。闭塞锻造可实现无飞边锻造,材料利用率高,设备吨位小,尺寸精度高。
(3)分流锻造技术。
分流锻造的主要原理是在毛坯或模具的成形部分建立一个材料的分流腔或分流通道。锻造过程中,材料在充满型腔的同时,部分材料流向分流腔或分流通道。分流锻造技术的应用,使较高精度齿轮的少、无切削加工迅速达到了产业化规模,主要应用于正齿轮和螺旋齿轮的冷锻成形。
典型零件精锻工艺介绍
目前汽车上精密锻件主要集中在变速箱(图1)及后桥总成(图2)中,另外轿车零件中传动总成、后轴驱动汽车上的半轴都是典型的汽车精密锻件。对于我们传统的汽车锻造企业,有以下主要类型零件采用了精锻工艺,其中有的已经进入批量生产,有的还在研发阶段。
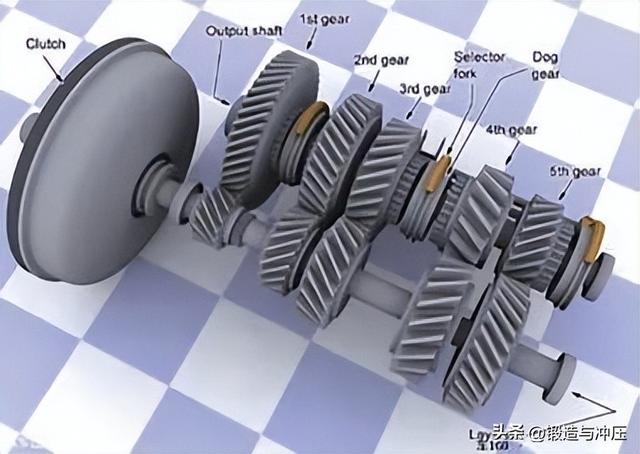
图1 变速箱组成
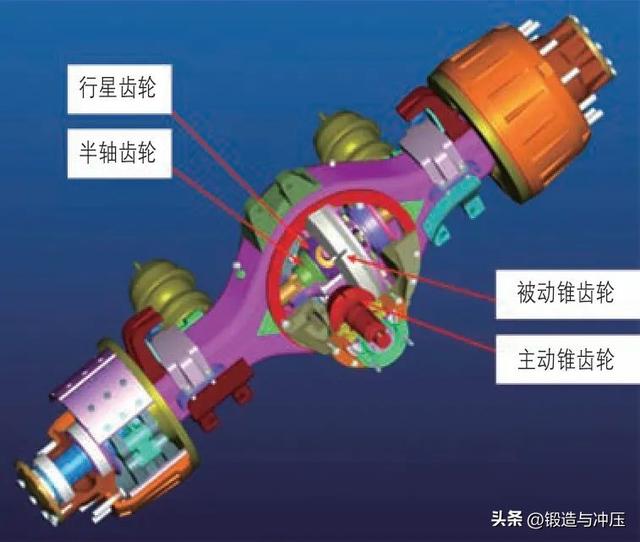
图2 后桥解剖图
直齿锥齿轮
锥齿轮的精锻技术在生产中应用较早。其发展已由最初的两火两锻发展至一火两锻。形状复杂的较大直径的齿轮也能用热锻的方法以最少的工序进行成形。目前,汽车差速器的锥齿轮已基本淘汰切削加工技术转而采用精锻工艺生产。
随着产品精度要求的提升,热精锻齿轮尺寸精度已经不能满足产品精度要求,如轿车上的行星半轴齿轮已开始采用冷锻工艺如闭塞锻造和冷摆辗技术,产品精度为IT7 级。不过冷锻的适用性低,目前国内只能生产直径在φ90mm 以下的齿轮。
综合热锻和冷锻优点,发展趋势是热-冷或温-冷复合锻造工艺,或者用温精锻直接成形精度较高的直齿锥齿轮。图3 和图4 为温锻+冷精整工艺,其精度可以达到IT7.5 级。

图3 温锻闭塞成形
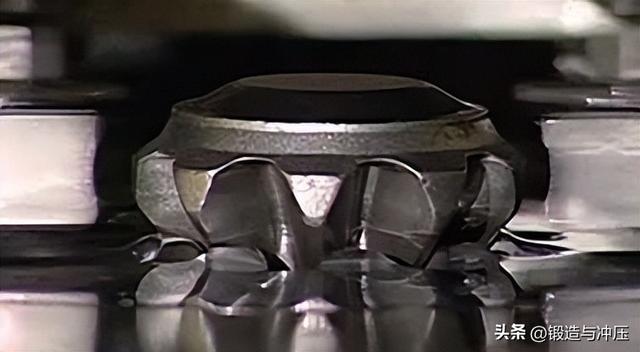
图4 冷精整
变速箱结合齿
随着国内汽车节能减排和轻量化要求的提升,变速器中的结合齿(图5)齿轮结构向整体化发展,应用热锻成形与冷锻精整相结合的方法来生产汽车变速器的同步齿轮与本体联成一体的整体锻件。对结合齿齿形,采用热精锻或温锻,然后对精锻件进行冷精整以保证齿形精度,冷精整及倒锥角成形工序在油压机上进行。冷精整时对齿形、端部倒角及切削加工定位面进行成形,然后采用径向缩径法加工出结合齿倒锥角。在综合控制精锻各工艺环节后,生产工艺的难度得到了降解,可以实现工艺系统的稳定。

图5 变速箱结合齿精锻件
在国内,江苏太平洋用热模锻压力机进行闭式热模锻,冷锻来成形结合齿精锻齿坯,实现了以结合齿为典型件的温、冷复合成形的批量生产。精密锻造的结合齿较传统机加工成形的结合齿轮,齿形结合柔和,抗冲击、耐疲劳,生产成本低,质量比较稳定,已在汽车行业广泛应用。
直齿圆柱齿轮
