润滑油送检测(高速轧机润滑油品含水率实时检测系统设计与应用)
Posted
篇首语:志不强者智不达,言不信者行不果。本文由小常识网(cha138.com)小编为大家整理,主要介绍了润滑油送检测(高速轧机润滑油品含水率实时检测系统设计与应用)相关的知识,希望对你有一定的参考价值。
润滑油送检测(高速轧机润滑油品含水率实时检测系统设计与应用)
本文简要介绍了高速轧机润滑油品含水率实时检测系统的设计内容与应用情况,本系统使用效果明显,在国内本专业领域处于领先地位。
安钢高速线材机组是目前国内装备水平最高的线材生产线之一,由14架粗中轧机及高速区设备(4 架预精轧机、8架精轧机和4架减定径机及夹送辊、吐丝机)组成,设计终轧速度120m/s,保证终轧速度115m/s。 该机组的典型特点是生产节奏极快,轧机转速极高,特别是高速区轧机辊箱中转轴、齿轮及油膜轴承转速特别高,最高可达14000r/sec。由润滑理论知道,如此高的转速必须有高质量高可靠性的稀油润滑作保障。
但是,由于高速区轧机辊箱与辊环结合面处结构复杂,在生产中容易发生辊箱箱体变形、双唇密封失效而造成辊箱进水。另外,轧制过程中出现的堆钢事故也容易造成O型密封圈的密封性能下降,造成冷却水进入辊箱;轧机内经常堆钢,还容易造成眼睛板、保持架等在冲击载荷下产生变形,造成辊箱进水。总之,冷却水进入轧辊辊箱的环节众多,在生产中很难防范。
冷却水混入润滑系统,将对生产带来严重破坏。通常,润滑系统含水率不得高于0.5%,含水量超标将导致:(1)润滑油黏度降低;(2)水与润滑油中抗磨剂、抗氧化剂作用会加速油液的变质。(3)基础油劣化过程加速,油品分水性能降低等。含有游离水和酸类物质并不断劣化的润滑油在系统内循环,会腐蚀系统内各元件,特别是腐蚀轴承、齿轮等传动部件。被腐蚀的轴承极易产生疲劳剥落、磨损和胶合等故障;油膜轴承孔径磨损导致其形状不规则,破坏油楔生成条件,最终导致转轴、齿轮、轴承等的锈蚀,辊轴和轴承的烧损,更为严重的是一架的烧损可能导致系统污染,引起别的机架连锁反应。
安钢高线机组自2001年7月投产后,高速区冷却水污染润滑系统的现象时有发生,成为困扰高线机组正常生产的棘手问题,联系国内兄弟单位后得知,这也是目前国内各高线机组最常见和最棘手的问题之一。这种问题的发生,促使我们不得不对润滑系统的含水率进行检测。而轧机的高转速要求,又要求我们对油品含水率进行实时检测。
目前,国内油品含水率的测量方法很多,这些方法有的工序复杂、费时费力、人为影响因素较多、精度低;有的精度虽高,但结构复杂、体积大、价格昂贵,不适合在线的快速测量。在这种情况下,我们决定联合科研院所共同开发高速轧机在线使用简便的润滑油品含水率实时检测系统。
高速轧机润滑油品含水率实时检测系统的研发
1.高速轧机润滑油品含水率实时检测系统的研发总体方案
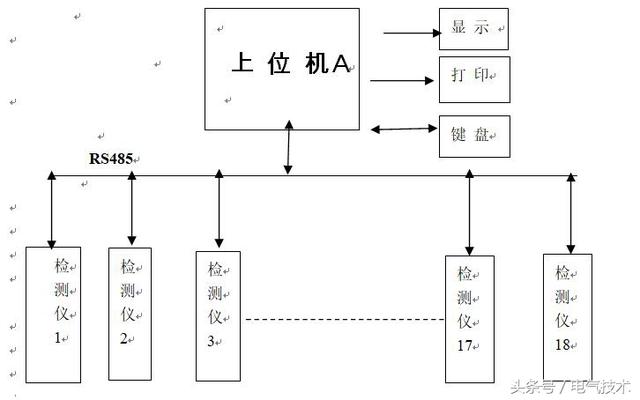
研发的本系统由油品含水率检测仪、RS485总线和上位机三部分组成,见图1。该系统全面应用了现代最新信号检测技术和最先进的工业控制计算机网络技术。
2.油品含水率智能检测仪的研发
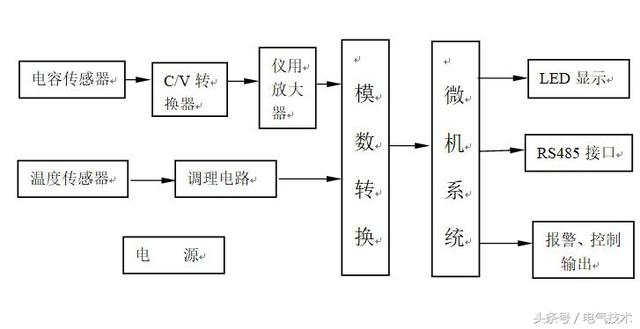
