浮动辊控制张力原理(三菱PLC实际项目应用案例讲解)
Posted
篇首语:黄金的宝藏比不上知识的宝藏。本文由小常识网(cha138.com)小编为大家整理,主要介绍了浮动辊控制张力原理(三菱PLC实际项目应用案例讲解)相关的知识,希望对你有一定的参考价值。
浮动辊控制张力原理(三菱PLC实际项目应用案例讲解)
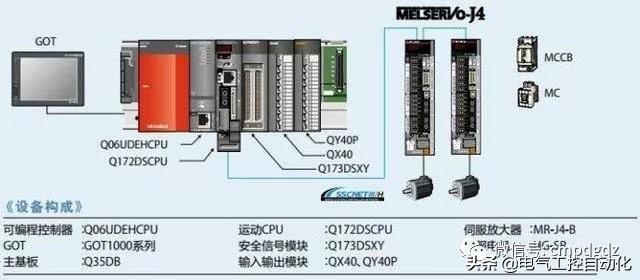
Q172DSCPU在汽车生产线中的应用
该案例适用于各种生产线设备、压入机、冲压机、印刷机、立式成型充填封口机、卧式成型充填封口机等。

1 传送带驱动轴1
2 传送带驱动轴2
(A) 玻璃窗安装工程(无人)
(B) 安装座位工程(有人)
(a) 玻璃窗安装机械手
(b) 紧急停止按钮
(c) 光幕
动作流程

现场课题
课题01如有人进入无人组装生产线,会停止---解决课题:切断功能。
课题02有人组装生产线中,希望确保安全的速度---速度监视功能。
模型系统
解决现场课题
解决01切断功能:通过充实安全功能,构建用途对应的安全系统。



解决02速度监控功能(SLS):通过速度监视确保生产线的安全性。
速度监视功能(SLS)是监视电机速度是否超过安全速度的监视功能。通过将指令速度与反馈速度与安全速度相比,保证安全速度。异常时,通过STO或SS1切断动力。

启动步骤
步骤1:安全信号的接线
使用安全信号模块时的安全系统接线示例。光幕的信号连接到安全信号模块的输入端子,安全信号模块的输出端子连接到伺服放大器的STO端子。

步骤2:系统构成的设定
在系统构成画面中进行伺服放大器、伺服电机的设定。
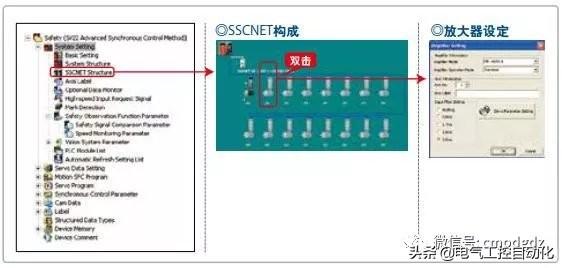
步骤3:安全监视功能参数的设定
通过安全信号参数设定安全信号模块的使用台数,通过速度监视参数设定速度监视轴编号及安全速度等。

Q172DSCPU在搬运设备中的应用
该案例适用于通用材料的搬送设备、自动组装设备、封装机、航空机组装、扫描设备等。

1 X1轴(直线伺服电机)
2 X2轴(直线伺服电机)
3 Y1轴(直线伺服电机)
4 Y2轴(直线伺服电机)
5 Z1轴(上下轴)
6 Z2轴(上下轴)
(a) 光幕
(b) GOT(Graphic Operation Terminal)
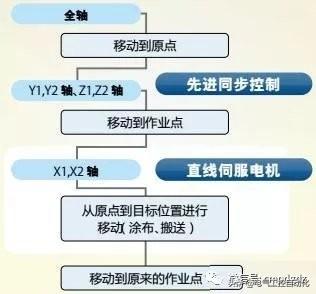
动作流程
现场课题
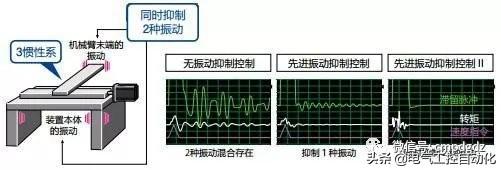
课题01抑制机械的振动---解决课题:先进振动抑制控制Ⅱ与机械共振抑制滤波器。
课题02以简单构造实行多传感头---解决课题:直线伺服电机。
课题03X1轴与X2轴总是进行相同动作----解决课题:串联驱动。
模型系统、

