浇铸尼龙(尼龙塑件的浇口优化实例分享)
Posted
篇首语:知是行的主意,行是知的功夫。本文由小常识网(cha138.com)小编为大家整理,主要介绍了浇铸尼龙(尼龙塑件的浇口优化实例分享)相关的知识,希望对你有一定的参考价值。
浇铸尼龙(尼龙塑件的浇口优化实例分享)

纯尼龙注塑的插座,由于胶厚不均匀,厚胶区与薄胶区比值大、收缩率大,在注射成型时容易产生气泡、凹陷、接缝、组织疏松和表面流痕等诸多缺陷。
为了满足使用要求、保证产品质量、提高产品合格率,在排气系统、冷却系统设计合理的情况下,从进胶方式和浇口位置等方面对模具进行了改进,从直接进胶改为潜进胶。
经过多次改进,解决了产品的上述不良缺陷。改进后的注射模具,大大提高了插座的合格率。
电子学系统中作为结构零件使用的插座,对其表面质量和尺寸精度的要求越来越高。为满足其可靠的物理性能和力学性能,要求产品组织致密、表面收缩小、熔接牢固、强度高、内应力小、无气泡和无流痕。
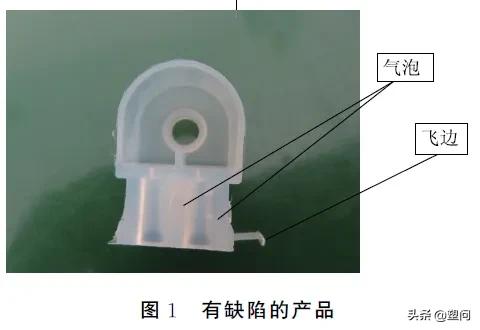
但在塑料件成型过程中,调整好注射工艺参数后,产品还常会出现填充不足、气泡(见图1)和表面流痕等问题。分析产生上述缺陷的主要原因是模具的浇注系统设计不合理。
为了满足使用要求,保证产品质量,提高产品合格率,本文从进胶方式和浇口位置等方面对模具进行了改进。
●进胶方式●
进胶方式是熔料进入模具型腔的方法,可分为两大类:细水口进胶和大水口进胶。
细水口进胶方式
细水口进胶方式是塑料模具里经常用到的进胶方式。在注射时填充均匀,注射完成后,主动与产品断开,断开位置不明显,表面质量较高,但模具结构复杂、加工难度大、成本高。
大水口进胶方式
大水口进胶方式是塑料模具里应用最多的进胶方式,常用的进胶方式有如下2种:
直接进胶方式
直接进胶方式又称侧进胶,是最常用的进胶方式。其优点是结构简单、加工方便、注射速度快、生产效率高、易调模和易改模等;缺点是易产生流痕、熔接痕;料头不能自动与产品切开,需要再次修剪,修剪之后产品表面会留下一个小疤痕,降低了产品表面质量。
潜进胶方式
潜进胶方式的浇口位置选择很灵活,当产品的表面质量要求很高时,浇口位置可以设计在产品的内表面,否则可以设计在产品外表面;而且能有效地降低产品熔接痕;注射成型时,料头会与产品自动切开,切口小,不用再进行修剪,在大批量生产中,效率极高。
●浇口位置●
浇口位置的选择原则浇口位置主要按产品形状和要求来确定,浇口位置的选择对产品质量有直接影响。
在确定浇口位置时应主要考虑如下几方面:
使熔料在流动时变向少、能量损失小,应使熔料在填充型腔时各部分的流程最短。
浇口位置应设置在壁厚最大处。
浇口位置应有利于型腔排气。
浇口位置应有利于减少熔接痕、翘曲变形等的出现。
产品表面质量要求高时,浇口不应设置在表面。
问题分析
如果浇口位置选择不合理,会产生如下问题:
1、气泡
注射成型时,产品内形成的气体主要来源于型腔和流道中存在的气体,塑料原材料中含有的水分在高温下蒸发而形成的水蒸气,以及高温下塑料分解所产生的气体。
模具一般设计有排气槽,在注射时,大部分气体会从排气槽排出型腔外,然而还有小部分气体由于浇口位置选择不当,使注射时熔料在填充时形成包气,也就是气泡。这种气泡在注射时受到压缩会产生很大的背压,使产品的内应力增加,产生严重的质量问题.
