液压推料器工作原理(MFC:好文共分享 伺服压力机那点事儿~)
Posted
篇首语:春衣少年当酒歌,起舞四顾以笑和。本文由小常识网(cha138.com)小编为大家整理,主要介绍了液压推料器工作原理(MFC:好文共分享 伺服压力机那点事儿~)相关的知识,希望对你有一定的参考价值。
液压推料器工作原理(MFC:好文共分享 伺服压力机那点事儿~)
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。

这是金属板材成形之家发布的第788篇文章!
文章来源:《金属加工》杂志
本期小编特别发布一篇孙教授关于伺服冲压方面的珍藏文章,绝对权威,有深度的借鉴意义,好文共分享!
交流伺服电机驱动是目前成形装备发展的一个新方向,不但可以实现成形装备柔性化和智能化,还可以提高生产率和产品质量、节能环保。本文介绍了交流伺服压力机工作原理和发展现状。列举了若干基于交流伺服压力机的成形工艺实例,说明这种新型压力机在冲裁、拉深、挤压、精冲等工艺中的优良性能。最后就这种压力机的发展趋势进行了讨论。
传统的压力机,尤其是各种机械压力机,均以交流感应电机为动力,靠飞轮储存能量、离合器控制起停。其最大的缺点是滑块工作特性固定,无法调节,工作适应性差,缺乏“柔性”。交流伺服压力机是成形装备的最新发展,它以计算机控制的交流伺服电机为动力,通过螺旋、曲柄连杆、肘杆或其它机构将电机的旋转运动转化为滑块所需的直线运动。它不但可以保持机械驱动的种种优点,而且改变了其工作特性不可调的缺点,使机械驱动的成形装备也具有了柔性化、智能化的特点,工作性能和工艺适应性大大提高。还简化了结构,方便安装、减少维修、降低能耗、减轻重量。它是高新技术与传统机械技术的结合,对于推动成形装备的更新换代,具有不可限量的影响。短短十多年,其应用领域已经从注塑机发展到折弯机、机械压力机、数控回转头压力机、螺旋压力机等多种成形设备。日本各个著名的压力机制造厂商如AIDA、KOMATSU、AMINO、ENOMOTO等公司均投入大量人力物力进行开发,并已推出商品化的产品。AIDA公司将其开发的这种新型压力机称之为“第三代压力机”,认为具有划时代的意义。欧洲一些压力机厂商也加入到这一行列,如德国SCHULER公司在07年北京国际机床展(CIMT07)上推出了2,500—6,300kN的这类压力机系列产品。国内不少厂家最近也开始了这一技术的研究与产品开发。本文介绍交流伺服传动的基本原理及在压力机中的应用现状与发展趋势,介绍若干基于交流伺服压力机的冲压工艺。
1.电气传动与交流伺服驱动
以电动机为基础的电气传动技术诞生于十九世纪初,迄今已有近200年的历史,它已经成为包括锻压机床在内的各种机械装备的主要传动方式。
电气传动分直流和交流两大类。由于直流传动具有优越的调速性能,直到上世纪上半叶,高性能可调传动均采用直流电动机,而占电气传动总量80%以上的一般传动则采用交流电动机,不能调速,绝大部分锻压机械都属于这一类。“直流调速,交流不调速”形成了一种普遍的格局。尽管直流调速有许多优越性,但由于采用机械换向,存在有换向器寿命低、换向火花、造价高等问题,电机容量和速度以及应用场合均收到一定限制,例如,其极限容量-速度积仅为106kW.RPM。
20世纪60-70年代,随着电力电子技术的发展,特别是大规模集成电路和计算机控制技术的出现,产生了高性能交流调速系统,它克服了直流调速系统的缺点,达到直流调速同样的性能。交流调速在近30年来得到迅速发展,已经取代直流调速系统,成为电气传动的主要发展方向。据统计,在2001年世界可调电气传动产品中,交流传动已经占到2/3以上。
