浮标气动量仪怎么校准(检测小尺寸公差——塞规、气动量仪、电子测量该怎么选?)
Posted
篇首语:守株待兔只能得一餐饱,主动出击方能丰衣足食。本文由小常识网(cha138.com)小编为大家整理,主要介绍了浮标气动量仪怎么校准(检测小尺寸公差——塞规、气动量仪、电子测量该怎么选?)相关的知识,希望对你有一定的参考价值。
浮标气动量仪怎么校准(检测小尺寸公差——塞规、气动量仪、电子测量该怎么选?)
在小孔径小公差的检测中(主要是H7级公差及以下)的检测,常见的方式是采用塞规检测。但这类塞规由于设计公差范围较小,加工难度大,无法读取准确的数值,计量检测无法保证,在其不能满足检测需要的情况下,新的检测手段应该如何选择呢?
PART 01 当前检测方法分析
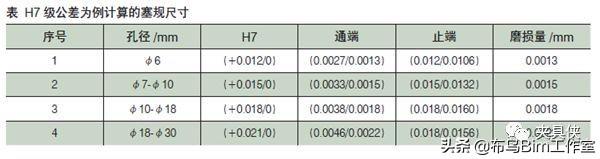
以孔径(φ6~φ30)的H7级公差为例计算的塞规尺寸如表所示。目前采用塞规检测方法主要存在的弊端包括:
塞规制作成本高
根据工具车间和同行业的数据分析,只有塞规的公差大于0.003 mm时,塞规才能保证95%以上的产品合格率;当小于0.0015mm时,只能保证33%的合格率;当小于0.0025mm且大于0.0015mm时,只能保证67%的合格率。
使用成本高
通端的下差和磨损极限的差值即为磨损量,磨损量越小,塞规的使用寿命越短。
计量困难
根据计量室反馈,由于设计公差范围太小,约在0.014mm左右,加工难度大,无法读取准确的数值,计量检测无法保证,验收合格率低。
产品加工困难
因为塞规吃掉了产品要求公差的一部分公差,导致产品加工时压缩到产品图要求尺寸的中差,因而对加工的要求也相应提高了(见图1)。
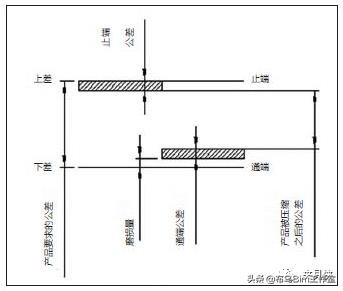
图1 塞规的原理结构
以壳体类零件经常使用的工艺销子孔φ11H7为例,根据《塞规、卡板的计算程序》计算所得(见图2),计算产品被压缩之后的:

图2 φ11H7塞规的计算
PART 02 解决方案分析
针对以上原因,提出以下几种方案供参考使用:
方案一:加大塞规的设计公差
针对制造和检验提出的问题,可以加大通端和止端的设计公差为0.003mm,保证90%以上的成品率;加大磨损量到0.003mm,增加检具的磨损量(见图3)。
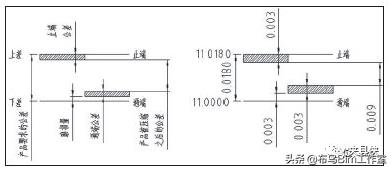
图3
同样以φ11H7为例,产品被压缩之后的实际要求尺寸Sj=0.009mm。即对产品图的要求尺寸更加严格了,公差为原先的一半,产品图要求的φ11H7在机加工过程中要控制在φ11H5级,导致加工难度增加,因误判导致的产品合格率降低。
方案二:使用气动量仪
气动量仪因其与塞规相比能精确读数、成本低,同时还能检测内孔的圆度、锥度,两孔中心距、同轴度、垂直度等而在小公差尺寸检测的应用上越来越广泛。
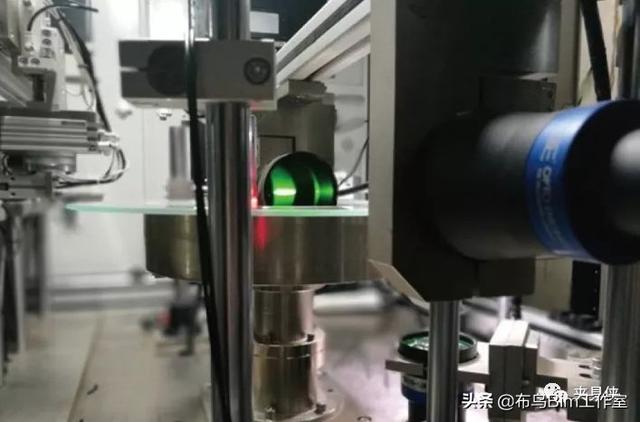
因气动量仪使用时要求安装在没有振动的工作台上,以保证浮标能自由的上下移动,不与玻璃管壁相碰,而且没有显著的摆动现象。测工件时,把工件水平平稳地放在工作台上,测头校准之后插入孔内,量仪示值为内径;旋转测头一周量仪示值差为圆度;测头在孔内上下移动一定距离可测量孔是否有锥度,通过三角函数换算可得到锥度值。
因为测量时要求工件水平平稳地放在工作台上,而壳体类零件有一部分尤其是大壳产品体积庞大、质量重,则要求工作台一定要足够大,同时有移动设备。很明显该类检具不适合大的壳体类检测。
方案三:使用电子塞规
电子塞规是近年发展起来可替代气动量仪和塞规的高效孔径测量仪器。电子塞规由电子塞规本体和电子测微显示仪组成。电子塞规的传感器一般采用开启式差动变压器原理,这种结构特点是测量范围宽,可达1~2mm。电子塞规本体由塞规体、专用导套和硬质合金侧头等组成。与塞规配套的电子放大器一般选用模拟放大电路和向敏检波器等组成。
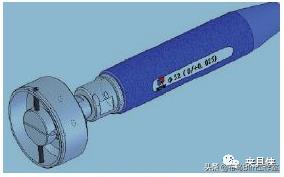
图4 电子塞规

