海天注塑机储料无背压开关位置(注塑,永不落幕7:苹果电脑面壳缩水是怎样解决的)
Posted
篇首语:有志不在年高,无志空长百岁。本文由小常识网(cha138.com)小编为大家整理,主要介绍了海天注塑机储料无背压开关位置(注塑,永不落幕7:苹果电脑面壳缩水是怎样解决的)相关的知识,希望对你有一定的参考价值。
海天注塑机储料无背压开关位置(注塑,永不落幕7:苹果电脑面壳缩水是怎样解决的)

一个周六,因为白天上班比较辛苦,故我早早在19点就上床休息了。迷糊中,电话吵醒了,是一个读者粉丝王老板打来的。
王老板:扬师傅,现在有空过我厂江湖救急下吗?
我:什么事嘛。
王老板:我有一套模具的注塑产品,我的师傅们调不出来,明天要交货1000套,麻烦你到现场指点下。
领袖说过,打扰别人休息,就是谋财害命。我很火气,但我还是说:那好吧,但,扬塑规矩啊。

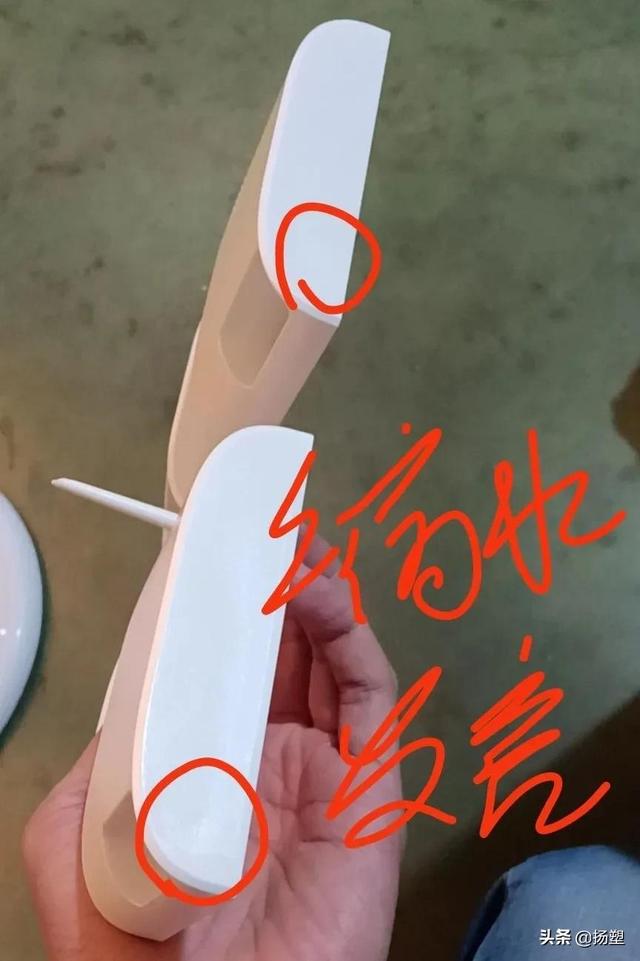
王老板安排了一司机过来接我,在去的路上,我向司机了解了一些情况。一套苹果电脑面壳因为物流链出现问题而需紧急补货1000个,但这套模具之前已生产过很多次了,这次上去怎么也调不出来。产品表面有缩水印,客户的驻厂品管怎么都不肯接受签板。
本厂的技术员领班,主管经理调了一天没能签板。争争吵吵,车间的主管经理说机台有问题,但是又讲不出所以然来;保全课的师傅又说机台没问题,是生产的师傅不会调机。
我到了现场认真看了一遍,这是一个苹果电脑的高光白色面壳,海天530T经典机型,PC+ABS合金料。我向驻厂品管要了封样的样板,同他们白天调出的不良品,认真对比了一番。同时亲自动手试调啤了20啤产品,认真观察了机台检测参数的差异,确定了原因。

