液压冲孔机模具冲头(冲压模具小孔冲孔凸模与凹模设计)
Posted
篇首语:弓背霞明剑照霜,秋风走马出咸阳。本文由小常识网(cha138.com)小编为大家整理,主要介绍了液压冲孔机模具冲头(冲压模具小孔冲孔凸模与凹模设计)相关的知识,希望对你有一定的参考价值。
液压冲孔机模具冲头(冲压模具小孔冲孔凸模与凹模设计)

在模具设计制作过程中,总会遇到一些小孔冲裁,一般来说,我们只要冲头的强度足够,大于1.5个材料厚度时,就可以进行冲压模具生产了.不过对于一些小孔冲孔凸模与凹模的设计,还是需要特别注意的.这里部落不讨论强度的问题,只来看看一些常用到的保护凸模与凹模的方法.
提及小径冲孔,给人的印象大致是小于同时,φ1.0mm小径孔相对应的材料板厚一般在1.0mm上下.实际情况是,对于这样的模具,如果导向精度不够,这样的模具,会很不好生产.
凸模的设计
为了进行保护,冲孔凸模如【图1】所示,采用了通过卸料板对凸模前端进行导向(凸模导向)以防止凸模破损的对策.
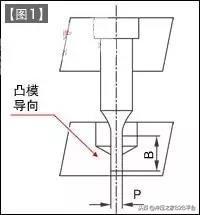
凸模尺寸中P与B的关系,以B≤10P为设计准绳.
小孔凸模中,随着B尺寸变短,凸模导向亦随之愈加困难.
作为解决措施,采用了如【图2】所示的台阶凸模.
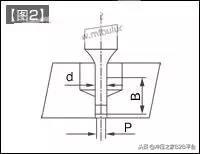
P上的d尺寸采用d≤P+2t左右,原因是为了避免凸模从材料中拔出时防止孔内部产生形变.
凸模前端导向长度的设定条件:导向长度 ≥ 凸模直径.
此外,凸模与卸料板孔的单边间隙0.003以上.
其设计原理是参考不发生油膜断裂的最小间隙0.003。当然,对凸模侧面进行抛光加工也是可行的.
凹模的设计
凹模设计的要点是避免冲裁废料积留在凹模孔内.其要点的问题症结在于,所需的落料力之大,同时相抵触的冲压力之多.
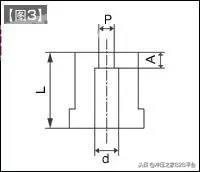
作为对策,应尽可能缩短刃口长度(A).如果可能的话,应以逐一单片落料为设计理念.
原则上,落料孔(d寸)相对于P寸,应谨防尺寸悬殊。同时,若缩小d寸,凹模长度(L)亦应相应缩短.防堵塞对策.
配合间隙要大于常规间隙,以降低冲压加工力.
在小径孔加工时,若采用常规间隙加工,则会使冲压面拉长.同时亦是冲裁废料留积凹模的原因.
小孔冲裁最常见的问题,就是冲针容易断,如果模具导向精度高,冲压生产材料的表面硬度不高的话,相信使用上面的方法,还是很有保障的.
——END——
相关参考
撬板冲孔模图1-11所示结构为后板冲小孔采用超短凸模的结构形式,冲孔小凸模件10、11、12安装在小压板3上,而件3固定在卸料板4上。小压板3与凹模8件用小导柱2导向。模具为打击式结构,选用滚珠导向模架,卸料板用弹簧需选...
模具中凸模与凹模的大小关系(一种全新的计算凸模与凹模刃口尺寸方法)
...和凹模的刃口尺寸和公差,直接影响冲裁件的尺寸精度。模具的合理间隙值也靠凸、凹模刃口尺寸及其公差来保证。因此,计算凸、凹模刃口尺寸和公差,是冲裁模设计中的一项重要工作。但我们要认识到,冷冲模加工中,线切...
模具凸模凹模区别(模具老手都能掌握的模具凹模、凸模保护方法一文帮你搞定)
...来,当然和它对应的是,对面要有一个凸模和凹模,凸模冲孔,凹模落外形如果是小径冲孔,导向精度
模具冲头标准(冲头直接影响模具产品的质量,那冲头设计原则是什么?)
...为一阶、二阶和三阶,这是他们的区别,A冲用在较小的冲孔位置,T冲用在较大的冲孔位置。还有一种情况,就是在冲压材料厚度和孔径与小孔凸模的
(1)垫圈切断、压弯、冲孔复合模(图1-28)这是一副“L”形垫圈复合模,包括切断、压弯、冲孔三个工序,对于冲压开始首个制件来说,虽是要经过两步完成,但实际上经过首次冲压后以后每冲一次即可完成一个合格的制件。工作...
标准上下模具((上)冲压模具初学者必备学习资料,工厂实战案例分享)
冲压模具装配图_冲压模具结构图图解上面是一副普通的落料模具,产品为一个长方形,中间冲了三个小圆孔;下料冲孔复合凸模为长方体,作用就是下料,把产品的外形从材料上卸下来的意思。下料冲孔复合凸模的四周也是刀...
本操作方法适用于冲压凸模零件的加工。冲头是坯料热冲压的常用模具。零件材料为4Cr5MoSiV1,热处理硬度为44~48HRC。零件的结构如图1-100所示。零件挡边尺寸公差为0.03毫米,头部圆角为r10毫米,各直径同轴度为0.05毫米..根据多年...
冲裁模是利用模具使板材分离的冲压工序,包括落料、冲孔、切口、修边等工序。1.冲裁过程:冲裁即是分离工序,工件受力时必然从弹、塑性变形开始,以断裂告终。当凸模下降接触板料,板料即受到凸、凹模压力而产生弹性...
手提式电动液压冲孔机回位慢(东风模具:行李箱外板浮动整形模设计)
0引言作为轿车开启件之一的行李箱外板,通常采用5道冲压工艺成形,为了节约成本拟采用4道冲压工艺成形。由于该行李箱外板为C形零件,在最后2道工序必须采用特殊模具结构实现零件成形,现介绍第3工序的工艺内容。1行李...
...,应从凹模孔口掉落,然而由于种种原因,当模具在结束冲孔并在刚刚开模的一瞬间,随着上模的升高,作用在料片上的向上的力大于凹模型腔对落料件或废料的卡滞力,便造成本应该从下模漏料孔漏出的废料随着凸模一起从凹...