涂塑钢管焊接工艺(双金属焊接涂塑钢管)
Posted
篇首语:眼前多少难甘事,自古男儿当自强。本文由小常识网(cha138.com)小编为大家整理,主要介绍了涂塑钢管焊接工艺(双金属焊接涂塑钢管)相关的知识,希望对你有一定的参考价值。
涂塑钢管焊接工艺(双金属焊接涂塑钢管)
双金属焊接理念早在九十年代由德国汉诺威的霍尔茨明堡钢铁焊接实验室主住史奈特博士提出,后经新加坡、澳大利亚等国持续研发,但没有应用在管道领域上。国内很多研发单位对此项核心技术加以消化改造,成功地生产出了双金属焊接涂塑钢管,并应用到了工程项目,例:上海工商银行外高桥分行项目、辽宁葫芦岛造船厂项目等、无锡丽森大酒店、广元机场。填补了国内此项空自。
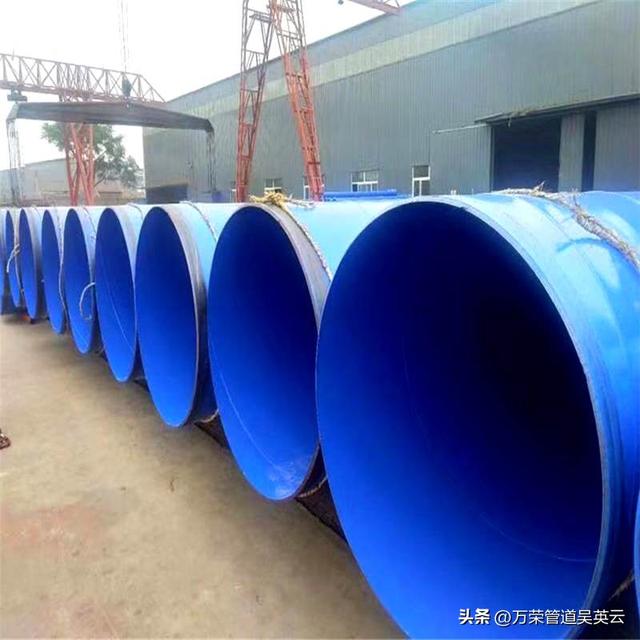
双金属焊接涂塑钢管

双金属焊接涂塑钢管

双金属焊接涂塑钢管
双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地涂塑钢管比较好的连接方案。
其工艺是以涂装之前的钢管端口内壁衬一层不锈钢,衬的不锈钢为5-10毫米,一般焊接破坏的涂塑层不超过5-10毫米,衬好了不锈钢管后,经过前处理、喷砂抛丸、涂装固化等工艺最终制得双金属焊接涂塑钢管。
在施工焊接前要打20-30度的破口,焊缝底层可以用氩弧焊打底,或者用不锈钢焊条(304或314不锈钢型号)打底,打底厚度不大于管材壁厚的四分之一,然后用碳钢焊条焊接完整个接口。注意有两点,一种是打坡口,另一种则是不锈钢采用满焊方式紧贴钢管内壁。
双金属焊接涂塑钢管焊口修补
双金属焊接涂塑钢管[1]在焊接后,焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。
双金属焊接涂塑钢管焊接要求
涂塑管在焊接施工时,预留焊缝部位作砂磨处理至Sa2.5级,表观锚纹深度在50μm和112μm之间,保证管道施工后保持附着力以及内壁光洁,无焊渣、气孔,从而保证管道的内修补质量。
相关参考
双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地...
双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地...
给排水承插式涂塑钢管工艺特点:在建筑消防系统中,环氧树脂钢管起着重要的作用,并逐渐取代镀锌钢管。涂塑钢管喷涂时,环氧树脂粉末没有完全熔合到基材的内壁和外壁上。经过30分钟的预热和固化,环氧树脂中的固化剂...
给排水承插式涂塑钢管工艺特点:在建筑消防系统中,环氧树脂钢管起着重要的作用,并逐渐取代镀锌钢管。涂塑钢管喷涂时,环氧树脂粉末没有完全熔合到基材的内壁和外壁上。经过30分钟的预热和固化,环氧树脂中的固化剂...
一、电线电缆产品主要分为五大类:1、裸电线及裸导体制品主要特征:纯的导体金属,无绝缘及护套层。如钢芯铝绞线、铜铝汇流排、电力机车线等;加工工艺:压力加工,如熔炼、压延、拉制、绞合/紧压绞合等;产品应用:城...
一、电线电缆产品主要分为五大类:1、裸电线及裸导体制品主要特征:纯的导体金属,无绝缘及护套层。如钢芯铝绞线、铜铝汇流排、电力机车线等;加工工艺:压力加工,如熔炼、压延、拉制、绞合/紧压绞合等;产品应用:城...
大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺...
大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺...
中华人民共和国城镇建设行业标准给水涂塑复合钢管CoatingplasticsteelpipeforwatersupplyCJ/T120-2016代替CJ/T120-2008发布日期:2016年1月27日实施日期:2016年7月1日中华人民共和国住房和城乡建设部发布前言本标准按照GB/T1.1-2009给出的...
中华人民共和国城镇建设行业标准给水涂塑复合钢管CoatingplasticsteelpipeforwatersupplyCJ/T120-2016代替CJ/T120-2008发布日期:2016年1月27日实施日期:2016年7月1日中华人民共和国住房和城乡建设部发布前言本标准按照GB/T1.1-2009给出的...