润湿力(液态焊料的表面现象及波峰焊接中的桥连问题(六))
Posted
篇首语:骏马是跑出来的,强兵是打出来的。。本文由小常识网(cha138.com)小编为大家整理,主要介绍了润湿力(液态焊料的表面现象及波峰焊接中的桥连问题(六))相关的知识,希望对你有一定的参考价值。
润湿力(液态焊料的表面现象及波峰焊接中的桥连问题(六))

1. 双向波峰过后熔融钎料的表面张力
要了解双向波峰喷嘴是如何使焊点拉尖减至最少的,必须首先要了解有关表面张力的现象以及它与润湿的关系。当表面张力不能润湿某一表面时,就使熔融钎料形成小球状。表面张力既能控制表面的状况,因而也就能控制液态钎料去润湿涂覆过助焊剂的基体金属(铜)表面,在图5-7中,我们可能看到PCB正通过双向波峰的情况,在PCB与钎料波峰剥离区内,焊料已润湿了PCB的表面并正从波峰焊中拖出,形成薄层,此薄层的大小受到几种因素的控制,如钎料表面张力,波峰与钎料薄层相接触那一点的速度以及该点熔融焊料薄层的质量等。
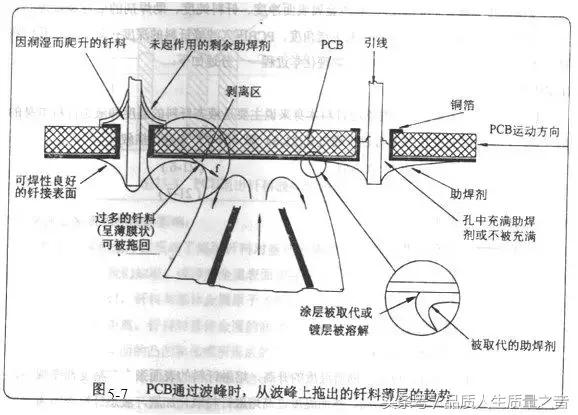
剥离区薄层面积越大,熔融钎料的表面张力就越难把过量的钎料拖回波峰。当钎料薄层的尺寸达到某一极限时,表面张力会把它分开,如果没有把过多钎料拖回钎料波峰中,就会形成焊点拉尖。从这一极其粗略的模型图中可以看出,我们的目标就是要尽量减小钎料薄层区面积,采用的办法不外乎如下两种:
① 改变钎料的表面张力作用;
② 改变产生钎料薄层那一点的波峰速度特性,其中以改变钎料薄层区的钎料速度特性效果最为明显。
用倾斜传送方式也可减小钎料薄层区的大小。焊料的磨擦特性约为30。因此,把传送装置倾余40~90会有助于使钎料更快地剥离使之返回波峰,采用的另一种方法把波峰变得很宽。在使用倾斜传送装置时,宽波峰能使PCB从相对速度为零的波峰区域附近离去,这使表面张力有充分的时间把位于薄层区内的过量钎料完全拖回波峰。
2. 波峰焊接中形成“桥连”现象的因素及其对策
在其产生“桥连”现象机理分析中已经讨论到,形成“桥连”现象的本质,是在当PCB退出波峰时所形成的剥离区的薄层钎料内部存在着压力差。在忽略钎料流动特性影响因素的情况下,可以认为,左右这种压力差存在和大小的则是熔融钎料的表面张力,以及剥离薄层区的最后剥离线上所存在的那些微小的曲率半径的线段,如图5-9所示。在工业生产运行中,具体构成对“桥连”现象的直接或间接的各种影响因素是多种多样的,譬如说:液态钎料的温度、相邻导体间的间距、基体金属表面净度、钎料纯度、助焊剂的活性及合理的运用,引脚伸出板面的高度、操作时的夹送角度、PCB压入波峰钎料的深度…等。下面我们将对上述所列的各因素及其具体作用的物理化学过程一一分述如下:
(1)湿度的影响
影响表面张力f大小的,对熔融钎料本身来说主要是液态钎料的温度和液态钎料本身的粘度μ。它们之间的变化关系可以通过下式(1-6)和(1-7)来进行描叙。