直齿圆柱齿轮是变速器、分动器及驱动桥等部件的主要零件。直齿圆柱齿轮精锻由于没有拔模斜度,出模困难的同时齿尖成形困难,该工艺普及的程度较低。其精锻的工艺方法主要有热精锻、冷精锻、冷挤压、热锻一冷推挤、温锻一冷挤压等。图6 是考虑分流原理,采用齿轮分流锻造工艺技术,开发的手动变速箱倒挡齿轮零件。由于倒挡齿轮的齿面有一定的锥度要求,因此齿形成形后要对齿面进行一次锥度冷锻整形。
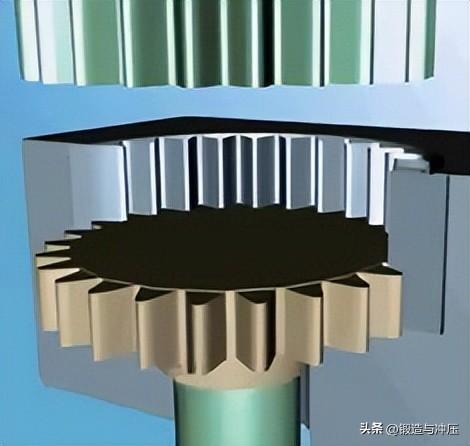
图6 分流锻造工艺
采用正挤压的方法成形薄片齿轮和小齿轮是国内采用较多的工艺。典型的有汽车起动器直齿圆柱齿轮,采用的是冷挤压工艺。先用冷挤压工艺生产渐开线齿形花键轴(图7),然后用线切割花键轴的方法生产小模数正齿轮,精度可达IT7.5 级。其应用已从汽车起动电动机、摇窗机等外围部件发展到汽车转向机、变速箱等关键总成上。

图7 花键轴冷挤工艺
直齿圆柱齿轮采用温锻与开式冷挤压结合方法,可以有效降低成形力,提高模具寿命,采用温锻和冷挤压结合的成形工艺方案已成为精锻的一个重要发展方向。
螺旋锥齿轮
由于螺旋伞齿轮大、齿槽深,而且受螺旋角的影响,其精锻比直齿伞齿轮精锻难度大得多。精锻螺旋伞齿轮在发达国家制造出来的齿轮精度高,已开始广泛用于汽车工业。
目前国内螺旋伞齿轮采用无飞边闭式模锻工艺。坯料由少无氧化加热,首先用扩辗工艺制坯(镦粗、冲孔、扩孔),制坯完成后进行预锻和终锻,齿面留少量余量进行精铣。
洛阳市冠华精锻齿轮总厂开发了近净成形技术。其工艺是热锻+温精整或热锻+冷精整,在亚热锻范围(950℃~1050℃)内在闭塞模具中使金属塑性变形并快速流动充满型腔,获得具有合格齿形的精锻齿坯;在(800℃~650℃)温锻范围内进行精整形精压,提高精锻齿坯的齿形精度。
精锻发展方式与策略
精密锻造相对于普通锻造,其发展伴随的是高投资和高风险。我认为传统的锻造企业发展精锻工艺,更多的是立足于企业现有资源,无论是通过引进还是自行开发,都要结合工厂现有基础与优势,发展具有自身特色的精锻技术,其发展路线与侧重点需要从人员、设备、管理以及开发模式上进行考虑。
技术人员的素养准备
精密锻件的设计更接近于产品设计,对部分特征的要求就是产品的最终要求,必须对产品设计及使用有更深入的了解,工厂里需要有专门的产品设计人员,在产品的开发、生产过程中保持与总成紧密联系,对产品有更大的话语权,因为这对于产品研发部门来说已不是传统意义上的毛坯设计。
这就要求技术人员掌握更多产品设计知识,如齿轮传动原理、齿形设计方法与检测方法等。新工艺开发人员对于设备参数与特点、模具材料特性、原材料特性、润滑等知识都需要有深入的了解,这些都是影响工艺成败的关键。
精锻产品设备的选择