图5 电子塞规小尺寸
电子塞规精度高,综合测量误差小于0.001mm,稳定、可靠、耐用,可在生产车间常温条件下长时间使用,它完全可以替代塞规、三爪内径千分尺及内径量表等测孔检具,可快速、方便地测量通孔的直径、椭圆度和锥度。

图6 上下限环规
电子塞规采用两个硬质合金测头进行接触测量,测力小、耐磨性好。测头安装具有自锁功能,安装调整方便。一般情况下,按用户的订货要求设计专用导套,专用的导套保证了测量时的间隙、导向和定心,测量的孔径准确、客观和快速。图4、图5分别是大小不一样的电子塞规结构图。尾线部分连接测量的显示仪器,每个都配有两个上下限环规(见图6),图7是快换测头。

图7 快换侧头
使用时,测量时电子塞规测头应处在导套直径方向上,若导套直径偏离测头轴线方向,则测量的是弦而不是工件的直径,如图8所示。其产生的偏心误差可用下式表示:
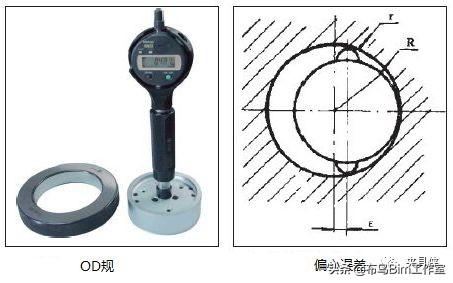
图8
相关参考
在现代加工制造中,像其它功能一样,测量也是管理效率、成本控制或成本遏制的一个重要主题。 举例来说,一个不合格的零件对OEM客户来说,可能只是小问题;作为装配者来说,快速扔掉这个零件而另选一个,也许只是占用...
在现代加工制造中,像其它功能一样,测量也是管理效率、成本控制或成本遏制的一个重要主题。 举例来说,一个不合格的零件对OEM客户来说,可能只是小问题;作为装配者来说,快速扔掉这个零件而另选一个,也许只是占用...
...数据收集和统计分析,实现无纸化数据记录,所以相比较浮标式气动量仪,越来越多的工厂倾向于使用电子式气动量仪。(1)对使用环境要求低。电子式气动量仪外壳结实、不易损坏,在任何现场条件下均可获得稳定准确的数...
如果想延长气动量仪检测仪器寿命,气动量仪量具的保养很重要,正确地使用精密量具是保证产品质量的重要条件之一。要保持量具的精度和它工作的可靠性,除了在使用中要按照合理的使用方法进行操作以外,还必须做好量...
如果想延长气动量仪检测仪器寿命,气动量仪量具的保养很重要,正确地使用精密量具是保证产品质量的重要条件之一。要保持量具的精度和它工作的可靠性,除了在使用中要按照合理的使用方法进行操作以外,还必须做好量...
气动量仪(西安市仪器校准_第三方计量检测机构13712659101)
...、投影仪、影像测绘仪、万能工具显微镜、电动轮廓仪、气动量仪、偏摆仪、测微仪、液塑限测定仪、直角尺检定仪、百分表检定仪、千分表检定仪、量仪测力仪、水平仪检定器、水平仪零位检定器、测量显微镜、读数显微镜、...
一、是非题(对画√,错画×)1、砂轮与工件的接触弧长,以外圆磨削为最长,平面磨削次之,内圆磨削最小。(X)2、当其他参数不变时,砂轮的速度越高,磨削厚度也就越大。(√)3、磨削比G值小时,表示砂轮的切削性最好,生产...
一、是非题(对画√,错画×)1、砂轮与工件的接触弧长,以外圆磨削为最长,平面磨削次之,内圆磨削最小。(X)2、当其他参数不变时,砂轮的速度越高,磨削厚度也就越大。(√)3、磨削比G值小时,表示砂轮的切削性最好,生产...
气动量仪可测的尺寸范围(气动量仪在工业自动化生产中的应用方案)
气动量仪在工业自动化生产中的应用方案一套气动量仪测量和自动化生产线无缝结合,能以1秒左右的检测节拍(不含上下料时间),检测工件的内径、外径、槽宽、两孔距、深度、厚度、圆度、锥度、同轴度、直线度、平面度...
数显表生产欢迎批(DIATEST孔径测量,电子塞规,数显塞规,BMD塞规式孔径量仪使用说明)
...寸误差和形状缺点偏差的孔径检测设备,也可以安装在测量仪器和自动控制系统上。检测范围从Ø2.98到270mm。快捷测量孔直径、孔圆度和孔椭圆度尤其适用于手动和自动检验批量生产的高公差带里孔零部件自动化定中心,测量过...