这是本系统研发的关键环节,因为检测仪测量的精度、准确度、计算的速度最终决定了本系统的成功与失败。在本环节中,我们采用了最新技术信号检测器件和最新型单片机来进行信号的检测与快速准确处理。它由电容传感器、XE2004、仪用放大器、A/D、单片机及温度检测电路等部件组成,见图2。其中,电容传感器将根据油中含水量与介电常数的关系换算出相应的电容量。该电容经C/V转换、处理及放大,得到一个0~2.5V的电压值,经A/D转换送单片机系统。由于电压的大小对应于电容的变化量,即对应于油中的含水率,故经单片机计算、处理后,就可显示油中的含水率。而温度传感器及调理电路组成温度检测部件,其目的是作温度补偿用。
在预精轧机15/16、17/18机架的回油管上各安装一台油品含水率检测仪;在8架精轧机的各机架回油管上分别安装一台油品含水率检测仪;在4架减定径机的共用回油管上安装一台油品含水率检测仪;在夹送辊、吐丝机的共用回油管上安装一台油品含水率检测仪。本系统中共安装使用了12台油品含水率检测仪。
3.RS-485总线
为减少现场电缆线布线数目,我们采用了RS-485现场总线来将油品含水率检测仪采集到的数据传输至上位机。RS-485现场总线采用主从方式进行多机通信。主机采用人机界面。每个从站拥有自己固定的地址,由主机完成网上的每一次通信。当主机向网上发出某一从机的地址时,所有从机接收到该地址并与自己的地址相比较。如果相符,说明主机在呼叫自己,应发回应答信号,表示准备好开始接收后面的命令和数据,否则不予理睬,继续监听呼叫地址。主机收到从机应答后,则开始一次通信。通信完毕,从机继续处于监听状态,等待呼叫。使用中,我们分别将12台含水率检测仪的总线地址编设为10-21,这样保证了上位机上监控设备与现场对象一一对应,且不会出现差错。
4.上位机
上位机由组态软件组态王6.5和微机组成,其功能为采集数据及进行远程监控。其采用友好的人机界面,操作简单,功能丰富,内含的实时曲线和历史曲线可帮助操作人员非常方便地了解工业现场的情况。
因上位机不能直接接受RS-485协议,我们在上位机安装了一块RS232/RS485通信卡以进行协议的转换,该卡通过串口线与计算机相连。
(1)主页面
主页面上有6个按纽:实时监测、实时曲线、实时显示、设置、历史数据、退出。可以选择任何一个按纽,进行画面切换。
(2)实时监测
实时监测可以实现全部设备的实时监测,以报表的形式给出。包含四项:打印设置、打印、保存报表、调出报表
(3)实时曲线
实时曲线图可同时显示12个设备的含水率曲线并实时更新,纵坐标满量程为4,即水传感器的满量程测量范围。
(4)实时显示
实时显示的主要功能是比较直观的显示出各个含水率检测仪的各项参数值,包括轧机名称、轧机状态、含水率值、报警限、温度值及油号等参数。
(5)设定
系统将检查用户的权限。只有拥有正确密码者,才能进入参数设定。其内容包括各点报警限设定和油号设定。
(6)历史记录
本系统对采集到的含水率数据、温度数据打包保存,一天数据打成一个包,方便用户查看、打印近三个月内任意时段所纪录的任一检测仪含水率及温度数据或数据的变化曲线。
高速轧机润滑油品含水率实时检测系统应用效果
我们研发的该系统达到了以下主要性能指标的要求:
(1)测量范围:0-4%;测量精度:3%;
(2)能在线实时监测油品的含水率及温度数据;
(3)报警设置:在给定的权限内允许从上位机更改各点的报警限,当超限时,能及时发出报警信号和给出当前时刻的报警清单;
(4)油号设定:在给定的权限内允许从上位机更改油号。
