液压弯管机构造图(弯管小能手弯管机介绍详解)
Posted
篇首语:知识的奇特就在于:谁真心渴求它,谁就往往能够得到它。本文由小常识网(cha138.com)小编为大家整理,主要介绍了液压弯管机构造图(弯管小能手弯管机介绍详解)相关的知识,希望对你有一定的参考价值。
液压弯管机构造图(弯管小能手弯管机介绍详解)
机器分类
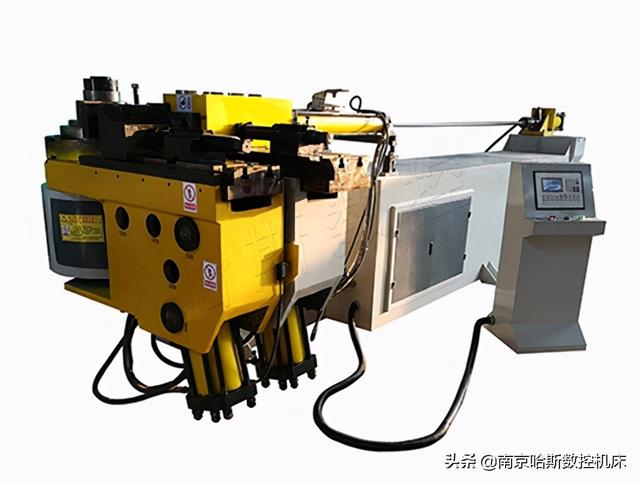
弯管机主要用于电力施工、锅炉、桥梁、船舶、家具、装潢等钢管的折弯,具有功能多、结构合理、操作简单等优点。本机器除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便宜,使用方便的特点,在国内弯管机市场占据主导产品位置。
按照动力类型分类:液压弯管机、电动平台弯管机、气动弯管机、手动弯管机等。
按照控制方式分类:数控弯管机、半自动弯管机、全自动弯管机等。
按照工作类型分类:单头弯管机、双头弯管机、多头弯管机等。

结构特性
1. 弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;
2. 床身结构稳固,不易变形;
3. 每一档可设定16个弯管角度,记忆体可储放16组档案;
4. 慢速定位功能,弯管角度稳定,重复精度达±0.1°;
5. 错误讯息在屏幕上显示,帮助操作者立即排除;
6. 提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。
工艺特点
弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。
管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容:
1. 中性层外侧拉伸变形区内最大的伸长变形不超过材料塑性允许值而产生破裂;
2. 中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
3. 如果管件有椭圆度的要求时,控制其断面产生畸变;
4. 如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。

使用方法
1. 参照电动油泵使用说明书。
2. 先将工作油缸旋入方档块的内螺纹,使油缸后端装在支架上的车轮向下。
3. 根据所弯管子的外径选择模头,套在柱塞上,将两只辊轴所对应槽向着模头,然后放入相应尺寸的花板孔中,再将上花板盖上,将所弯管子插入槽中,再将高压油管端部的快速接头活动部分向后拉并套在工作油缸的接头上,将电动油泵上的放油螺钉旋紧,即可弯管。弯管完毕,放松放油螺钉,柱塞即自动复位。

注意事项
1. 参照电动油泵使用说明书。
2. 在有载荷时切忌将快速接头卸下。
3. 本机具是用油为介质,必须做好油及本机具的清洁保养工作,以免淤塞或漏油,影响使用效果。

操作流程
1. 管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180。的圆弧。过大的圆弧不但使工装笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,极大地妨碍了机械化、自动化生产,使操作者难以摆脱笨重的体力劳动;大于180。的圆弧使弯管机无法卸模。
2. 弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论有几个弯,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,也就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。
3. 弯曲半径:导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难保证,所以一般选用弯管模的R值为管子直径的23倍为好。
4. 弯曲成形速度:弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将导管的弯曲速度确定为机器最大弯曲速度的20%--40%为宜。
5. 芯棒及其位置:芯棒在弯曲过程中主要起着支撑导管弯曲半径的内壁防止其变形的作用。国产管材在机床上弯曲成形若不使用芯棒,其质量难以保证。芯棒的形式有很多种,如柱式芯棒,万向单、双、三、四球头芯棒,定向单、多球头芯棒等。另外,芯棒的位置对导管弯曲成形也有一定的影响:理论上,它的切线应与弯管模的切线平齐,但经过大量的试验证明,提前1~2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。

