测试头扭矩测量仪(拧紧设备校验:拿什么相信你?我的扳手)
Posted
篇首语:大道之行,天下为公。本文由小常识网(cha138.com)小编为大家整理,主要介绍了测试头扭矩测量仪(拧紧设备校验:拿什么相信你?我的扳手)相关的知识,希望对你有一定的参考价值。
测试头扭矩测量仪(拧紧设备校验:拿什么相信你?我的扳手)
为了让螺丝君更加系统地掌握:开发、制造、装配、失效的内在逻辑,树立体系化思维,后续螺丝君的文章,将更多的以【专栏】呈现给大家。
今天我们要和大家分享的【专栏】是:汽车拧紧装配和工艺保证,第 6 期--拧紧设备校验:拿什么相信你?我的扳手!
上一期,我们和大家分享了:拧紧设备如何选型?那么,拿到手的拧紧设备怎么才能证明它具有我所期望的能力呢?
以下内容,是我们在实际工作中总结的一些小经验,在这里分享给各位螺丝君,希望能对大家提供一点启发。
01
用什么依据?
面对众多的国际标准、行业标准、检定规程、校准规范,我们该选用什么作为我们校验拧紧设备的依据呢?
我使用的是校验这个词,为什么不用标定?不用检定?不用校准?因为这些词之间还是有很大区别的,让我们先从这些词的含义入手。
检定的含义是依据国家计量检定规程,通过实验确定计量器具示值误差是否符合要求的活动。
检定范围是我国计量法明确规定的强制检定的计量器具。是由法制计量部门或法定授权组织按照检定规程,通过实验,提供证明来确定测量器具的示值误差满足规定要求的活动。
检定的主要依据是《国家计量检定规程》(JJG),这是计量设备检定必须遵守的法定技术文件。其中,通常对计量检测设备的检定周期、计量特性、检定项目、检定条件、检定方法及检定结果等作出规定。
计量检定规程,可以分为:国家计量检定规程、部门计量检定规程和地方计量检定规程三种。这些规程属于计量法规性文件,组织无权制定,必须由经批准的授权计量部门制定。
检定的结论具有法律效力,可作为计量器具或测量装置检定的法定依据《检定合格证书》属于具有法律效力的技术文件。说白了就是要负法律责任的!
与拧紧相关的JJG文件主要有:
- JJG 707-2014 扭矩扳子检定规程
- JJG 797-2013 扭矩扳子检定仪检定规程
- JJG 995-2005 静态扭矩测量仪检定规程

(图片来源:中国计量科学研究院网站)
标定的含义是通过测量标准器的偏差来补偿仪器系统误差,从而改善仪器或系统准确度(精度)的操作,标定一般用于较高精度的仪器。
这句话是百度来的,其实标定和下面要说的校准是一个含义,来源于单词calibration,这个词即可翻译成校准,也可翻译为标定。

但是,在《中华人民共和国计量法(2018修正)》版中并没有标定这个词,参考《JJF 1001-2011 通用计量术语及定义技术规范》4.10 校准条目,这里明确的将校准与单词calibration进行了绑定,所以相比标定而言校准更准确一些。
校准的含义是依据相关校准规范,通过实验确定计量器具示值的活动。通常采用与精度较高的标准器比对测量得到被计量器具相对标准器的误差,从而得到被计量器具示值的修正值。
校准,主要用于非强制检定的计量器具。
校准不具有强制性,属于组织自愿的溯源行为。这是一种技术活动,可根据组织的实际需要,评定计量器具的示值误差,为计量器具或标准物质定值的过程。组织可以根据实际需要规定校准规范或校准方法。
校准的结论只是评定测量装置的量值误差,确保量值准确,不要求给出合格或不合格的判定。
校准的主要依据是组织根据实际需要自行制定的《校准规范》或按照《国家计量技术规范》(JJF)的要求。常见的与拧紧相关的JJF文件主要有JJF 1610-2017 电动、气动扭矩扳子校准规范。在《校准规范》中,组织自行规定校准程序、方法、校准周期、校准记录及标识等方面的要求。
校准的结论,不具备法律效力,给出的《校准证书》只是标明量值误差,属于一种技术文件。
校准,也不是随随便便就能做的,需要通过中国合格评定国家认可委员会认证,即CNAS认证。