2、熔接痕
产品采用直接进胶方式,且浇口未在产品最佳进料位置,熔料在流道中流动不畅导致工件表面产生流痕。
在注射时,由若干熔料在型腔中汇合在一起时,在其交汇处未完全熔合在一起,彼此不能熔合为一体而形成熔合印痕,即熔接痕。
3、表面收缩
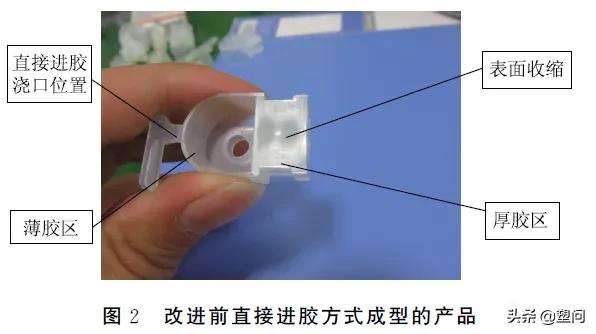
在注射成型过程中,产品表面收缩大是不良现象中产生频率最高的。注射模具的塑料在冷却时发生体积收缩,早冷却部分表面首先硬化,由于冷却不均匀,所以表面容易收缩(见图2)。
4、填充不足
产品浇口位置在薄胶区,注射时向厚胶区填充,塑料流动的时间会增加,且塑料流动的跨度也较大。
首先填充的熔料会先冷却,冷却的熔料会影响未冷却的熔料继续填充,导致填充不足。
●浇口位置的改进●
插座浇口位置选择并不合理,因为插座的浇口位置在薄胶区,为直接进胶方式,没有在壁厚最大处。而且在填充时,熔料流程不均匀、冷却也不均匀,导致表面收缩严重且排气不顺畅,经常出现气泡、流纹、填充不足等现象,不能满足要求。
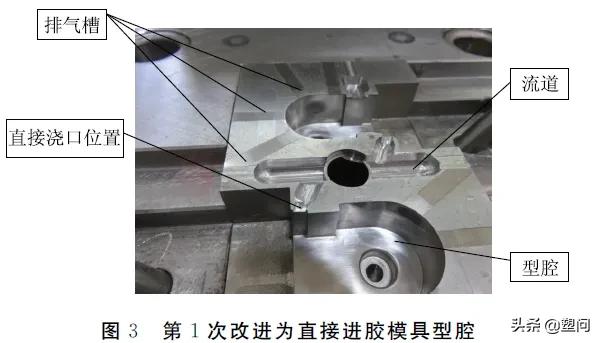
对于出现收缩、气泡、表面流纹、填充不足的现象,首先采取的改进方法为:重新确定浇口位置,继续采用直接进胶方式,尽可能在插座的厚胶区,使熔料从厚胶区向薄胶区填充,增大流道的直径,缩短流程(见图3)。
改进后的模具再次进行试模,注射成型的产品相对之前略有优化,但是气泡、收缩现象仍然存在(见图4),不能满足要求。
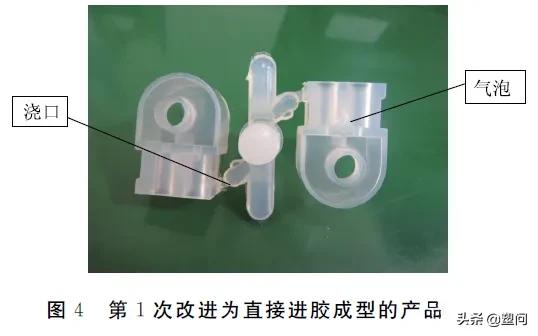
经过进一步分析认为,浇口位置选择仍然没有在最佳位置,由于考虑到产品的表面质量,浇口选择在产品厚胶区最末端尖角处。但是在填充过程中,熔料流动时在浇口位置下方形成包气,产生气泡和收缩。
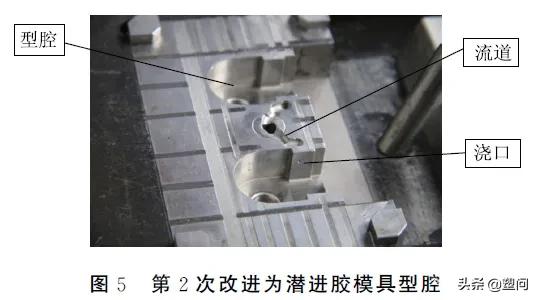
