液压板料折弯机电路图(扭轴折弯机与电液折弯机的主要区别)
Posted
篇首语:恐惧自己受苦的人,已经因为自己的恐惧在受苦。本文由小常识网(cha138.com)小编为大家整理,主要介绍了液压板料折弯机电路图(扭轴折弯机与电液折弯机的主要区别)相关的知识,希望对你有一定的参考价值。
液压板料折弯机电路图(扭轴折弯机与电液折弯机的主要区别)

扭轴折弯机与电液折弯机的主要区别
现今市面上折弯机种类繁多,所装配置和对应系统也是多种多样。其中扭轴折弯机和电液折弯机由于功能相近,但配件、系统、价格等方面又各有千秋,常常被拉出来做对比。那么如何在诸多折弯机中选出一台“永不落后”的高性能、高性价比又好用的折弯机呢?接下来我们将从多个角度出发,为您介绍扭轴折弯机和电液折弯机的区别。
结构原理不同
两种机型的设计原理不同,导致折弯滑块两边保证同步的结构不同。扭轴折弯机是采用扭力轴链接左右摆杆,形成扭力轴强迫同步机构对两侧油缸上下运动,所以扭轴折弯机是机械式强制同步方式,同时滑块的平行度无法自动检查与调解。电液折弯机则是在滑块或床身上安装光栅尺,数控系统可以通过光栅尺随时反馈的信息分析滑块两边的同步情况。如果出现误差,数控系统会通过比例电液伺服阀进行调整,使滑块两侧行程同步。数控系统、液压控制阀组、光栅尺构成了电液折弯机的反馈闭环控制。

扭轴折弯机所配扭力轴

电液折弯机所配光栅尺
工件精度
滑块平行度决定工件的角度,扭轴折弯机是机械保持滑块同步,没有实时的误差反馈,机械本身不能做出自动调解,导致加工精度差。另外它的偏载荷能力差,因为扭轴折弯机是通过扭力轴强迫同步机构对两侧油缸上下运动,如果长期偏载,会导致扭力轴变形。电液折弯机是系统通过比例电液阀组控制滑块同步,光栅尺实时的误差反馈,如果出现误差光栅尺反馈后系统通过比例阀进行调整,保持滑块的同步,提升了加工精度。
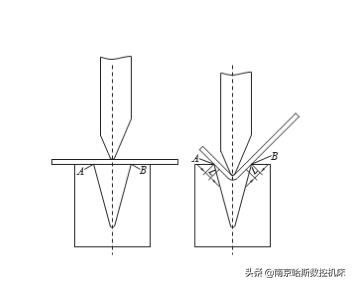
折弯过程
运行速度
机器工作中有三点决定它的运行速度:(1)滑块速度,(2)后挡料速度,(3)折弯步骤。扭轴折弯机选用的是6:1或8:1的油缸,速度慢,而电液同步折弯机选用的是13:1或15:1的油缸,速度快。所以电液折弯机的快下速度和回程速度远远高于扭转折弯机。扭轴折弯机滑块下行时,速度虽然有快下及慢下功能,但快下和回程速度只有80mm/s,而且快慢转换不流畅。后挡料的运行速度只有100mm/s。电液折弯机滑块下行时,速度有快下和慢下功能,快下和回程速度可以达到200mm/s,而且快慢转换流畅,可以极大提高生产效率。同时后挡料的运行速度达到400mm/s。

运行速度对比
机械强度
因为本身设计的原因,导致扭轴折弯机不能偏载折弯,如果长期偏载折弯会导致扭力轴变形。电液同步数控折弯机不存在这样的问题,左右两边的Y1、Y2轴是独立运行的,所以可以偏载折弯。

扭轴折弯机的扭力轴
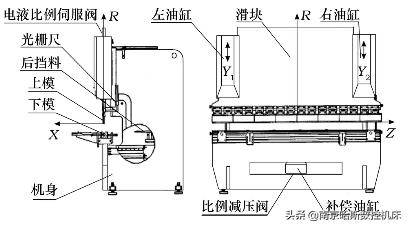
电液折弯机原理图
实际操作
大多数扭轴折弯机没有配置数控系统,更没有V轴补偿,所以在根据图纸加工时,只能依靠老工人的经验来放样先做试折。如果不达标还要继续试,这个过程不仅产生废料,而且招操作工人时选择范围小同时工资高。当然,必要时大家也可以选择添加手动补偿系统。电液折弯机是通过专业数控系统控制,有V轴补偿,操作简单,对工人经验要求低。有模拟折弯功能,不需要放样,只需要更正图纸输入步骤尺寸,直接进行折弯。