解决现场课题
解决01先进振动抑制控制Ⅱ机械共振抑制滤波器:通过一键式操作,实现先进的振动抑制控制功能。完成伺服增益调整。
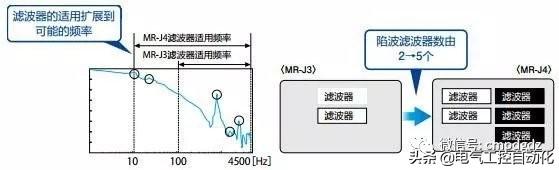
先进振动抑制控制Ⅱ:通过对应3惯性系的机械的振动抑制控制算法,可同时抑制2种低频率振动。通过MR Configurator2也可简单进行调整。可对机械臂顶端或设备主体残留振动的控制发挥出效果。
机械共振抑制滤波器:通过提高滤波器构造,将适用频率范围由100Hz~4500H扩展到10Hz~4500Hz。并且,将可同时适用的滤波器由2个扩展到5个,从而提高机械的振动抑制性能。
解决02直线伺服电机:通过直线伺服电机可随意控制多传感头!
可以使用支持最大速度3m/s(LM-H3系列)、最大推力150N~18000N、最小分解能0.005μm的多串行I/F编码器相应的直线伺服电机的多传感头。

解决03 串联驱动:通过先进同步控制,简单进行串联驱动。
使用先进同步控制,将相同数据输出到凸轮,可实现并列驱动(串联驱动)。

启动步骤
步骤1:系统构成的设定
设定伺服放大器、伺服电机。

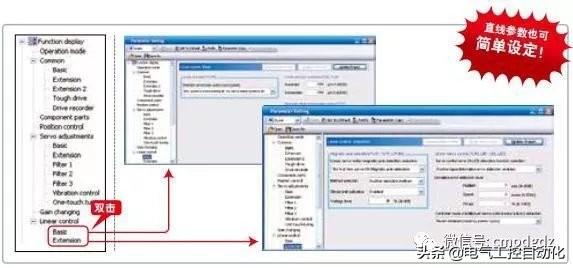
步骤2:直线控制参数的设定
直线伺服电机的参数也仅需设定2画面的数据。
步骤3:振动抑制控制参数的设定
将振动抑制控制模式变为3惯性模式,使先进振动抑制控制Ⅱ有效。

步骤4:程序的编辑
作成运动SFC程序、伺服程序。

QD77MS4在螺丝拧紧机的应用
该案例适用于螺帽拧紧机、汽缸盖加固机、离合器加固机、压入机、铆接机等设备。

1 X轴
2 Y轴
3 上下轴(Z轴)
4 旋转轴
(a) 拧紧机
(b) 工件
动作流程

模型系统

解决现场课题
解决01推压控制:可拧紧开环中的螺栓。

解决02减少通电转矩波形:反复拧紧螺栓,提高精确度。
通过电机极数与插槽数最佳的组合,可大幅降低通电转矩脉动。
拧紧螺栓时,反复进行拧紧,可改善精确度。

启动步骤
步骤1:系统构成的设定
通过系统构成进行伺服放大器的设定。

步骤2:进行各轴的伺服放大器设定。使用伺服助手功能,即使第一次使用也可简单进行设定。

步骤3:推压控制用顺控程序的制作
通过功能块(FB) 可简单制作控制模式切换等的控制用程序。

QD77MS2在贴标设备的应用
该案例适用于金属•纸的切断设备、添加折叠线设备、贴标设备、打印机、扫描设备等。

1 旋切刀具轴
(a) 色标传感器
(b) 旋切刀具
(c) GOT
(d) 传送带
(e) 同步编码器
动作流程

现场课题
课题01从GOT设定想要的纸张长度-—解决课题:凸轮自动生成功能。
课题02根据基准色标位置切断纸张—-解决课题:色标检测功能。
模型系统

解决现场课题
解决01凸轮自动生成功能:通过自动生成凸轮数据,削减设计工时!
根据包装纸的纸张长度、旋切刀具轴直径、纸张同步区间可生成凸轮数据。
通过自动生成凸轮数据,可削减设计工时。