(图片来源:中国计量科学研究院网站)
业内大家比较熟悉的阿特拉斯,也是具有校准资质的。

最后就是校验了,校验的含义是在没有相关检定规程或校准规范时,按照组织自行编制的方法实施量值传递溯源的一种方式。主要用于专用计量器具、或准确度相对较低的计量器具。
显然校验的要求是最低的,不用取得国家认可的资质,依据企业内部自行编写的作业文件即可。
也就是说对于大部分主机厂而言,日常对拧紧设备进行的周期性精度检查只能算是校验。只有少部分主机厂由具有获得校准资质的实验室来进行拧紧设备校准工作。
校验依据主要参考下面两个标准,一个是比较古早的当数《ISO 5393-2017 用于螺纹紧固件的回转式气动装配工具 性能试验方法》,看不懂也没关系,可以去看《GB/T 26547-2011 螺纹紧固件用回转式工具性能试验方法》,不能说很像,因为根本一模一样……
另一个更有参考价值的标准,就是《VDI_VDE_2645_BLATT_2 拧紧设备能力调查-设备能力调查-MFU》,校验依据可以参考上面提到的标准结合企业情况自行定制。

(图片来源:阿特拉斯网站)
02
用什么指标?
评价指标,当然是业内广泛使用的Cm、Cmk这对好兄弟。
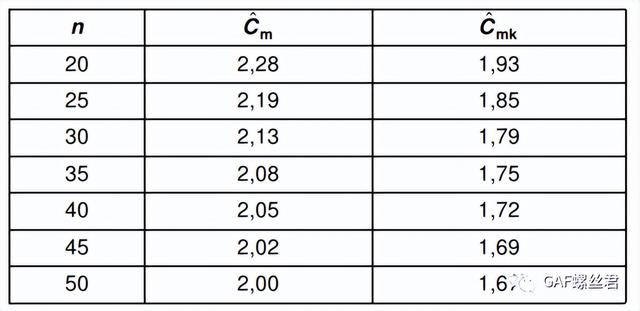
先说结论,±15%公差校验50次,CM≥2 CMK ≥1.67
Cm和Cmk即机械能力指数,指的是只考核机器设备本身的偏差而得出的值。
- 首先,要减少环境影响,要在尽量短的时间内完成;
- 其次,要减少人的因素影响,要用相同的操作者;
- 接下来,要采用标准的作业方法;
- 最后,是使用同一批原材料,通常使用的是连接模拟器。


上面这些图,很生动的解释了Cm和Cmk分别是什么,Cm考量是否集中,Cmk考量是否命中目标。可以看出来Cmk的评价是在Cm集中的前提下,如果数据特别分散,那么评价Cmk就没有意义了。
Cm和Cmk一般应用在新采购的设备、对设备调试结束后、设备维修保养后进行测试。
评价的时候需要一定的限定条件,如公差等级和测试次数。在没有特殊要求下一般公差等级给±15%,测试次数为20次至50次。
下表为按照VDI 2645-2标准,不同测试次数下的Cm和Cmk值要求。
注意事项
公差等级的选取,可以在15%、10%、5%之间选取,取决于拧紧工艺设计公差和选取的工具公差。比如设计工艺公差15%,选取的工具公差7%,那么可以选用10%。
软硬连接的选取。设备在出厂时会分别测试软硬连接下的表现,但是对于主机厂而言软硬度选择最好参考实际拧紧点的软硬情况。
比如:
- 工位 1 的所有拧紧点通过观察曲线发现都是硬连接,那么校验时只选硬连接就可以;
- 工位 2 的所有拧紧点是介乎于软硬连接之间的中性连接,那么就要采用中性连接进行测试,哪怕标准里并没有。(中性连接一般靠使用液压制动的模拟器来获得)
- 工位 3 的拧紧点软中硬三种全有,那么选取软和硬即可。
在实际工作中,大部分的装配工位拧紧点一般都是单一软硬度,如果在一个装配工位出现不同的软硬度,建议重新规划调整一下工位的装配内容。
校验次数的选取。分为以下几种情况:
- 已知拧紧点工艺,且工艺为扭矩控制法,可选择校验目标扭矩50次;例如20Nm校验50次;
- 已知拧紧点工艺,且工艺为角度控制法,可选择转角起始扭矩校验25次、转角起始扭矩2倍25次;例如20Nm+90°校验20Nm25次、40Nm25次。(根据经验,一般转角法的最终扭矩平均值约为转角起始扭矩的二倍)。
- 未知拧紧点工艺,可选则工具最大扭矩30%和80%两个点各校验25次;例如一把扳手最大扭矩40Nm,校验12Nm25次、32Nm25次。
有的设备厂家在出厂时会使用设备最大扭矩100%来进行校验,但是对于工厂来说并不推荐这么做,设备选型时要避免拧紧设备长期工作在最大负荷的位置,所以校验这个点意义不大。
通过以上校验得出的数据,结合标准给出的Cm、Cmk值,就可以判断工具是否合格。
接下来要补充一点容易被忽略的角度校验,大部分的带控制系统的动力拧紧工具都是具有扭矩和角度双传感器的,角度传感器也需要进行一定的检查工作。
通常用于校验设备的传感器都是带有角度检测功能的,可以给设备设定一个目标角度,进而对比实际角度偏差是否过大,根据经验来说以360°为目标不超±5°都是OK的。
如果没有能够测量角度的传感器,可以使用下图中的转角仪粗略评估一下,如果什么条件都没有也可用记号笔在设备旋转部位和壳体上画一条线,看看360°后能不能回到最初的位置。
当然,这只是应急的土办法,粗略看看总比不看强是吧!

