涂覆机阀体H802(汇集化工仪表、管道维护指南,真正做到哪里不会点哪里)
Posted
篇首语:奋斗者在汗水汇集的江河里,将事业之舟驶到了理想的彼岸。本文由小常识网(cha138.com)小编为大家整理,主要介绍了涂覆机阀体H802(汇集化工仪表、管道维护指南,真正做到哪里不会点哪里)相关的知识,希望对你有一定的参考价值。
涂覆机阀体H802(汇集化工仪表、管道维护指南,真正做到哪里不会点哪里)
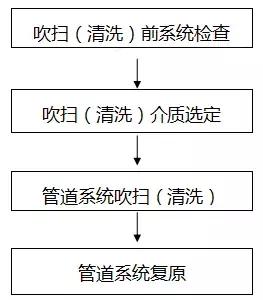
管道吹扫作业指导书

复杂的化工厂管路
为工程项目的压力管道系统吹扫(清洗)提供指导,以检查管道系统清洁度的施工质量,使系统运转能顺利进行。

工作内容及操作流程

空气吹扫操作程序
a)首先将压力源接到被吹扫的管道上,接入点应尽可能选取本系统的较高位置,这样可以自上而下地吹扫,以获得较好的效果。
b)吹扫时,空气的流速较大,空气带着杂物通过被吹洗的管道内表面,所以衬里管道须用低流速,以免损伤管道的衬里。
c)空气吹扫流速≥20m/s,吹扫压力不大于0.6MPa,且不得超过管道的设计压力。
d)吹扫时用锤(不锈钢管用木锤或塑料锤)轻敲管壁,对焊缝、死角和管底部位重点敲打,但不得损伤管子。
e)空气吹扫时应尽可能连续吹扫,当管径较大,气源不能保证足够的吹扫流速时可以采取间断吹扫的方法进行系统吹扫,即向系统充入空气时先关闭排出口的阀门,待系统达到预定的压力时,快速打开排出阀门,使系统内的气体流速达到吹扫的要求。如此反复进行,直至吹扫合格。
f)当目测排气无烟尘时,应在排气口处用白布或用涂白漆的木板检验,5分钟内白布上无明显可见的铁锈、尘土、水分及其它杂物为合格。
g)吹扫空气排出口的周围,要采取防护措施,挂上明显的标志牌。排气口处的管道必须采取有效措施固定牢固。
蒸汽吹扫操作程序

a)蒸汽吹扫要使用系统运转时同等压力的蒸汽,因此蒸汽吹扫前蒸汽锅炉或蒸汽热力站及有关阀门、仪表等已安装就绪,并已达到可以使用的程度。
b)蒸汽吹扫要断续进行,在停止吹扫时,流量要能减到零,所以阀门的关闭要灵活,没有漏汽现象。
c)出口的废汽要接临时管道引到室外,且须注意排汽口不得朝向设备及人行道路。排汽管道应固定可靠。
d)开始吹扫前应先进行暖管,及时排水,并应检查管道系统的热位移。待管道系统温度接近蒸汽温度且系统无异常情况时再开始进行吹扫。蒸汽吹扫按加热—冷却—再加热的顺序,循环进行。
e)吹扫时所有主要管道,一定要断续吹扫,连续吹10~20分钟以后,应关闭控制阀,停止10分钟左右,然后接着再吹10~20分钟,一般需要反复吹扫3~4次。
f)应先吹扫主管,后吹扫支管。支管吹扫时且一根一根地进行,一般每根支管需连续吹扫10~20分钟,以观察排出汽体无杂物为合格。
g)蒸汽吹扫流速应≥30m/s;
h)蒸汽管道的吹扫,不可敲打管壁。
i)蒸汽吹扫可用刨光的木板检验,以木板上无铁锈、脏物时为合格。
j)操作阀由指定专人操作,其他人不经指挥同意,不得随意操动操作阀。
压力变送器作业指导书