伺服电机传动指电动机的转速或其它参数可以按照任意的输入信号而变化。长期以来,交流伺服电机仅仅作为执行元件,应用于伺服控制系统,功率不超过1千瓦。大功率交流伺服电机及其驱动控制装置的出现,使这一技术得以应用于机械装备的主传动,成为交流伺服驱动系统。正是在这种背景下,发达国家在上世纪末期,开始了将交流伺服传动技术应用于锻压机械的研究和产品开发,出现了交流伺服电动机驱动的压力机,十多年来得到了迅速发展。
2.交流伺服压力机的特点
(1)实现柔性化和智能化,工作性能提高由于原动机由不能调节和控制的普通感应电机改为CNC控制可任意调节的伺服电动机,自动化智能化程度提高,工作效率提高;可以获得任意的滑块特性,设备的工艺适应性扩大;可以根据不同的工艺采用相应的优化曲线,提高工作性能。例如在伺服压力机上拉深,成形极限可以提高25%。
(2)精度高一方面,伺服压力机的运动可以精确控制,一般均装有滑块位移检测装置和滑块行程调节装置,滑块的任意位置(包括下死点)可以准确控制。伺服压力机滑块位置精度一般可以达0.01mm;另一方面,滑块运动特性可以优化,例如拉深、弯曲、压印时,适当的滑块曲线可减少回弹提高制件精度。
(3)简化传动环节,减少维修和节省能量伺服压力机省去飞轮、离合器甚至采用直接传动,传动环节大大减少,维修工作量亦相应减少。
伺服压力机节能主要体现在以下几个方面:伺服电动机较普通感应电机效率高。交流伺服电动机采用变频调速,效率高,损耗小。减速时采用电磁制动,制动能量可储存回收。与机械制动和液压传动的节流调速相比,可大大节省能量。在普通压力机中,飞轮空转耗能约占总能耗的6—30%,。伺服压力机没有飞轮,仅在工作时电机才旋转,这一部分能量得以节省。在普通压力机中,离合器(主要指摩擦离合器)耗能约占总能量的20%,伺服压力机取消了离合器,这一部分能量得以节省。大多数中小型机械压力机,采用摩擦制动器。制动器每周期均工作,消耗能量;伺服压力机制动器仅在停车时才起作用,制动耗能得以节省。
当然,节能效果尚决定于变流以及储能和再利用的效率。总体而言,伺服压力机较普通机械压力机和液压机都要节能。例如,采用这一技术的全电动注塑机较传统液压式注塑机节能25-60%,而日本村田公司交流伺服数控回转头压力机比液压式也节能30%~40%;日本ENOMOTO公司开发的基于这一技术的螺旋压力机节能达50%。而AMINO公司声称所开发的伺服压力机较油压机节能2/3。小松AMERICA曾进行过300吨压力机连续工作功耗对比试验,结果证明伺服压力机节能32-42%。
(4)环保伺服压力机的环保特性体现在它具有液压机的性能,但是又没有液压系统,完全消除了油液污染;又由于传动系统简化,传动噪音大大减少;滑块运动特性优化,减少工艺噪声,如静音冲裁,极大地改善生产环境。AMINO的25000KN伺服机械压力机噪音仅为75db(A),较普通压力机减少10-20db。
(5)提高模具寿命和生产率 由于振动减少,模具寿命可以提高3倍,设备寿命也相应提高。由于伺服压力机行程可以方便地调整,可以根据成形工艺需要,使压力机在必要的最小行程工作,生产效率得以提高。其工作频率不但高于液压机,而且可以高于普通机械压力机。
3.伺服压力机传动方式及典型产品
(1)伺服电机直接驱动电机直接与执行机构连接,推动滑块工作,具有最短的传动链,因而结构简单、传动效率高、精度高,很有发展前景。目前这种压力机有两种形式。
1)直线伺服电机直接驱动压力机直线电机可以直接将电能转变为直线运动,推动滑块工作,实现“零传动”。它已经成功地应用于机床的进给、磁悬浮列车等。浙江大学在上世纪90年代就曾研制过5-50KN的此类压力机,与普通机械压力机相比,节能40%,体积减少60%,重量减少40%。日本AIDA 公司已推出L-SF-300S的系列产品,最大规格10KN,行程100MM,最高工作频率为200SPM。山田DOBBY公司开发的同类压力机,具有示教功能,最大压力为24kN,滑块精度0.5μm.