我对王老板,注塑车间技术人员及保全课的师傅们说:你们白天调出的产品表面缩水程度跟样板只差一点而已。因为你们的机台是新机,大家对机台盲目自信了,故没有考虑到是机台射胶油封泄油而引起的射压不足够不稳定造成产品缩水的。
来,大家靠近射胶座台后面的那个射胶油缸,在射胶的时候是不是有丝,丝,丝的声音。这声音表明里面的射胶油封坏了,射胶时会卸压,提供不了跟机台设定射胶压力参数相对应的射压。故大家死调烂调都没有用了。
现在需要保全课的同事,抓紧时间,把坏了的射胶油封换上好的油封。在保全课同事换油封的时间里,我给大家讲一下造成注塑产品缩水的原因有哪些。

一,产品缩水的模具原因
1,水口流道,入水太小了,保压打不进去而引起的缩水。特别是啤PC料,加纤料,导热料的模具。
2,模具的排气不良,造成困气影响塑料的填充流动而引起的缩水。
3,模具的运水冷却不好,造成模温太高而引起过热收缩。
4,模具的模公偏芯,或模公不稳固射胶挤压偏芯而造成的缩水。
5,模具粘模引起的拉凹。
6,断针,断镶件造成胶位太厚了而引起的收缩。
7,模具唧咀,热流道流道太小了,造成填充不顺而起的缩水。
8,热流道里面有异物堵塞了,填充不顺而引起的缩水。
9,热流道板破裂漏胶了而引起的缩水。

二,产品缩水的调机原因
1,保压压力太小了,填充不进去,造成收缩。
2,保压时间太短了,水口没有凝固,造成填充不足或倒流而引起的收缩。
3,熔胶量不足,造成填充不足引起的收缩。
4,模温设得太高了,产品收缩大。
5,模温太低了,填充不畅顺,不饱和而引起的缩水。
6,模具调模锁得太紧了,排不了气造成填充不顺而引起的缩水。
7,射胶分段的转换位置设得不合理而引起的收缩。
8,射胶压力,速度设定不合理造成填充不顺而引起的缩水。
9,射咀有堵塞现象,造成填充不顺而引起的缩水。
10,射咀温度太低了,射胶不顺而引起的收缩。
11,炮筒温度太高了,塑料收缩大,螺杆有反胶现象而引起的缩水。
12,漏胶了,造成填充不饱满而引起的缩水。
13,背压设定太小了,造成熔胶的质量不紧密而引起的收缩。
学徒排位,复制移动的模具,
边沿厚胶位处是一定会缩水的▼

三,产品缩水的设计原因
1,入水位置不当,没有从最厚处入水,保压保不到那里而收缩。
2,产品排位不合理,射胶保压保不到远处的位置而引起的缩水。
3,产品设计厚薄不均衡而引起收缩。
4,胶位设计太厚了而引起的缩水。
5,骨位设计没有按材料收缩标准而设计,太厚了而引起的收缩。
6,螺丝柱的胶位太大太厚了,没有按塑胶产品螺丝柱标准而设计引起的收缩。
7,冷却水路位置设计不当,设计不够多,生产时模具太热而引起的收缩。
8,模具设计时对材料的收缩率取值不当引起的收缩。
学徒排位,复制移动的模具,
边沿厚胶位处是一定会缩水的▼
四,产品缩水的机台原因
1,机台太小了,压力不够,填充不饱满而引起的收缩。
2,三小件磨损,炮筒磨损了,或封胶介子,过胶圈破裂了造成反胶而引起射不饱满而缩水。
3,射胶油缸油封漏油,压力不稳定不足够射不饱满而引起的缩水。
4,油泵叶片破损,压力不足而引起的缩水。
5,炮筒温度异常,有一段不升温,由傍边的带起造成熔胶质量不合格而引起的缩水。
6,炮筒冷却运水冷却效果不好,有反胶现象而引起的缩水。
7,机台螺杆型号与塑料不匹配,如普通螺杆啤PC料引起的收缩。
8,输出电压不稳定,造成射胶动作无力而引起的缩水。