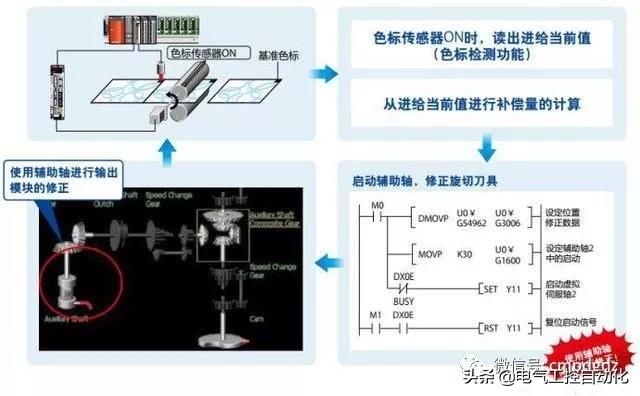
解决02色标检测功能:通过基准色标位置的检测→进行补偿,使吻合基准色标进行切断!
根据纸张的弹性、送纸时的平滑度等检出与基准色标位置的偏差。
通过调整与基准位置的偏差,可配合基准色标进行切断。
启动步骤
步骤1:系统构成、色标检测的设定
进行系统构成、色标检测的设定。

步骤2:同步控制参数设定
设定参数,使旋切刀具(轴1)与传送带同步后进行运行。

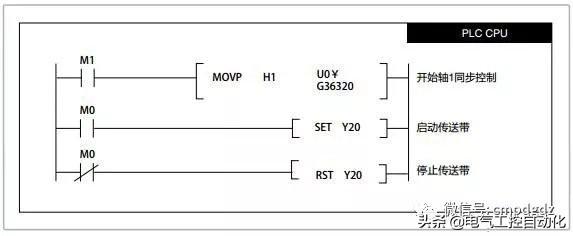
步骤3:顺控程序与定位数据的生成
旋切刀具(轴1)同步开始后,启动驱动传送带的变频器。
QD77MS16在包装机中的应用
该案例适用于食品•饮料填充机、袋包装包装机、粉末的填充机等。

1 放卷轴
2 搬送辊轴
3 搬送辊轴
4 密封&切割轴
5 传送带轴
(a) 色标传感器
(b) 供给器
(c) 热密封器
(d) 薄膜成型设备
(e) 密封&切割设备
(f) 安全用接近传感器
(g) 张力控制用浮动辊
(h) 辊幅检测用传感器
(i) 产品检测用传感器
动作流程

现场课题
课题01搬送与密封&剪裁同时进行,从而使包装的品质更加稳定—-解决课题:简单的同步控制。
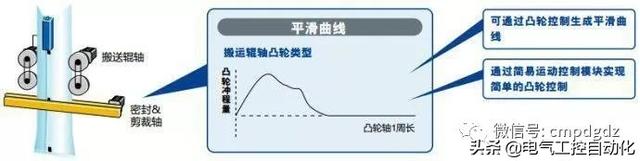
课题02抑制机械的冲击,缩短节拍时间—-解决课题:凸轮控制。
课题03构建安全系统—-解决课题:安全监视功能。
模型系统

解决现场课题
解决01简单的同步控制:通过同步控制实现高品质完成!
通过搬送辊轴与密封&剪裁轴的三轴同步控制,可提高加工精度,实现高品质完成。另外,无需联锁,从而缩短节拍时间。

解决02凸轮控制:可顺利进行包装用薄膜的搬送•停止!
通过凸轮控制,实现平滑搬送、停止的高速化,缩短节拍时间。
解决03安全监视功能:标准支持IEC/EN 61800-5-2的功能。
伺服放大器MR-J4-B系列标准支持安全监控功能STO(Safe Torque Off) ,可在不切断主回路电源的前提下安全停止,缩短重启时间。