2)伺服电机直接驱动曲柄 日本AIDA公司的NC1-D和NS1-D系列属于这类产品。低速大扭矩伺服电动机直接与曲柄联接,无减速机构,不但结构简单、,减少维护量、节能,而且噪音小,声称即使在住宅区内,也可以24小时工作。由于受伺服电机扭矩的限制,压力机吨位不能太大,目前最大吨位为2500KN。
(2)伺服电机—减速—螺杆此类压力机一般将伺服电机通过同步皮带与螺杆连接,将旋转运动转变为直线运动。其运动特性类似于液压机,在全行程均可获得额定压力。局限性在于滚珠丝杠承载能力有限,滑动螺旋效率低,压力机吨位不能太大。常见形式有两种:
1)全电动数控伺服折弯机板料折弯机是应用极为广泛的弯曲设备,早在上世纪80年代已经实现了数控化,普遍采用电液伺服加光栅形成闭环控制。折弯工艺从编程到弯曲过程模拟、控制、修正等均实现了高度的自动化。交流伺服电机驱动的全电动折弯机的出现,使其工作性能得到进一步提高。
KOMATSU公司在1995年就开发了PAS系列交流伺服折弯机,目前规格已达350-1250KN。除节能、结构简单等交流伺服电机驱动一般的优点外,突出的特点是克服了液压系统速度切换时的短暂停顿现象,滑块运动更加敏捷;当采用4个独立的驱动单元驱动时,可以方便地补偿机身和滑块的变形,提高制件精度。据称,与液压驱动的折弯机相比,生产率提高47%,运行成本降低35%,节电15%,试折时材料消耗减少8-14%。
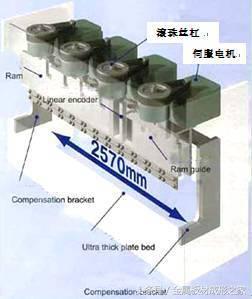
日本KOMATSU 四点折弯机
2)螺旋精密压力机AIDA公司A-SF压力机属于这类产品,目前最大吨位为800KN,其工作性能类似液压机,以静压力工作。伺服电机带动两个直径不同的皮带轮,具有不同的传动比,利用离合器来切换。空行程时,减速比小,丝杠以较高速度旋转;工作行程时,减速比大,丝杆转速慢,增力比也大。这传动方式可以降低对电机的要求。滑块上有位移传感器,反馈位移信号。KOMATSU公司HCP型伺服压力机传动原理与此类似。
(3)电机—减速—曲柄连杆(肘杆)日本KOMATSU、AIDA、AMINO、德国SCHULER等公司分别开发了各种不同形式的伺服曲柄压力机。KOMATSU 公司将这类压力机称之为“自由运动”(Free Motion)压力机。伺服驱动曲柄压力机保留了曲柄压力机的原有优点。与螺旋传动不同,回程时电机无需反向,滑块靠近下死点时速度自动降低,增力比加大。这类压力机按传动方式来分,大致有以下三种:
1)电机-减速—曲柄连杆AIDA公司的NS1系列伺服曲柄压力机属于此类型。伺服电机经一级齿轮传动驱动曲柄--连杆机构。与普通曲柄压力机不同的是,用交流伺服电机取代了普通感应电动机,取消了飞轮、离合器,同时安装了大电容来储存电能。
2)电机-减速-曲柄-肘杆采用肘杆机构可以提高增力比,减少电机容量,提高压力机吨位。KOMATSU公司H1F单点伺服压力机和AMINO公司双点伺服压力机传动原理如下图,AMINO公司此类压力机最大吨位可达25000kN。

Komatsu单点(左)和Amino双点(右)伺服压力机
3)混合传动(电机—减速--螺旋--肘杆) 采用这种传动方式,可以获得更大的增力比,制造更大吨位的压力机;缺点是由于螺旋需要正反转,工作频率不能太高。日本小松公司H2F双点伺服压力机传动原理,两台伺服电机通过皮带减速,带动滚珠丝杠运动,再通过肘杆机构带动滑块上下运动。压力机不仅有位移传感器,而且有压力传感器,以反馈压力信号。2004年小松公司生产的多点压力机规格已经达到42000kN。AMINO公司的双点伺服压力机,25000kN的压力机采用两个200KW的交流伺服电机,最大规格达32000kN。