五,产品缩水的材料原因
1,料未干燥好而引起的收缩。
2,原料与水口料未拌均匀,或水口料比例太高了。
3,材料颗粒太大,或颗粒不均匀造成熔胶质量不合格而引起的缩水。
4,材料的收缩率太大了。

保全课的同事动作非常快,530T的机台更换射胶油封不到2小时便完成了。我等炮筒熔胶温度,模温都到达理想状态后,微调下保压压力,试啤了5啤,觉得差不多了,便送个样给QC检验。客户的品管左看右看,对着光线,斜着45度角,距离30CM,瞄了很久那个电脑面壳胶件,最后签板了。
机台正常生产了,我观察了半小时,都没有问题,查看了机台生产检测记录,都非常稳定。23点30分了,我对王老板说:扬塑规矩哦,安排个人送我回去吧。
注塑的伙伴们,认真学习扬塑资料内容,你们也可以的哦!
资料包已升级▼
相关参考
注塑机储料背压的作用和设置(新手推荐制品缺料的调整和改进方法)
...而导致的制品填充不足。(适当调整各个参数取值)2、注塑机是
注塑机储料背压的作用和设置(新手推荐制品缺料的调整和改进方法)
...而导致的制品填充不足。(适当调整各个参数取值)2、注塑机是
注塑储料背压是什么?把注塑机螺杆向注塑模具方向推动的力,称为背压。背压的作用是什么?排气:通过背压使塑化后的原料更好的排气;塑化:通过背压来增加材料与螺杆产生摩擦热,使塑料更好的塑化;分散:当原料添加...
注塑储料背压是什么?把注塑机螺杆向注塑模具方向推动的力,称为背压。背压的作用是什么?排气:通过背压使塑化后的原料更好的排气;塑化:通过背压来增加材料与螺杆产生摩擦热,使塑料更好的塑化;分散:当原料添加...
海天注塑机操作界面继续播放海天注塑机操作界面。大家观看界面则可,参数不能使用,谢谢!锁模设定开模设定开模终止位置要大于或等于开模初始位置,否则模具动不了开模终止位置要大于或等于开模初始位置,否则模具动...
海天注塑机操作界面继续播放海天注塑机操作界面。大家观看界面则可,参数不能使用,谢谢!锁模设定开模设定开模终止位置要大于或等于开模初始位置,否则模具动不了开模终止位置要大于或等于开模初始位置,否则模具动...
...自己害自己早已不是新闻的新闻”。而事实上,随着高速注塑机的诞生,一次性塑料餐具制造成本已经大大降低,它完全可以代替消毒餐具,从而解决餐具的安全卫生问题。图一外卖餐盒安全高速注塑机简称高速机,又通常被人...
...自己害自己早已不是新闻的新闻”。而事实上,随着高速注塑机的诞生,一次性塑料餐具制造成本已经大大降低,它完全可以代替消毒餐具,从而解决餐具的安全卫生问题。图一外卖餐盒安全高速注塑机简称高速机,又通常被人...
注塑生产异常现象分析及对策序号注塑异常现象原因解析对策及措施1浇口流涎在注塑过程中,开模后熔胶从浇口内流出,冷凝的胶料会影响注塑的进行,甚至会对模具造成压伤、对产品造成外观缺陷(冷料斑、飞边等)①射嘴...
注塑生产异常现象分析及对策序号注塑异常现象原因解析对策及措施1浇口流涎在注塑过程中,开模后熔胶从浇口内流出,冷凝的胶料会影响注塑的进行,甚至会对模具造成压伤、对产品造成外观缺陷(冷料斑、飞边等)①射嘴...