检修过程中的要求
⑴、首先落实检修所需的备件,备件应与所更换的压力变送器的规格、型号、量程等相一致,备件应完好、各部件齐全。
⑵、准备好使用的工具,工具必须合适,完好,齐全。
⑶、相关票证办理齐全,必须得到调度、操作工及相关人员的同意后方可施工。
⑷、在拆卸压力变送器前,必须确定是否带调节阀及联锁、报警装置,如带联锁报警需提前拆除联锁并提醒要求操作工给予确认,同时要求操作工加强监控;如带调节阀自控装置,需要求操作工将调节阀打到手动状态,同时操作工现场监护。
⑸、更换压力变送器时身体必须站在上风向处,拆接信号线时一定要将2根信号线分开,分别用绝缘胶布包好,防止短路或接地时烧坏模块通道。
⑹、拆卸压力变送器时需使用2个活口扳手,一个扳手打住压力变送器四方丝扣处,另一个扳手打住压力变送器与阀门丝头连接处,严禁使用一个扳手进行压力变送器拆卸、安装作业。
⑺、先将压力变送器根部阀门关闭,打开排污阀或将压力变送器缓缓松动,微机上观察压力变送器指示是否下降,确认阀门是否内漏,是否还有残存余压、介质。
⑻、待确认好压力变送器根部阀门不内漏,无残余介质压力后再将压力变送器拆卸更换。
①、变送器受压部件的检修:
a、卸下变送器支架,旋开四根法兰螺栓将受压室解体。用乙醇或水将压室清洗干净,清洗时要特别注意不要将膜盒(膜片)碰伤。
b、清洗后应首先检查膜盒(膜片),如发现膜盒(膜片)有损伤(损坏)或漏油,则必须进行更换。如果不是明显的损坏,应进行全面测试认为可用时方可在用。
c、检查膜盒(膜片)受压侧和受压接头下面的两个“0”型圈是否有损坏和严重变形,如有损坏、变质和严重变形应进行更换。旋下排气/排液阀,检查阀体和螺纹有无缺损,如有缺损应进行必要的修整或更换。排气/排液阀的六角扭位如有严重秃角也应进行修整或更换。
d、检查导压接头螺纹有无损坏,如有损坏应进行修整或更换新品。
e、紧固受压室体法兰的螺栓及其零件,如螺纹有严重损坏,六角扭位有严重秃角、严重锈蚀应进行更换。
f、解体后受压室的所有金属件经清洗和修改后,表面应均匀地涂覆防锈油剂。各类“0”型密封圈表面应涂覆硅油。
g、经清洗检修后认为所有零部件都不存在问题时,可重新组装受压室体。组装时要使墨盒(膜片)在法兰的相对位置中,用板手成对角方向逐步拧紧螺栓,保证两只法兰平行不翘起。螺栓的拧紧力矩应在2000~5000N.cm之间。
②、变送器电气部分检修:
a. 旋开变送器端盖,卸下变送器的固定螺钉,小心地将放大器打开,检查放大器的印刷电路有无破损和断裂,如有破损和断裂可用焊锡将其破损断裂点修复。
b. 变送器内接插件有无接触不良、表面氧化变形等现象,如有应修复或更换新品。
c. 检查放大器上的电子器件有无老化变质,如有可与厂家联系更换线路板。
d. 检查调零、调量程等电位器的工作情况,注意观察电位器在转动时的阻值变化是否均匀平滑,如发现性能变坏可用相同规格、型号的电位器代换。
e. 检查变送器内部的接线、焊点有无接触不良、间接短路等现象,如有则更新导线和处理短路。
⑼、压力变送器安装方向必须规范,方向正向,不能任何角度随意安装。
⑽、更换的压力变送器如有导压管,需检查导压管有无振动、是否通畅,与管线有无摩擦、是否锈蚀,如有以上问题应及时进行处理。
⑾、校验压力变送器零点、量程时,需将变送器通大气,变送器膜片未受压,变送器放正,不能倾斜;(差压变送器校验时需将正、负压室引压管根部阀门关闭,将三阀组处的正、负压室阀门打开,将三阀组平衡阀打开,通大气)。
①、零点校对:仪表按说明书的要求接好线后,通电预热15分钟。零点校准时,变送器的测压室应对大气处于自然平衡状态,即相当于测量范围0%的压力加至变送器。
这时数字电流表指示应为4mA,如偏差大于技术指标,应通过零点调整旋钮或者调试器进行零点调整。
②、量程校对:变送器的零点校对合格后,即可向变送器的正压室加入相当于100%测量范围的压力,这时数字电流表的示值应为20mA。如偏差大于20mA应通过量程调整旋钮或者调试器进行量程调整。
③、线性度校对:变送器的量程和零点校对好后,应进行线性度校对。变送器的线性度校对应不少于全量程的5个等分点,即0%、25%、50%、75%、100%,其数字电流表对应的示值为4、8、12、16、20mA。校对时如中间某点出现偏差大于0.5%满量程,应通过线性旋钮进行调整。变送器进行线性调整后,应重新校准零点和量程。
热电阻作业指导书