精锻成形可以采用多种工艺技术,一般选择在通用压力机上和专用压力机上的精密成形。一般来说传统的汽车零部件锻造企业,对于通用压力机更加熟悉,因此采用通用压力机开发的风险会小一些。但对于现有的设备要尽可能恢复或提高精度,满足精密锻件的精密要求。为了实现精锻工艺,在夹持器和模具结构形式上进行创新,如在热模锻压力机上可以设计液压模架,实现复杂的复动成形,来实现精密锻造。目前用闭式锻造模具批量生产了轿车变速箱的无飞边齿坯,尺寸精度在±0.5mm;在12.5MN 上用液压模架实现了φ140mm 的半轴齿轮的闭塞精锻;在80MN上采用弹簧闭塞模具用中空分流法实现了φ400mm螺旋伞齿的半精锻(齿面余量在1.0mm)。采用普通液压机,可以实现冷精整工艺。
当然,要成为技术的真正领先,采用专用压力机,特别是全自动的专用压力机是追求的终极目标。例如,采用HATEBUR 生产无飞边齿坯,生产效率可以达到4000 ~6000 件/小时,由于节拍快,氧化少,加工余量最小可达0.5mm。而在采用温锻工艺时,由于温度要求更苛刻,采用多工位温锻压力机才能真正满足要求。
总的来说,设备使用上的调整、稳定性和生产成本是选择工艺的前提因素。技术的先进性往往应该服从具体的适应性和针对性。选用何种锻压设备和工装主要是结合本单位的实际情况与经济实力,以利于充分发挥其设备的经济效能,从而实施科学的、先进的作业方式。
管理的提升
精锻工艺水平从某种程度反映了锻造企业的管理水平,因此要发展精密锻造,必须要对现有的管理水平进行提升。与传统的锻造生产相比,精锻管理更严格,生产后不像传统的毛坯有回旋的余地。在传统的锻造中,为了降低风险,可以在设计中增加加工余量,在生产中加补偿等方法,在精锻中也无法实现。例如在无飞边锻造中,若对坯料和模具控制不力,最终形成了纵向毛刺,将对工艺水平大打折扣。而对于温锻一冷精整生产线整个过程涉及的工艺参数包括温锻的精度及冷锻精度,保证各环节的稳定性成为温锻一冷精整综合成形技术成功的关键。基于此点,由于管理提升的阶段性,可以从相对简单的精密锻造开始。
开发模式的创新
应该从基础做起,先对齿坯基本在热模锻压力机上实现无飞边锻造,逐步积累经验。在挤压工艺开发中,可以先开发出有市场竞争力的变速箱输入输出轴(图8),通过开发过程,积累出冷锻经验,进一步用该方法挤压直齿齿轮。总之,在开发模式上要结合工厂实践,逐步实现精锻的完满转身。

图8 冷挤输出轴
另外在精锻中涉及的交叉学科更多,制造技术、设备技术、工艺技术,已经不能单纯依靠一家来实现。需要加强与高校研究所的联系,开展以科研院所为主体的精密锻造基础研究和企业为主体的精密锻造应用研究。通过参与专项课题,如“齿轮自动化多工位温锻生产线”,对成套装备及配套工艺和模具技术进行系统开发,实现具有自主知识产权的技术。
总之,汽车零件锻造企业需要把握精密锻造工艺发展趋势,选择适合自己发展的精密锻造工艺,为构建企业发展的核心竞争力谋得先机。
结束语
为了提升我们汽车制造业的竞争力,使锻造成为高科技零件的源泉,同时使汽车零部件企业赢得市场,我们必须发展精密锻造。对于各种精密锻造的工艺和产品,锻造企业应根据产品发展趋势,结合工厂实际情况,走适合自己发展的路,开发出适合工厂实际的精密锻造设备和工艺,为我国的精密锻造技术做出应有的贡献。