操作前
1. 机床必须良好的接地,导线不得小于4mm铜质软线。不允许接入超过规定范围的电源电压,不能带电插拔插件,不能用兆欧表测试控制回路,否则可能损坏器件。
2. 在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。
3. 接近开关,编码器等不能用硬物撞击。
4. 不能用尖锐物碰撞显示单元。
5. 电气箱必须放在通风处,禁止在尘埃和腐蚀性气体中工作。
6. 不得私自加装、改接PC输入输出端。
7. 调换机床电源时必须重新确认电机转向。
8. 机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。
9. 定期在链条及其它滑动部位加润滑油。
10. 在清洗和检修时必须断开电源。
11. 开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油)。
12. 压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa。
13. 模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调整好中心后紧固螺栓。

操作中
1. 机床开动时注意人体不得进入转臂旋转扫过的范围。
2. 机床工作时,所有人员禁止进入转臂及管件扫过的空间范围。
3. 机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器必须同时清洗。
4. 调整机床(模具)时,应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作。
5. 调整机床或开空车时应卸下芯杆。
6. 液压系统压力不可大于14Mpa。
7. 手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。
8. 一般机器使用一段时间后应检查链条的松紧程度,保持上下链条松紧一致。
9. 自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。

操作后
1. 切断电源。
2. 做好清洁润滑工作。
相关参考
机器分类弯管机主要用于电力施工、锅炉、桥梁、船舶、家具、装潢等钢管的折弯,具有功能多、结构合理、操作简单等优点。本机器除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便...
机器分类弯管机主要用于电力施工、锅炉、桥梁、船舶、家具、装潢等钢管的折弯,具有功能多、结构合理、操作简单等优点。本机器除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便...
机器分类弯管机主要用于电力施工、锅炉、桥梁、船舶、家具、装潢等钢管的折弯,具有功能多、结构合理、操作简单等优点。本机器除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便...
机器分类弯管机主要用于电力施工、锅炉、桥梁、船舶、家具、装潢等钢管的折弯,具有功能多、结构合理、操作简单等优点。本机器除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便...
我们都知道弯管机主要用于电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造,实际上弯管机的具体工作用途还不只仅是起着折弯一定的管道的功能,有时候还能用来拆卸一些相关的管道部件。如...
随着科技的发展弯管机的技术也在不断地提升,弯管机的性能也许我们并不清楚,下面我将为您介绍一下弯管机的三种性能介绍。 1、电机驱动器 现在的智能化工业生产中,大多数机械设备的动力装置都选用电机驱动方...
本文大兰液压厂家跟大家分析讲解下弯管机液压系统的工作原理,感兴趣的朋友可以看看了解下哦!(1)结构特点如图1所示,弯管机的执行机构采用两条夹紧缸1、2,一条弯曲成形缸3,三条液压缸呈“T”形布置在同一水平面上(...
本文大兰液压厂家跟大家分析讲解下弯管机液压系统的工作原理,感兴趣的朋友可以看看了解下哦!(1)结构特点如图1所示,弯管机的执行机构采用两条夹紧缸1、2,一条弯曲成形缸3,三条液压缸呈“T”形布置在同一水平面上(...
本文大兰液压厂家跟大家分析讲解下弯管机液压系统的工作原理,感兴趣的朋友可以看看了解下哦!(1)结构特点如图1所示,弯管机的执行机构采用两条夹紧缸1、2,一条弯曲成形缸3,三条液压缸呈“T”形布置在同一水平面上(...
本文大兰液压厂家跟大家分析讲解下弯管机液压系统的工作原理,感兴趣的朋友可以看看了解下哦!(1)结构特点如图1所示,弯管机的执行机构采用两条夹紧缸1、2,一条弯曲成形缸3,三条液压缸呈“T”形布置在同一水平面上(...