检修质量要求:
⑴、首先落实检修所需的备件,备件应与所更换或维修的热电阻的规格、型号、材质、长度等相一致。
⑵、准备好使用的工具,工具必须合适,完好,齐全。
⑶、相关票证办理齐全,在得到调度、操作工及相关人员的同意后方可施工。
⑷、检修热电阻时必须确认是否带调节阀及联锁、报警装置,如带联锁报警需提前拆除联锁并提醒要求操作工给予确认,同时要求操作工加强监控;如带调节阀自控装置,需要求操作工将调节阀打到手动状态,同时操作工现场监护。
⑸、在拆卸或维修热电阻套管前,必须确认工艺处理合格,操作工现场监护。
⑹、更换或维修热电阻套管时身体必须避开热电阻安装口,同时站在上风向处。
⑺、更换热电阻套管时要求操作工将管线内介质、压力排净,检修负责人检查确认后方可拆卸,佩戴好安全防护器材,做好安全防护措施。
⑻、更换热电阻套管时,一并将缠绕垫进行更换,缠绕垫需确认材质正确,密封面压正。
⑼、更换热电阻芯子或检查接线时,要注意检查套管内应清洁、无锈蚀、无污物,套管无泄漏;注意更换的热电阻芯子应与原芯子长度一致,将热电阻芯子固定好,接线要紧固,接线处无毛刺。
⑽、在拆接信号线时,需注意信号线不能出现短路、接地现象,3根信号线用胶布包好,同时屏蔽层也要检查防止出现接地现象。
⑾、将热电阻接线盒进线口处用防爆泥密封好,做好防水措施。
⑿、检查热电阻故障时,要一并检查、测量信号线的完好情况,确认信号线是否有中间接头,是否存在接触不良、氧化、松动等情况,确认模块通道的正常情况。
化工DCS系统的维护指导书