(5)历史数据查看及打印:可查看、打印近三个月内各测点的历史数据、趋势曲线及报警记录;
(6)被测油温度:10-60
润滑油品含水率实时检测系统的投用对在线辊箱的更换起到了指导性作用。通过检测每台辊箱的进水状况及进水趋势,及时更换密封,必要时将整台辊箱换下,从而避免了在线辊箱烧毁的情况,使检修有了预知性,降低了设备故障率及生产热停时间,同时降低了辊箱修复成本,节约了备件资金。该系统的投用填补了我公司设备维护方面的一项空白,在国内本专业领域内具有领先性。投用以来效果显著,国内兄弟单位纷纷来我厂学习并竞相效仿。
(摘编自《电气技术》,原文标题为“高速轧机润滑油品含水率实时检测系统设计与应用”,作者为孟红莉、晁代坤。)
相关参考
润滑油水分测试仪-卡尔费休水份测定仪器-含水率检测装置-厦门科王电子石油润滑油的用量占总用量97%以上,因此润滑油常指石油润滑油。主要用于减少运动部件表面间的摩擦力,同时对机器设备具有冷却、密封、防腐、防锈、...
润滑油水分测试仪-卡尔费休水份测定仪器-含水率检测装置-厦门科王电子石油润滑油的用量占总用量97%以上,因此润滑油常指石油润滑油。主要用于减少运动部件表面间的摩擦力,同时对机器设备具有冷却、密封、防腐、防锈、...
一、测定水分的意义润滑油中的水分一般呈游离水、乳化水和溶解水三种状态。油中水分污染的来源主要是潮湿的空气、冷凝水或是水冷却系统的泄露。一般来讲,空气中的水分含量越少,因此进入润滑系统中会导致润滑油水分...
一、测定水分的意义润滑油中的水分一般呈游离水、乳化水和溶解水三种状态。油中水分污染的来源主要是潮湿的空气、冷凝水或是水冷却系统的泄露。一般来讲,空气中的水分含量越少,因此进入润滑系统中会导致润滑油水分...
油品颗粒度检测,其实就是对油品的磨损性能进行评价。油品颗粒度也是油品污染物的重要检测指标。检测油品的颗粒含量,不仅可以帮助提高使用油品机组的可靠性,还可以延长其使用寿命,减少生产事故的发生,提高生产效...
油品颗粒度检测,其实就是对油品的磨损性能进行评价。油品颗粒度也是油品污染物的重要检测指标。检测油品的颗粒含量,不仅可以帮助提高使用油品机组的可靠性,还可以延长其使用寿命,减少生产事故的发生,提高生产效...
...,从外观上看,含水较多;二、油样分析结果1、粘度:检测结果为55.71cst(标准要求39.1cst——52.9cst)2、水分:检测结果为5.53%(标准要求为<0.1%)根据现状建议如下:1、开停机使用频繁。对油品的抗磨性能要求高,设备在开机...
...,从外观上看,含水较多;二、油样分析结果1、粘度:检测结果为55.71cst(标准要求39.1cst——52.9cst)2、水分:检测结果为5.53%(标准要求为<0.1%)根据现状建议如下:1、开停机使用频繁。对油品的抗磨性能要求高,设备在开机...
发动机油使用一段时间后就不能再用了,必须更换新油,已用发动机油理化性质的改变是油内进入外来杂质和机油本身产生了有害物质所造成的。发动机技术状况不正常,可以出现燃料稀释、冷却液渗漏、磨损过度、灰砂进入机...
发动机油使用一段时间后就不能再用了,必须更换新油,已用发动机油理化性质的改变是油内进入外来杂质和机油本身产生了有害物质所造成的。发动机技术状况不正常,可以出现燃料稀释、冷却液渗漏、磨损过度、灰砂进入机...