液压卡盘镗软爪教程(怎么解决数控加工薄壁工件时加工件的变形)
Posted
篇首语:知识是种子,而好奇则是知识的萌芽。本文由小常识网(cha138.com)小编为大家整理,主要介绍了液压卡盘镗软爪教程(怎么解决数控加工薄壁工件时加工件的变形)相关的知识,希望对你有一定的参考价值。
液压卡盘镗软爪教程(怎么解决数控加工薄壁工件时加工件的变形)
在加工薄壁或者环形工件时
战胜工件的变形是首先要面对的难题
选对软爪的类型和适宜的卡盘压力是关键

在相同的卡盘压力下,扇形软爪比规范软爪具有更大的接触面积,这意味着工件所受到的压力愈加均匀,而规范软爪则会呈现下面的情况:
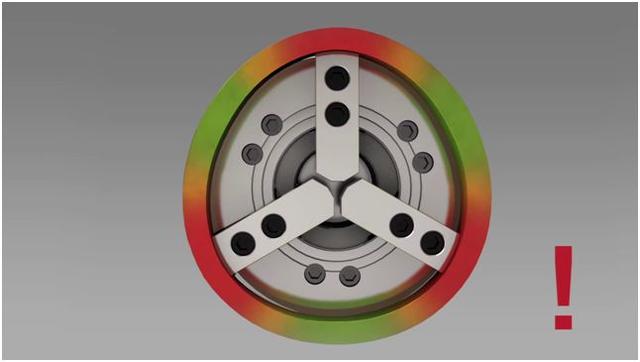
实际的情况或许没有图中的那么明显
但是在底部的视频中你会清楚的看到
在除了软爪类型不一样,其他条件都相同的情况下
工件的变形程度甚至呈现了几十倍的不同
不论是扇形软爪仍是规范软爪
都会因为软爪磨损过大而或者加工零件的替换而需求重修
在重修的过程中,首先要给行将拆下来的软爪
刻上符号,打上序号
这样是为了增加软爪的运用次数
更具体的符号也会削减误用的或许性

接下来是修爪器的选择:
一般来说,左边的修爪器修内爪,右边的修外爪

以下问题不论在制造或者重修软爪时,都应该留意:
- T型块不能超过卡盘的最大直径
- 修爪时的卡盘压力接近加工工件时的压力
- 卡盘正处在活动范围的中心
- 修爪时夹持力的方向和工件夹持力的方向一致
- 留意修爪时的转速
- 增加退刀槽
- 去除毛刺和尖角

当两种修爪器都不能满足条件时
咱们就需求制造一个特殊的修爪部件
比如像加工出下面的圆环来修外爪

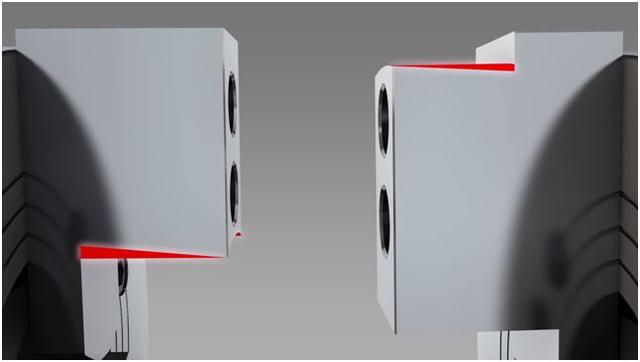
当加工零件需求夹持的部分比较长时
会呈现工件和软爪不能彻底贴合的情况,俗称“喇叭口”
具体表现为,软爪的顶部与工件之间留有缝隙

最有用的解决办法是:在软爪上加工出锥度
通过塞尺来测量出缝隙的巨细,测量夹持的长度
然后就可以计算出锥度的巨细了
相关参考
数控车床液压卡盘怎么拆下来(内置液压卡盘特殊高度的安装技巧)
内置液压卡盘用于立式车床上,可完全满足以外侧表面为主要加工面的薄壁圆筒类铸件的加工要求,通过分散单个夹爪的夹紧力,有效减小了工件的夹紧变形,且具有浮动夹紧、自定心精度高等特点,提高了薄壁圆筒类零件加工...
1.巧获微量吃深,妙用三角函数在车削加工中,经常加工一些内、外圆在二级精度以上的工件。由于切削热,工件和刀具之间的摩擦造成刀具磨损及四方刀架的重复定位精度等多种原因,质量难以保证。为解决精确的微量吃深,...
1.巧获微量吃深,妙用三角函数在车削加工中,经常加工一些内、外圆在二级精度以上的工件。由于切削热,工件和刀具之间的摩擦造成刀具磨损及四方刀架的重复定位精度等多种原因,质量难以保证。为解决精确的微量吃深,...
...工件的装置,如果从功能上来进行分类的话,又可以分成液压卡盘、气动卡盘以及电动卡盘等,而其中的液压卡盘是数控车床上使用比较多的一种卡盘,也是比较实用的卡盘。本文将以数控车床液压卡盘来进行相关内容的介绍。...
...工件的装置,如果从功能上来进行分类的话,又可以分成液压卡盘、气动卡盘以及电动卡盘等,而其中的液压卡盘是数控车床上使用比较多的一种卡盘,也是比较实用的卡盘。本文将以数控车床液压卡盘来进行相关内容的介绍。...
在CNC编程需要注意事项1.白钢刀转速不可太快。2.铜工开粗少用白钢刀,多用飞刀或合金刀。3.工件太高时,应分层用不同长度的刀开粗。4.用大刀开粗后,应用小刀再清除余料,保证余量一致才光刀。5.平面应用平底刀加工,少...
数控车床改装液压卡盘图解(数控车床车削师傅,给你的车削技术秘笈,车削加工注意事项)
车削是指车床加工是机械加工的一部分。车床加工主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。 车工的技术是学不...
数控车床液压卡盘松紧设置(老钳工教你钳工基础知识(知识相当全面))
钳工常用工具手锯、手锤、划针、颜色涂料、划规、样冲、手钳、各种工卡量具等等。钳工常用设备1.钳工工作台(简称钳台)常用硬质木板或钢材制成,要求坚实、平稳,台面高度约800~900mm,台面上装虎钳和防护网。2.虎钳虎...
数控车无缝钢管要用什么刀(如何克服变形?数控车削加工薄壁零件的技巧)
在切削过程中,薄壁受切削力的作用,容易产生变形,从而导致出现椭圆或中间小,两头大的“腰形”现象。另外薄壁套管由于加工时散热性差,极易产生热变形,不易保证零件的加工质量。下图零件不仅装夹不方便,而且加工...
数控车床夹具有哪些(数控机床夹具有哪些?数控机床夹具分别有何特点?)
...心的精度存在在误差,不适同轴度要求高的工件。 (2)液压动力卡盘 动作灵敏、装夹迅速、方便,能实现较大压紧力,有些生产率和减轻劳动强。但夹在范围变化小时,尺寸变化时需重新调整卡爪位置。数控车床通常使用...