启动步骤
步骤1:系统构成的设定
设定伺服放大器、虚拟伺服放大器。

步骤2:同步控制参数设定
轴2的参数设定为与虚拟伺服放大器(轴9)同步。

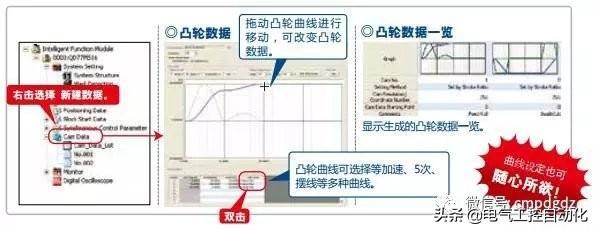
步骤3:凸轮数据的生成
生成搬送辊轴、密封&剪裁轴的凸轮数据。
步骤4:顺控程序与定位数据的生成
轴1~轴3为同步运行运作程序,轴9为开始定位程序。

相关参考
...的机械构成,重点详述了助卷辊的工艺过程及踏步系统的控制原理、踏步控制液压系统的构成,以及助卷辊跳跃量等因素,为工程调试、问题诊断提供参考。福建1780mm热轧不锈钢轧制工艺设备由两座加热炉、粗除鳞、立辊轧机、...
...的,它的特点是,精确的记录电机运动数据,然后反馈给控制器,再由控制器发出指令控制电机或者其它输出元件。编码器的外形图如下:具体接线图解见下图:实物输出接线的解析见下图:与PLC接线电路图如下:实际与三菱PLC...
张紧辊的张力是根据什么设定的(数字孪生 之 机器仿真|卷料仿真)
...性能,并且能够将卷料机器3-D可视化。卷料库包括压辊、浮动器、蓄能器等不同的机构用于机器建模,并用于开发验证控制系统。应用范围二维运动系统单向流动系统动力学卷料库-功
热压机变压器(三菱PLC和触摸屏在变压器绝缘层压板热压机控制系统中的应用)
...件生产用热压机工作机理和工艺流程的介绍,分析可编程控制器件(PLC)、触摸屏等技术在热压机上使用,使得设备具有控制线路简单、接线方便、可靠性高、故障容易判断等特点,大大提高了生产效率。绝缘层压板是变压器的...
热压机变压器(三菱PLC和触摸屏在变压器绝缘层压板热压机控制系统中的应用)
...件生产用热压机工作机理和工艺流程的介绍,分析可编程控制器件(PLC)、触摸屏等技术在热压机上使用,使得设备具有控制线路简单、接线方便、可靠性高、故障容易判断等特点,大大提高了生产效率。绝缘层压板是变压器的...
怎样查看三菱plc里面的程序(如何能快速的检测三菱PLC?)
三菱plc可编程序控制器在工业生产中得到了广泛的应用,不过关于三菱plc如何更快速的检修这一问题,有许多的工程师都不得其要领,下面为您说一说三菱PLC检修的一些技巧(这些方法适用于三菱plc中各系列的产品检测,如FX系...
旋风式工业除尘器(动图讲解各种除尘器原理和应用场合,干货知识快来学习)
...尘器的工作原理,以后会为大家带来一些在工厂中使用PLC控制各种除尘器的实际案例,有需要的朋友们不要错过了。一除尘器的分类及除尘过程1.除尘器的分类按作用机理分,可分为机械除尘器、电力除尘器、过滤式除尘器和洗...
方向控制回路的特点和适用场合(PLC实战知识讲解|常见PLC控制系统(1))
...泵通常采用笼型三相交流异步电动机拖动。所以,水塔的控制实际上就是三相异步电动机的控制。方法有人工控制和自动控制。今天介绍最简单的水塔控制方法——人工控制。控制原理图图1-2(a)和(b)分别为闸刀开关(或铁...
...气电子技术,欢迎大家的浏览和关注。这次我们讲解的PLC控制电路板的基本接线。这是初学PLC的基础。另外,我想说的是,大部分的PLC接线都是大同小异,不管型号的。像三菱、欧姆龙、永宏PLC、海为、信捷、台达、西门子、松...
10.怎样利用弹塑曲线(P-H图)来分析轧机调整过程?从上题可知,P-H图可综合分析轧件与轧机间相互作用力和变形的关系。利用P-H图还可以形象地分析造成带钢厚度差的各种原因及轧机的调整过程。(1)轧辊的热膨胀与轧辊的磨损。...