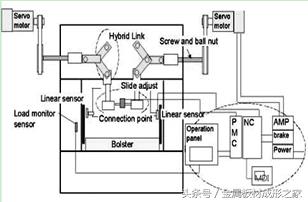
komatsu公司H2F双点伺服压力机传动原理

AMINO公司双点伺服压力机传动原理
(4)数控回转头压力机 数控回转头压力机的发展已经有数十年的历史。最初多采用机械驱动,步冲频率比较低,通常在200次/分以下。上世纪末期,数控回转头压力机越来越多地采用液压伺服驱动,步冲频率提高到600次/分以上。伺服电机驱动的数控回转头压力机的出现,性能有了进一步的提高。其主要优点是消除了油液泄漏;系统无需预热,可直接快速启动;节电30%~40%;步冲频率较液压伺服驱动进一步提高。采用伺服驱动的MTORUM-2004EZ产品曾获日本政府通产大臣奖。天田公司也推出EM2510NT产品,采用双伺服电机驱动,声称为“世界上最快的数控回转头压力机”。其步冲频率达1800次/分。
(5)螺旋压力机 电动螺旋压力机由于其一系列优点,近年来得到很大的发展,尤其在大吨位螺旋压力机中具有巨大的潜力,目前最大吨位已经达到320,000KN。
有人曾分析电动螺旋压力机电机的发热过程,由于螺旋压力机电机转差率大,引起转子发热,认为其传动效率不比普通摩擦压力机高,小能量打击时,效率甚至低于普通摩擦压力机。交流伺服电机驱动技术的出现,从根本上解决了这一问题。日本ENOMOTO公司在其电动螺旋压力机中,采用了交流伺服技术,开发了100—1000吨的伺服螺旋压力机。该产品获2002年日本新技术开发设计奖。其主要优点是节能和控制精确方便,据称,节能效果达50%。国内华中科技大学等单位也开发了类似产品。山东理工大学开发了开关磁阻电机驱动的电动螺旋压力机。
4.基于伺服压力机的成形工艺举例
(1)静音冲裁 在压力机上进行冲裁工作时,材料断裂的瞬间,工作负荷突然消失,积聚在机身和传动机构中的弹性变形能会在很短的时间里释放,因而产生剧烈的振动和巨大的噪音,不但损坏设备和模具,而且恶化生产环境、危害工人健康。如果能有效地控制滑块运动,使所储存的弹性变形能在材料完全断裂之前就基本释放完毕,有可能大大减少冲裁振动,降低噪音。这种“静音冲裁”可以在伺服压力机实现。KOMATSU公司声称,采用伺服压力机可以消除99%的冲裁噪音。这里,变速点的精确控制是关键。
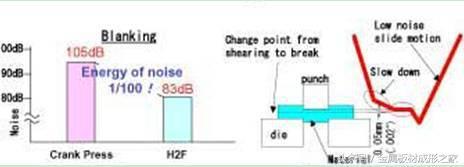
静音冲裁
(2)精密冲裁精密冲裁时,冲裁速度与工件质量和模具寿命的有密切关系。日本KOMATSU公司在普通机械压力机和HAF伺服压力机上进行了精密冲裁对比试验,工件为空调机凸轮,尺寸40×13MM,负荷80吨,材料SPC。冲裁速度越低,冲裁断面剪切带厚度就越大,断面质量越好。普通压力机在2000-3000件后表面出现裂纹,但伺服压力机在3000件后断面仍保持完好。

精密冲裁
(3)盒形件拉深KOMATSU公司曾进行了不锈钢和软碳钢盒形件浅拉深的对比试验。工件高度为50MM,两种材料的极限拉深速度分别为220MM/S和400MM/S,对应的机械压力机工作频率分别为15SPM和30SPM。在机械压力机上拉深两种材料均出现裂纹;伺服压力机工作频率为36SPM,拉深时在行程48和25MM时两次减速,两种材料均获得完好的工件。高强度钢成形性能差,容易裂纹、起皱,采用变速拉深可以改善成形性能,提高成形极限20-30%,降低废品率。这对汽车覆盖件加工有重要的意义。

盒形件拉深