f=498.1-0.045T (1-6)
μ=μ0E / KT (1-7)
式中:f ── 表面张力;
T ── 绝对温度;
μ── 粘度;
μ0── 室温下的粘度;
E ── 活化能量;
K ── 波耳兹曼常数;
由式(1-6)、(1-7)可知,随着温度的升高,熔融钎料的表面张力和粘度都要减小,这有利于熔融钎料从PCB上的剥离,然而温度过高熔融钎料氧化加剧,液态钎料表面为一层氧化膜所包裹,其综合效果相当于表面张力增大,熔融钎料漫流性变差,此时薄层中的多余钎料不容易被拉回波峰,也要形成“桥连”。因此,选择合适的焊接温度,对消除“桥连”影响很大,高了不行,低了也不行。实际上述目标还有很多途径。由于钎料表面张力是受钎料温度影响的,温度高会减少表面张力,但液态钎料表面氧化加剧。因此,采取过量升温的办法不能显著改善钎料表面张力。往钎料波峰焊上注入油类,也可以减少表面张力。
(2)相邻导线或焊盘间距的影响:
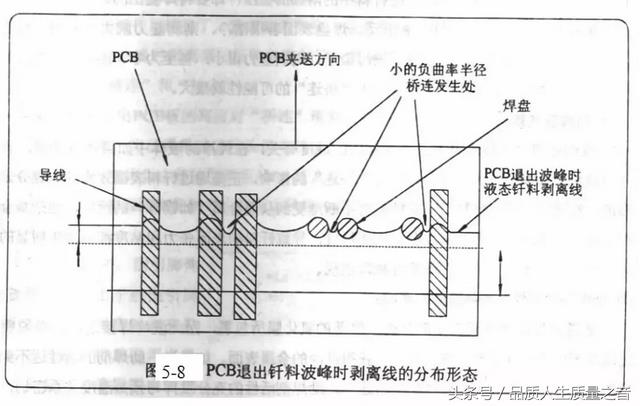
影响位于薄层区剥离线上的一层曲线段,如图5-8所示,其曲率半径的大小则是相邻导线之间间距的函数、间距增大,曲率半径随之增大,附加内压降低,因此不易形成“桥连”的条件。相反,相邻导线之间的间距变窄,曲线的曲率半径变小,跨接在剥离线相邻二层体之间的熔融钎料附加内压负得更大,从而导致与相邻区域(焊盘或导线上)熔融钎料之间的内压差增大,相邻区域(焊盘或导线上)的熔融钎料都流向跨接区,造成钎料在跨接区集聚而形成“桥连”。
(3)基体金属表面净度的影响:
基体金属表面净度反映了熔融钎料对基体金属表面的能力,通常可用润湿力(吸附力)来表述。我们知道,纯净的金属表面均存在着由原子引力所构成的力场,只有当基体金属表面很洁净时,钎料与基体金属原子才能接近到能够吸引结合的距离,即接近到原子引力起作用的距离,钎料对基体金属的润湿力(吸着力)就表现在这种原子间的引力,以及熔融钎料沿着表面的凸凹和伤痕所形成的毛细吸管润湿扩散对所存在的作用力之和,当基体金属表面或熔融钎料有氧化物或污垢时,它就将妨碍熔融钎料原子自由地接近基体金属原子,这样就不会产生润湿作用。
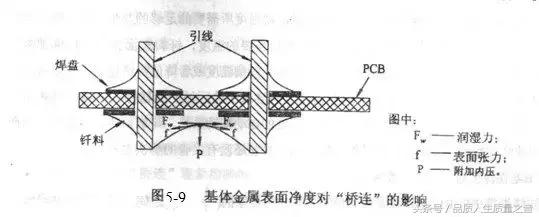
熔融钎料对基体金属润湿力大小对“桥连”现象的发生影响很大。图5-9示出了基体金属表面净度对形成“桥连”现象的影响,位于相邻二焊盘之间的熔融钎料对基体金属的润湿力FW作用方向是指向焊盘的,它有将中间钎料吸向焊盘的趋势,显然该力对消除“桥连”有好处,由于位于桥连区域内液态钎料中的附加的负压,却要将焊的钎料吸向桥连区,其作用正好与润湿力的作用效果相反。焊盘表面若很洁净,则润湿力就大,对消作用也就大,所以不易“桥连”;如果表面被污染了,则润湿力很小,甚至为零。因此,润湿力的对消作用就很微弱,甚至丧失,所以发生“桥连”的可能性就很大。
(4)钎料纯度的影响:
我们知道,液体的表面张力与液体的纯度有关,在纯净的液体中如果掺进杂质,表面张力就将大为减少,所用钎料纯度对“桥连”的影响,正是通过钎料表面张力这一媒介来左右的,在波峰焊接中钎料槽中的钎料会不断地受到杂质金属(如铜)的污染,当杂质金属积累到一定浓度后,将改变合金的物化特性,导致钎料的表面张力和粘度都将发生明显的变化(增大),所以“桥连”现象将频繁出现。
(5)助焊剂的活性及预热温度的影响:
通常被焊基体金属表面都会被一层薄的氧化膜所包裹,因此波峰焊接之前,必须要通过助焊剂中的活性物质,将其破除以获得纯净的金属表面。如果说,助焊剂的活性达不到此目的,就将因润湿性不好而产生“桥连”。助焊剂活性的充分发挥与预热温度关系密切,预热温度低,助焊剂的化学活性发挥不充分,基体金属表面洁净度达不到要求,也易造成“桥连”。预热温度过高也不利于“桥连”现象的消除,其原因是:
① 助焊剂中的熔剂过量挥发,活性剂迅速分解,被净化了的表面因得不到保护而出现二次氧化现象;
② 因助时剂干枯,PCB基板进入波峰后,助焊剂已丧失降低液态钎料表面张力、加速钎料浸流的作用。
(6)PCB元器件安装设计不合理,板面热容量分布差异过大:
在实践中经常出现下述现象:即波峰焊接工艺参数的设置、基体金属表面的可焊性、钎料及助焊剂的成分和物化特性…等,均无问题。但在一些接扦件密集的区域老出现“桥连”现象,极难消除,仔细分析此现象,纯属安装设计不合理所造成的。将本身热容量就偏大的接扦件,均密布在某一区域内,从而构成了太热容量区域。波峰焊接时在同样的操作条件下,这部分区域不能从波峰钎料中吸取到达到润
湿温度所需要的足够的热量,由于吸收到热量不足,导致这部分温度偏低,达不到润湿所需要的温度,钎料表面张力和粘度都将偏大,从而造成润湿性不良而形成“桥连”。提高钎料槽温度或者降低夹送速度,可以抑制此部分区域内“桥连”现象的发生,但对大部分热容量小的区域的元器件,又将因过热而损坏。从理论上讲,采用小惯量快速可变夹送速度的自动拖动系统,可以解决这一问题,然而现有的波峰焊接设备都不具备这样的功能,因此目前还没有妥善的解决办法。
(7)PCB吃锡深度对“桥连”现象的影响:
波峰焊接中PCB的吃锡深度,其值通常取PCB板厚的(1/2~4/5)之间,过大不仅易导致熔融钎料溢流的PCB板的元件面,同时也是导致“桥连”现象的因素,主要原因是:
① PCB板厚的挡流作用明显了,管道截面变窄,流道不畅,破坏了管道内的层流状态;
② PCB离开钎料波峰时剥离薄层区将加宽加厚,更多的液态钎料被PCB板携带出来堆积在负压区而形成“桥连”和“拉尖”。
(8)元器件引脚伸出PCB板的高度对“桥连”现象的影响:
按理论计算,为获得最佳的接头机电性能,轮廓敷形和浸润条件,要求元器件引脚伸出PCB板面的高度约为3倍的引脚直径。过高不仅多消耗了钎料、增加了产品的质量(此点对产品质量有特殊限制的航天、航空电子装备来说尤为重要),而且增加了“桥连”现象发生的可能。