手动补偿系统(右上)和电动轴补偿(左下)
数控轴
扭轴折弯机控制轴数越多效果越差,一般只控制X轴和Y轴。电液折弯机不受轴数的范围控制,最少是3+1轴,即自动化程序设计可以达到高要求,如4+1轴、5+1轴、6+1轴、7+1轴、 8+1轴等等。多轴联动加工,工件在一台折弯机上一次装夹后,可进行自动换刀、旋转主轴头、旋转工作台等操作,完成多工序、多表面的复合加工,不仅光洁度高,而且效率也大幅度提高。
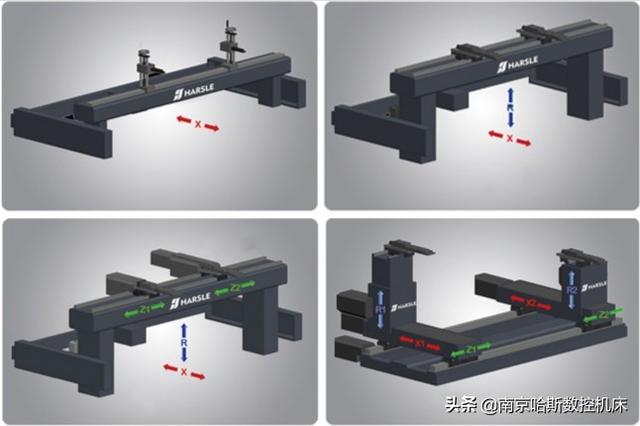
常用于电液折弯机的多轴选择
高级选配
扭轴折弯机可以在原机的基础上选配一些更优配置,如普通快夹、手动补偿、升降挡指、滚珠丝杆和直线导轨后挡料、油冷却器、光幕保护等。但是电液折弯机不仅可以配备上述这些基础配置,更是可以配备多种高级配件。例如在普通快夹的基础上配备更好的TYOKKO型快夹或AMADA型快夹。升降挡指不仅可以选择手动的,更可以选配通过交流电机在导轨上运行的电动Z挡指。光幕保护也可以换为更灵敏安全的激光保护。另可配置具有节能、低噪音、冲压速度快、精确度更高、油耗更少等诸多优点的伺服泵控系统;能大大提高生产效率的机械手;液压夹紧系统;随动托料和激光角度检测仪。

扭轴折弯机(左)与电液折弯机(右)常用选配
电液折弯机和扭轴折弯机的主要差异,在于是否具有反馈闭环,是否有电液折弯机补偿,两者要区分清楚。扭轴折弯机是机械调节油缸行程,电液折弯机是靠液压控制行程。扭轴折弯机靠平衡轴控制,电液折弯机靠两边伺服比例阀同步。电液折弯机指综合了电气和液压两方面的优点,具有控制精度高、响应速度快、输出功率大、信号处理灵活、易于实现各种参量的反馈等优点。一台电液折弯机的工作效率,可以抵两到三台扭轴折弯机。
综上所述,根据实际加工需求来选择折弯机,电液伺服同步折弯机精度高,有实时误差反馈,折弯滑块抗偏载荷能力强;扭轴同步折弯机精度低,没有误差反馈,折弯滑块抗偏载荷能力差,电液伺服折弯机要比扭轴同步折弯机复杂,整机价格更高。大家可以根据上述介绍,从以下几个具体方面选择合适的折弯机。
1、加工工件的精度要求(扭轴折弯机精度偏差)。
2、机器每天工作时间(电液折弯机效率高,可以缩短工时,减少人力成本)。
3、机器操作人员是否为老员工(扭轴折弯机只能通过经验调试,新手不易操作,而电液折弯机是系统控制,简单方便)。
4、之前是否购买过扭轴折弯机,了解故障率情况,经常出现故障会降低工作效率,耽误工期(电液折弯机故障率极低)。

扭轴折弯机与电液折弯机的选购推荐
相关参考
折弯机折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹...
扭轴数控折弯机(时间像砂纸,能打磨世人,也会打磨机械—折弯机变形原因与处理)
折弯机是一种能够对薄板进行折弯的机器,其主要构成:滑块部分:采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成。左右油缸固定在机架上,通过液压使活塞(杆)带动滑块上下运动,机械挡块由数控系统控制...
...地提高,而作为锻压、钣金行业的重要生产设备——数控折弯机也在不断地更新发展。本文来谈一谈数控折弯机的发展历程和新型数控折弯机的性能与优点:数控折弯机从以往的简易数控(扭轴同步)折弯机发展到当下流行的电...
...地提高,而作为锻压、钣金行业的重要生产设备——数控折弯机也在不断地更新发展。本文来谈一谈数控折弯机的发展历程和新型数控折弯机的性能与优点:数控折弯机从以往的简易数控(扭轴同步)折弯机发展到当下流行的电...
折弯机模具是折弯机用来成型加工板料的工具,这种工具有各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。用以在折弯机压力的作用下使坯料成为有特定形状和尺寸...
液压板料折弯机说明书控制器(值得收藏二手折弯机与剪板机操作大全)
中国拆迁网小编为大家带来的是二手折弯机与剪板机操作规范大全,各位老板可以收藏关注哦!一、折弯机安全操作规范工作前:1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。2、开机前应将上、下模具清理、...
液压板料折弯机说明书控制器(值得收藏二手折弯机与剪板机操作大全)
中国拆迁网小编为大家带来的是二手折弯机与剪板机操作规范大全,各位老板可以收藏关注哦!一、折弯机安全操作规范工作前:1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。2、开机前应将上、下模具清理、...
液压站液压系统接线图(电液伺服折弯机你不知道的操作秘籍必看必收藏)
新用户在首次使用电液伺服折弯机时通常会遇到各种问题,为使客户更快更好地使用电液伺服折弯机,HARSLE的工程师录制了电液伺服折弯机DA-66T和DA-69T的完整使用指导,从加油接线、编程折弯到测量校准再到关机,内容一应俱全...
液压站液压系统接线图(电液伺服折弯机你不知道的操作秘籍必看必收藏)
新用户在首次使用电液伺服折弯机时通常会遇到各种问题,为使客户更快更好地使用电液伺服折弯机,HARSLE的工程师录制了电液伺服折弯机DA-66T和DA-69T的完整使用指导,从加油接线、编程折弯到测量校准再到关机,内容一应俱全...
折弯机加什么液压油(DA-53T电液伺服折弯机操作指导17年老工程师极力推荐)
新用户在首次使用电液伺服折弯机时通常会遇到各种问题,为使客户更快更好地使用电液伺服折弯机,HARSLE的工程师录制了Smart系列DA-53T电液伺服折弯机的完整使用指导,从加油接线、编程折弯到测量校准再到关机,内容一应俱...