DCS系统彻底的维护内容
(1)系统停电检修,包括彻底的灰尘清理,改接线等内容。
(2) 对于在日常巡检,定期巡检中发现而不能及时处理的问题进行集中处理,如系统升级,组态下载等。
(3)系统在检修前应对DCS系统组态进行备份,并对系统运行参数(如PID等)进行上载和备份。
(4)在检修期间更改组态、控制及联锁程序,必须组织工艺、设备、电气和仪表相关负责人共同参与联锁调试,并形成联锁调试记录。
(5)检修期间应检查供电和接地系统是否符合要求。
(6)及时做好大修期间DCS维护记录。
大修期间系统维护步骤
第一步:检查校对备份
检查软件备份,组态文件备份、控制及工艺数据等备份是否正确、齐全。
第二步:按如下顺序切断电源
(1)每个操作站依次退出实时监控及操作系统后,关闭操作站工控机及显示器电源;
(2)逐个关闭控制站电源箱电源;
(3)关闭各个支路电源开关;
(4)关闭不间断电源(UPS)开关;
(5)关闭总电源开关。
第三步:进行DCS停电维护
(1)操作站、控制站停电吹扫检修。包括工控机内部,控制站机笼、电源箱等部件的灰尘清理。
(2)针对日常巡检、定期巡检中发现而不能及时处理的故障进行维护及排除。
(3)仪表及线路检修:包括供电线路、I/O信号线、通讯线、端子排、继电器、安全栅等。确保各仪表工作正常,线路可靠连接,标识清晰正确。
(4)接地系统检修。包括端子检查、各操作站(工控机、显示器)接地检查、各控制站(电源、机笼)接地检查、对地电阻测试。
第四步:现场以及DCS的各项维护工作完成后,检查确认以下各项重新上电条件是否满足
(1)首先应联系工艺、电气、设备、仪表等专业共同确认是否满足DCS系统的上电条件。
(2)确认电气提供的总电源符合要求后,合上供电总断路器,并分别检查输出电压。
(3)合上配电箱内的各支路断路器,分别检查输出电压。
(4)若配有UPS或稳压电源,检查UPS或稳压电源输出电压是否正常。
第五步:系统上电及测试
(1)启动工程师站、服务器站、操作站、同时将系统各电源箱依次上电检查。
(2)检查各电源箱是否工作正常,电源风扇是否工作,5V、24V指示灯是否正常。
(3)检查各计算机的系统软件及应用软件的文件夹和文件是否正确;硬盘剩余空间无较大变化,并通过磁盘表面测试。
(4)将修改后的组态进行编译下载。
(5)从每个操作站实时监控的故障诊断中观察是否存在故障。
(6)打开控制站柜门,观察卡件是否工作正常,有无故障显示(FAIL灯亮)。
(7)供电冗余测试
a. 分别开通冗余交流~220VAC总进线的一路,其他交流供电回路失电,但系统应仍然可以正常工作。
b. 分别开通冗余直流电源一路,关闭其他直流电源,测量每一机笼(架)母板电源端子上5V、24V的电压。
(8)通信冗余测试:分别接通各冗余通讯线的其中一路通讯线(其他通讯线脱开),利用下载组态功能测试是否正常,如均正常则表明通讯网络正常。
(9)卡件冗余测试:通过带电插拔互为冗余的卡件,检查冗余是否正常。
注意:如果拨出冗余的主控卡、数据转发卡的其中一块并插回后,须等数据拷贝完成后才可拨另一块冗余卡,否则在生产过程中会造成严重后果。
第六步:控制、工艺参数检查
(1)校对各个已经成功运行过的控制、工艺参数(因组态修改下载,部分参数可能出现混乱现象,需重新输入)。
(2)对现场仪表(变送器、调节阀等)更换过的控制回路、新增加的控制回路(程序),其参数需要重新整定及并进行调试。
相关参考
涂覆机编程教学(德森精密全自动涂覆机iGlazer,攻克传统涂覆工艺难题)
...产业将引来新一轮的改革升级。在迅速发展的制造业中,涂覆工艺可谓是应用于各行各业当中,尤其是在LED、驱动电源、通讯、电脑主板、自动化、汽车电子、智能电表、电子元器件、集成电路、线路板电子零件等领域的固定及...
涂覆机编程教学(德森精密全自动涂覆机iGlazer,攻克传统涂覆工艺难题)
...产业将引来新一轮的改革升级。在迅速发展的制造业中,涂覆工艺可谓是应用于各行各业当中,尤其是在LED、驱动电源、通讯、电脑主板、自动化、汽车电子、智能电表、电子元器件、集成电路、线路板电子零件等领域的固定及...
涂覆机是做什么的(全自动三防漆涂覆机点胶机智能化PCBA制造产线-瑞福制造)
...板制作中涂装设备的应用发展。瑞福全自动智能化生产线涂覆机设备的应用最早出现在70年代中期,表现形式是人工或涂胶枪涂胶。市场的要求在不断的提出,开始出现了单组份、双组份自动涂覆机。现在市场上应用最多的就是...
涂覆机是做什么的(全自动三防漆涂覆机点胶机智能化PCBA制造产线-瑞福制造)
...板制作中涂装设备的应用发展。瑞福全自动智能化生产线涂覆机设备的应用最早出现在70年代中期,表现形式是人工或涂胶枪涂胶。市场的要求在不断的提出,开始出现了单组份、双组份自动涂覆机。现在市场上应用最多的就是...
涂覆机的速度的单位(湿法隔膜涂覆技术浅析:浆料配方、涂覆工艺、油性水性)
“湿法+涂覆”已是业界公认的隔膜发展方向。今天小编整理了关于涂覆浆料配方和涂覆工艺等相关内容,欢迎大家阅读并留言补充信息。浆料配方,涂覆技术核心根据下游对特定性能的要求和隔膜产品的定位,需要使用不同的...
涂覆机的速度的单位(湿法隔膜涂覆技术浅析:浆料配方、涂覆工艺、油性水性)
“湿法+涂覆”已是业界公认的隔膜发展方向。今天小编整理了关于涂覆浆料配方和涂覆工艺等相关内容,欢迎大家阅读并留言补充信息。浆料配方,涂覆技术核心根据下游对特定性能的要求和隔膜产品的定位,需要使用不同的...
...规模与经营情况、员工数量等多项指标。荣登“2022年度涂覆机行业十大品牌”推荐榜如下:2022年度涂覆机行业品牌榜第一名:盛普上海盛普智能设备有限公司:是一家集研发、生产、销售、售后为一体的自动化设备及生产线的...
...规模与经营情况、员工数量等多项指标。荣登“2022年度涂覆机行业十大品牌”推荐榜如下:2022年度涂覆机行业品牌榜第一名:盛普上海盛普智能设备有限公司:是一家集研发、生产、销售、售后为一体的自动化设备及生产线的...
...规模与经营情况、员工数量等多项指标。荣登“2022年度涂覆机行业十大品牌”推荐榜如下:2022年度涂覆机行业品牌榜第一名:盛普上海盛普智能设备有限公司:是一家集研发、生产、销售、售后为一体的自动化设备及生产线的...
天施奈仕和大家分享下PCB板在涂覆三防漆过程中需要做到哪些管控要求,因为有些用户在使用三防漆时受到外在因素干扰出现三防漆使用问题,很多情况是因为管理管控不到位造成,所以今天小编有必要和广大用户就PCB三防漆涂...