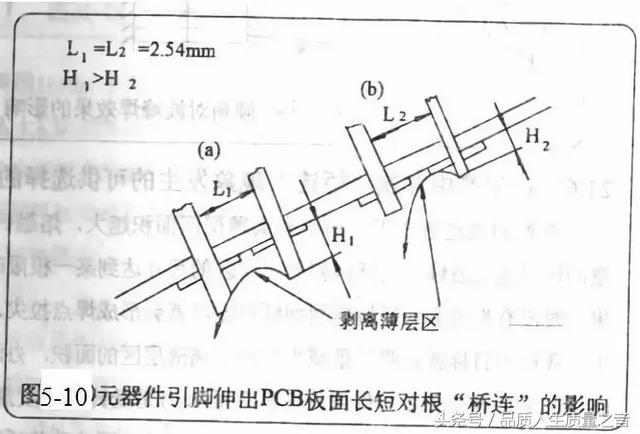
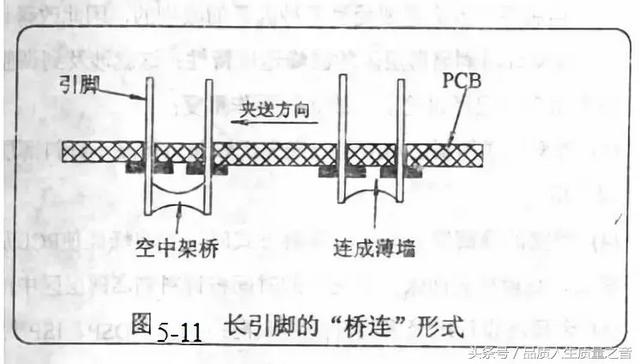
图5-10(a)中,因引脚伸出板面过长,由于前面引脚的阴影效应,脱离时剥离薄层区被拉长,将后面焊点及引脚全套入了薄层区内,因而造成了“桥连”的条件。此时,桥连的外观表现如图5-11所示。
图5-10(b)中为标准伸出高度,由于前面引脚阴影效应不明显,剥离薄层区很窄,不可能跨越两个焊盘。因此,不易形成“桥连”的条件。
标准伸出高度是与其相邻焊盘的间距大小有关,当间距变窄时,引脚伸出高度民会有所降低,最合理的选择是取高度值约为引脚直径的3倍左右为宜。
以上讨论是针对最广泛使用的倾斜夹送方式而言的,对于水平夹送方式,上述结论是否适合还有待于实践验证。
(9)PCB夹送速度对“桥连”现象的影响:
当PCB进入波峰工作区间时,由于PCB的运动方向与钎料流动方向是相反的,所以在贴近PCB的下表面存在着一个附面层。附面层的厚度是与PCB的夹送速度和逆PCB运动方向的流体流速的大小有关系。例如当PCB的夹送速度一定时,增大逆向的流体流动速度,那么附面层的厚度就将变薄,从而回流现象将明显减弱。钎料流体对PCB逆向擦洗作用将明显增强,显然就不容易产生拉尖和桥连现象,但很可能就形成焊点的正常轮廓所需要的钎料量也被过量的擦洗掉了。因而造成焊点吃锡量不够、干瘪、且轮廓不对称等缺陷。反之流体速度太低,擦洗作用减少,焊点丰满了但产生拉尖和桥连的概率也增大了。因此对某一特定的PCB及其夹送速度都对应着一个最佳的流体速度。
(10)PCB夹送倾角对“桥连”现象的影响:
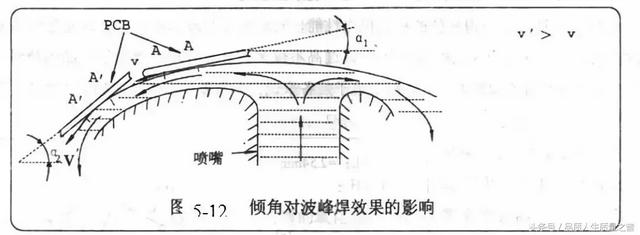
当PCB用倾斜某一角度进入波峰的方法可以减小附面层的大小,其核心还是可以归并到改变流体的流速上。图5-12示出了进入工作段流体流速变化情况,图中带箭头的线段长短表示各点的流速大小,而简头的方向表示流速的方向,随着流体沿着喷嘴往下滑落过程中,钎料流速愈来愈大,而方向与水平的夹角也愈来愈大。假如PCB进入时的倾角由α1增大α2到时,PCB切入波峰的工作段便由低速的A-A区段移向了高速区的A/-A/区段。显然改变倾角的效果和改变液体流速的效果是完全一致的,在此不再重复分析。
在生产中抑制“桥连”现象发生的可供选择的措施
在倾斜夹送方式下,由于剥离薄层区面积越大,熔融钎料波峰的表面张力就越难把过量的钎料拖回波峰,当钎料剥离薄层区的尺寸达到某一极限时,表面张力会把它们分开,如果此时没有把过多的钎料拖回到钎料波峰就会形成焊点拉尖。从上面所讨论的模型中可以看出,我们的目标就是要尽量减少钎料剥离薄层区的面积,办法不外乎为:
(1) 改变钎料表面张力作用: 钎料表面张力是受钎料温度影响的,温度增高能降低表面张力,但将温度升高是要受到多种因素的限制的,因此改善钎料表面张力也是有限的。