(4)轴承垫块压制成形原在机械压力机上压制成形,压力110吨,工件公差为0.02mm,由于滑块下死点位置漂移,常常周期性地超差;采用伺服压力机后,由于可以严格控制滑块下死点位置,工件实际偏差可以控制在0.01mm以内,而载荷反而可以减少一半,仅为48吨。

轴承垫块压制
(5)镁合金挤压成形 镁合金塑性差,塑性成形有较大难度。KOMATSU公司在其HCP3000伺服压力机上成功地完成了镁合金杯形件的反挤压成形。毛坯为Φ80×8板料,坯料置入凹模后,凸模慢速下降,将毛坯压在凸模和顶料器之间,在下降过程中毛坯被加热到3000C;当顶料器到下极限位置时,滑块保持恒定压力,以更低的速度下行,挤压开始,直至反挤压工作全部完成(C-D段);然后滑块快速回程。滑块在一个循环内经历了4种不同的速度,其中挤压过程还是恒压控制。显然,在普通机械压力机上这一工艺是无法实现的。


镁合金反挤压成形过程
5.结论与讨论
(1)交流伺服压力机的发展前景 交流伺服压力机在性能上具有许多优越性,这已经被证实。但是这种压力机究竟有多大的发展前景,业界并没有一致的看法,世界上真正实现了商品化生产的国家也不多。普通交流电动机+飞轮的传动方式具有价廉、简单、可靠等一系列优点,有悠久的历史,已经在锻压机械中得到广泛应用,在可预见的将来,不可能也没有必要在所有的压力机中都采用伺服驱动。但是伺服驱动为压力机带来的一系列优点,尤其是柔性化和节能减噪等的确为锻压设备展示了诱人前景。锻压生产在节能、环保和高性能方面的要求日益提高,将使它的竞争力越来越大。
大功率交流伺服电机及其控制系统目前价格昂贵,是这一技术推广应用的主要障碍。造成这一问题的主要原因是大功率交流伺服电机及其驱动控制系统目前基本为国外产品所垄断。随着国内技术的开发,与进口产品开展竞争,市场价格就会迅速降低,这一技术在成形装备的应用领域也会越来越广。可以预见,伺服压力机将在一些重要的制造领域,如电子产品、汽车等精密制造领域发挥越来越大的作用。它将部分地取代液压机、普通机械压力机、螺旋压力机。
(2)交流伺服驱动的能耗和电动机容量 如上所述,普通压力机中,电机的负荷相对比较稳定,即令是工作周期的非工作时段,飞轮也要消耗能量以恢复飞轮转速,全周期均消耗能量,电机额定功率基本上等于周期的平均能耗。对于交流伺服驱动而言,没有飞轮,实际消耗的功率是变动的。就电机的额定功率而言,伺服压力机将大于普通机械压力机。但是,由于两种驱动方式功率消耗情况大不相同,伺服压力机实际能耗仍低于普通压力机。减小电机容量的途径之一是提高电机过载能力。
(3)伺服压力机工作时对电网的冲击 伺服曲柄压力机工作时将会产生很大的短时冲击电流,尤其是大吨位压力机,这将对电网产生极大的危害,必须予以重视。一个有效的方法是采用电容储能。相反,伺服螺旋压力机在换向时电流将比普通螺旋压力机小,减少电机发热和电流冲击。
(4)加快研究开发步伐 以交流伺服电机取代传统感应电机,可以大大提高成形装备的自动化、智能化水平,改善工作性能,具有划时代的意义。目前国内这一技术尚比较落后,但国外发达国家也刚起步不久,鉴于其广阔的应用前景,必须加快这项技术的研究开发,方可赶上装备技术世界发展的潮流。
赶快扫码关注我们吧
专业、深刻、迅捷
第一时间报道,敬请关注
相关参考
江苏四柱伺服油压机(「MFC推荐」正西液压|大型液压机专业制造商)
...用于储存生活和工业用水。其产品通常采用SUS304不锈钢板液压成形,具有外形美观、重量轻、强度高、耐腐蚀、耐高温、水质清洁,防渗,抗震,永不生青苔,水质无二次污染,安装方便,无需维修,便于清洗等诸多优点。不锈...