——文章选自《锻造与冲压》2022年第13期
相关参考
温锻和热锻有什么区别(精密锻造、汽车零件锻造…聊聊锻造界的那些事—智造人才网)
锻造行业是打造重型装备、先进装备的基础,是大国间较量的必争之技。现代锻造业经过上百年的发展历程,已经形成系统且先进的锻造工艺和锻造技术。受益政策支持、技术研发与市场推动,我国锻造行业规模位居全球首位,...
温锻和热锻有什么区别(精密锻造、汽车零件锻造…聊聊锻造界的那些事—智造人才网)
锻造行业是打造重型装备、先进装备的基础,是大国间较量的必争之技。现代锻造业经过上百年的发展历程,已经形成系统且先进的锻造工艺和锻造技术。受益政策支持、技术研发与市场推动,我国锻造行业规模位居全球首位,...
...:在工作前,先向气腔一次充入定量的高压气体(氮气或压缩空气),借助于下腔液压力的改变,对定量的封闭气体进行反复地压缩和膨胀作功,使锤头得到提升和快速下降进行锻击。工作特点:油腔进油,锤头提
...:在工作前,先向气腔一次充入定量的高压气体(氮气或压缩空气),借助于下腔液压力的改变,对定量的封闭气体进行反复地压缩和膨胀作功,使锤头得到提升和快速下降进行锻击。工作特点:油腔进油,锤头提
油壓生爪成形盤(【锻造基础】液压锻锤——量大面广的锻造设备)
...:在工作前,先向气腔一次充入定量的高压气体(氮气或压缩空气),借助于下腔液压力的改变,对定量的封闭气体进行反复地压缩和膨胀作功,使锤头得到提升和快速下降进行锻击。工作特点:油腔进油,锤头提
油壓生爪成形盤(【锻造基础】液压锻锤——量大面广的锻造设备)
...:在工作前,先向气腔一次充入定量的高压气体(氮气或压缩空气),借助于下腔液压力的改变,对定量的封闭气体进行反复地压缩和膨胀作功,使锤头得到提升和快速下降进行锻击。工作特点:油腔进油,锤头提
来源:新材料在线 锻造在中国有着悠久的历史,它是以手工作坊的生产方式延续下来的。大概是在20世纪初。它才逐渐以机械工业化的生产方式出现在铁路、兵工、造船等行业中。这种转变的主要标志就是使用了锻造能力强大的...
来源:新材料在线 锻造在中国有着悠久的历史,它是以手工作坊的生产方式延续下来的。大概是在20世纪初。它才逐渐以机械工业化的生产方式出现在铁路、兵工、造船等行业中。这种转变的主要标志就是使用了锻造能力强大的...
来源:新材料在线 锻造在中国有着悠久的历史,它是以手工作坊的生产方式延续下来的。大概是在20世纪初。它才逐渐以机械工业化的生产方式出现在铁路、兵工、造船等行业中。这种转变的主要标志就是使用了锻造能力强大的...
铝合金锻件是金属被塑性变形压成所需形状或压缩力的的物体。锻造是金属塑性加工的重要方法之一。这种力通常通过锤子或压力来实现。通过锻造,可以压缩铸件中松散的多孔组织,并将大型铸造组织(树枝晶体)粉碎成小颗...