(2) 改变钎料剥离薄层区的波峰速度特性:这就涉及到调整波峰,此问题在前面的有关章节中已经讨论了,故此处不作重复;
(3) 改变传送倾斜的角度:改变夹送倾角也可减小钎料薄层区的大小,实际上仍然是波速在起作用;
(4) 增宽波峰阔度:在使用倾斜方式时,宽波峰能把PCB从相对速度为零的波峰处(或附近)离去,这就使表面张力有充分的时间将钎料剥离层区中的多余钎料完全拖回波峰;
(5) 合理地设计IC及多列焊座的取向:例如DSP、ISP封装的器件和矩形扦头,应使其沿轴线的横向进入波峰;
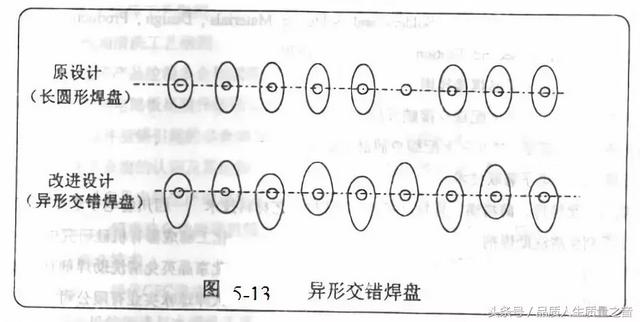
(6) 采用异形交错焊盘设计:采用异形交错焊盘设计,如图5-13所示。在生产实践中证明也是很有效的,例如长虹电器公司,采驻此改进设计后,在减少“桥连”现象中,就取得了较好的效果。变间距焊盘使剥离薄层区的能态处于不稳定状态,因而有利于打开“桥连”。
(7) 往波峰上注油: 往波峰上注油可以减少表面张力,在镍料波中注油对退出点的力学状态影响很大。通常保护油是在泵叶轮下方的钎料入口附近,利用该区域的负压作用,将没从钎料液面吸入泵腔内的(例如美国Hollis公司早期的Z形钎料波峰发生器系统),也有采用往钎料波峰面上喷油的(例如瑞士KIRSTN公司生产的STF系列空心波喷射系统),整个波峰布满了油层,将融钎与保护油相混合的真正目的,是为减少PCB离开波峰处的熔融钎料的表面张力。这就能有效地使剥离处的钎料剥离薄层区域至最小,从而达到消除焊点和桥连的目的,当焊点离开波峰时被覆盖上了一层油,该油层可防止氧化并使焊点特别光亮,利于检查焊点疵病(如微裂纹等)。由于注油后明显降低了波峰钎料的表面强力,减少了焊闰尖和桥连的可能,因而就可以采用较快的传动速度,以提高生产效率。另一方面,降低了液态钎料的表面,还可增加液态钎料对基体金属表面的润湿能力,从而达到降低钎料波峰温度(10℃左右)的目的,而且不影响钎接效果。
注油工艺在近些年来的新型设备中已经淘汰,原因是:
(a) 使用保护油进行波峰焊接时会把油裹在焊点里而,影响焊点的机械、电气性能,并可能导致具有腐蚀性的酸性残渣的生成;
(b) 会把被焊PCB组件弄得很脏。而且因有油性涂覆层,很难清洗干净;
(c) 使用保护油进行波峰焊接时,焊后必须清洗,因而不利于环境保护。
End(完)
至此波峰焊接工艺和设备介绍完毕,希望对你有所帮助,现在波峰焊接技术日新月异,技术已发展到新的高度了,希望抛砖引玉,其中不乏不足与错误之处,很多来自翻译,网络,还需在实践中去检验。
免责声明:本公众号所载未列明原创的文章均来自网络或网友投稿,文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系删除!文章内容为作者个人观点,并不代表本公众号赞同或支持其观点。本头条号拥有对此声明的最终解释权。
相关参考