03
用什么设备?
常用的校验设备,大体上可以分为两种:一种是扭矩检测仪搭配扭矩传感器,另一种是一体化的扭矩检测车。
先介绍第一种,扭矩检测仪和扭矩传感器。


左边那个大盒子就是扭矩检测仪,型号是ACTA3000,当然这是非常老的型号了,现在使用的是右边的ACTA6000,更加小巧轻便功能强大。(那个ACTA3000的盒子用了15年了,和诺基亚有一拼了!)
中间的两个小方块就是扭矩传感器,型号为IRTT,划分为不同的量程范围。传感器通过数据电缆和检测仪进行连接,拧紧设备的驱动方插入传感器凹槽内,另一侧的传感器驱动方用于连接模拟螺栓。
组合起来就是下面这个样子。

模拟螺栓,是下面这个样子,我这里的三个都是软连接,别看外观不咋地,用起来还是棒棒哒,当然用的久了还是要更换掉螺纹付的部分。

这个是软连接的拧紧测试曲线,

有了这一套设备就可以完成对拧紧设备的一些基本测试了。这套设备的优点是整体投入低,应用场景灵活,结实耐用。
接下来介绍扭矩检测车,检测车将电脑、软件、传感器、连接模拟器以及一些附属设施组合到一起。
其中传感器和连接模拟器一般是集成的,模拟器采用液压制动的方式,能够精细模拟各种软硬连接。
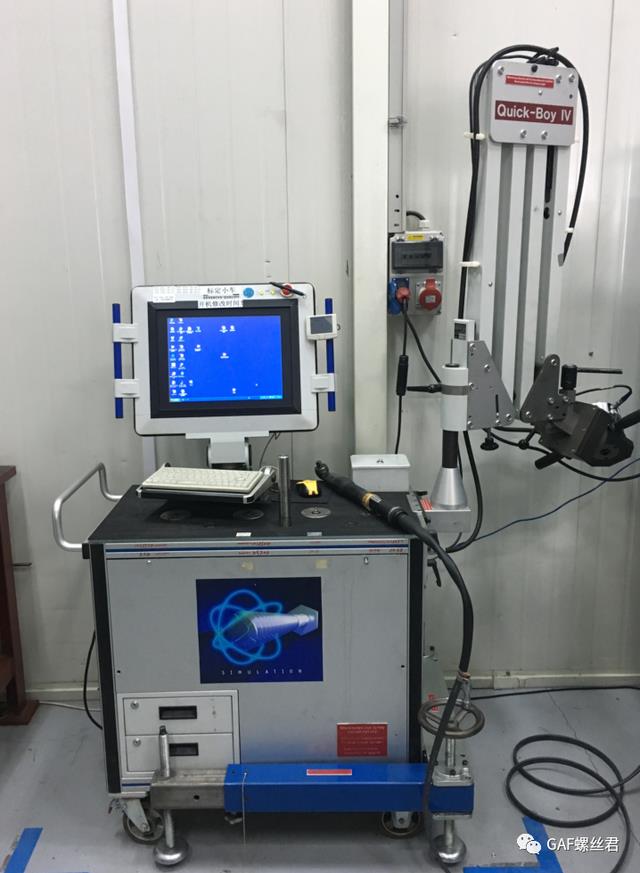
上图中的扭矩检测车品牌是兹韦克,除了在小车内部集成了多个传感器以外,外部还安装了一个机械臂,上面有外置传感器,用于在工位上直接对拧紧轴进行校验。
软件部分也非常强大,可以通过数据库对所有拧紧设备进行管理,可以设置多种校验策略,自动生成校验报告等等。
缺点也是显而易见的,一个字,贵。
上面这两种就是常用的校验设备了,优缺点都有。
这里只是以这两个厂家的设备为例,实际上不论进口传感器还是国产传感器可供选择的品牌种类非常多,同样需要企业结合自身的实际情况来进行评估选择。
04
用什么流程?
校验流程按照目标工位拧紧工艺,分为:扭矩控制法校验流程和转角控制法校验流程。
1、扭矩控制法拧紧设备校验流程:

2、角度控制法拧紧设备校验流程:

好啦,以上就是螺丝君想要和大家分享的内容了,这里提到的仅仅是拧紧设备校验技术的一点皮毛,如果想了解更多,请关注螺丝君推出的年度课程,那里有更为详实的培训内容!
今天的话题,就分享到这里;更多详情,请关注微信公众号:GAF螺丝君(GAF-luosijun)
相关参考
工业生产中因螺栓紧固不当造成的安全事故时有发生。因螺栓紧固不足、过量或不均而引起振动超标、螺栓断裂、部件脱落等设备故障和安全事故时有发生。操作中如果所设定的扭矩未达到拧紧要求,那么紧固不足会造成螺栓因...
...其他高科技套件一样在市场上占据主导地位,因此我们的测试重点是传统工具。当您使用它们时,您会看到它们为什么受欢迎的原因。无需照看灯光,因为在达到所需的扭矩设置时会发出坚固的响声。因此,无论您是简单地更换...
扭力扳手原理(「2020液压扳手排行榜」电动扭矩扳手好还是液压扭矩扳手好?)
...确度也是判定液压扳手质量好坏的一个标准,那么是电动扭矩扳手好呢还是液压扭矩扳手好呢?哪一种可以让螺栓精确度更高呢?针对电动扳手和液压扳手之间的区别,杜恩DOUHEN工程师今天好好跟大家说一说。什么是液压扭力扳...
...好,用扳手拧紧,关闭测量管道上另一端的针型阀。再把测试管道上的快速接头一端插入微水仪上的采样口,将排气管道连接到出气口。后将开关接头与SF6电气设备测量接口连接好,用扳手拧紧。WS-2SF6微量水分测试仪-华意电力2...
1、电动起子扭力测试仪的功能: 主要用于检测和校正各种电动风动螺丝批、扭矩起子、扭矩扳手的扭矩,各种产品涉及拧紧力的测试,零件扭转破坏性试验等。 2、电动起子扭力测试仪的应用: 广泛应用于各种...
...多用户在日常使用的时候,都不懂得保养,导致扭矩扳手测试仪在使用过程中损坏,因此我们在日常使用过程中应多注意保养。接下来就跟着磐石测控小编一起来看下扭矩扳手测试仪日常保养方法吧!扭矩扳手测试仪日常保养方...
...落等设备故障和安全事故时有发生。操作中如果所设定的扭矩未达到拧紧要求,那么紧固不足会造成螺栓因震动或循环载荷而松脱;如果螺栓拧得过紧,一方面连接件在外力作用下产生永久变形,另一方面将使螺栓产生拉伸永久...
...多用户在日常使用的时候,都不懂得保养,导致扭矩扳手测试仪在使用过程中损坏,因此我们在日常使用过程中应多注意保养。接下来就跟着磐石测控小编一起来看下扭矩扳手测试仪日常保养方法吧!扭矩扳手测试仪日常保养方...
棘轮头扭矩扳手(佛山市智鹏五金机电设备工具的安全使用常识,防止误伤自己)
一、手动工具安全使用常识 1、手动工具携带安全要领 2、手动工具柄部的安全注意事项二、手动工具安全规范 1、金属切割工具 (1)錾子 (2)挫刀 (3)手锯 (4)丝锥和扳牙 (5)剪切刀 (6)刮刀...
...预紧顺序是直接关系到螺栓预紧力的效果,只有依靠液压扭矩扳手、电动扭矩扳手、气动扭矩扳手及螺栓拉伸器这些扭矩精准度较高的专用工具才能实现。今天图尔特小编就来和大家分享下法兰螺栓的预紧顺序。#液压扳手##螺栓...