液压伺服振动系统集成电控柜、液压站。底部带万向脚轮,方便柜子的移动和固定。设备采用模块化设计,控制系统、压力源、压力调节系统等等均采用模块化设计,彼此间通过高性能的管路连接,结构紧凑,美观大体,便于售...
推料器工作原理(垃圾发电人工智能国内唯一应用实现,系统开发者“荣峰正见”)
一.综述(索取资料了解详情请添加微信号:DCLYzihan)垃圾发电技术及应用在中国正在茁壮成长。垃圾发电,既处置了垃圾,又产生了电能,还解决了环保问题,可以说是利国利民的特大好事。由于垃圾品类、垃圾热值、垃圾比重等...
金属粉末液压机500吨630吨压块压力机设备油压机应用:本机器主要适用于各类粉末材料(包括金属、磁粉、锡粉、镍粉、钛粉、稀有金属粉末、电木、陶瓷等)的压制成型。整机结构紧凑,采用了高质量的液压电子元件,因而具...
金属粉末液压机500吨630吨压块压力机设备油压机应用:本机器主要适用于各类粉末材料(包括金属、磁粉、锡粉、镍粉、钛粉、稀有金属粉末、电木、陶瓷等)的压制成型。整机结构紧凑,采用了高质量的液压电子元件,因而具...
双工作台数控铆接机又被称为龙门式双工位数控旋铆机。该设备采用径向铆接机技术,铆接稳定无晃动;X、Y、Z轴采用三菱伺服电机,上银导轨等知名品牌,保证设备工作精度;电气元件采用日本施耐德品牌,确保设备的稳定性...
双工作台数控铆接机又被称为龙门式双工位数控旋铆机。该设备采用径向铆接机技术,铆接稳定无晃动;X、Y、Z轴采用三菱伺服电机,上银导轨等知名品牌,保证设备工作精度;电气元件采用日本施耐德品牌,确保设备的稳定性...
气动注油泵(懂了这些液压泵的工作原理,以后再也不怕不会维修了)
柱塞泵柱塞泵分为轴向柱塞泵和径向柱塞泵两种代表性的结构形式;由于径向柱塞泵属于一种新型的技术含量比较高的高效泵,随着国产化的不断加快,径向柱塞泵必然会成为柱塞泵应用领域的重要组成部分。柱塞泵是往复泵的...
液压旋转油缸工作原理(液压油缸的工作原理-分享来自非标定制液压油缸厂家)
华盛精锐液压,主营液压油缸、转斗油缸、空心油缸、三节油缸等。以前鹤岗不少朋友在问货梯油缸企业?大吨位油缸企业?煤机油缸如何选择?我都会为大家一一解答,如果你想在鹤岗或周边选购压滤机油缸、拉杆式液压缸,...
液压旋转油缸工作原理(液压油缸的工作原理-分享来自非标定制液压油缸厂家)
华盛精锐液压,主营液压油缸、转斗油缸、空心油缸、三节油缸等。以前鹤岗不少朋友在问货梯油缸企业?大吨位油缸企业?煤机油缸如何选择?我都会为大家一一解答,如果你想在鹤岗或周边选购压滤机油缸、拉杆式液压缸,...