通过分析原因,再一次对浇口位置进行调整,对进胶方式进行改进,从原来的直接进胶方式改为潜进胶方式,进胶位置在厚胶区最均匀处(见图5)。
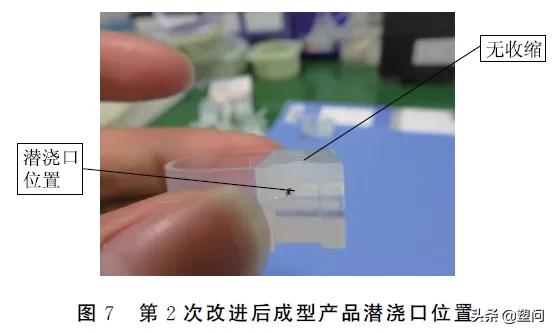
改进后的模具再次进行试模,成型后的插座表面收缩大大减小,没有气泡、表面流纹、填充不足等问题(见图6和图7),满足使用要求。

在塑料件注射成型过程中,经常会出现气泡、熔接痕、表面收缩和填充不足等诸多问题。在排气系统、冷却系统设计合理的情况下,本文从进胶方式和浇口位置等方面对模具进行了改进,从直接进胶改为潜进胶,多次改进,终于解决了产品出现的气泡、熔接痕、表面收缩和填充不足等不良缺陷。
浇口位置和进胶方式对产品的质量是至关重要的,合理的浇注系统能提高产品生产效率和合格率,改进后,大大提高了插座的合格率。这种进胶的方式相继运用到其他产品的生产中,已满足大批量生产的需要。
相关参考
浇铸PA板(铸造尼龙(MC尼龙)滑块可以用工程塑料加工中心铣槽、钻孔吗?)
铸造尼龙(MC尼龙)滑块可以用工程塑料加工中心铣槽、钻孔吗?铸造尼龙(MC尼龙)滑块属于工程塑料。以塑代钢、性能卓越,是铸造尼龙(MC尼龙)滑块的最大特点。铸造尼龙(MC尼龙)滑块具备了强度高、重量轻、防腐...
浇铸PA板(铸造尼龙(MC尼龙)滑块可以用工程塑料加工中心铣槽、钻孔吗?)
铸造尼龙(MC尼龙)滑块可以用工程塑料加工中心铣槽、钻孔吗?铸造尼龙(MC尼龙)滑块属于工程塑料。以塑代钢、性能卓越,是铸造尼龙(MC尼龙)滑块的最大特点。铸造尼龙(MC尼龙)滑块具备了强度高、重量轻、防腐...
疫情三年期间,公司坚守应用做深、行业做广的初衷,秉持务实敢为、开放谦逊、始终创业的企业文化,不断强化组织流程建设,加强生产质量管控,期间基于对3D打印高分子材料的工业应用市场的持续看好,决定2022年底对现有...
疫情三年期间,公司坚守应用做深、行业做广的初衷,秉持务实敢为、开放谦逊、始终创业的企业文化,不断强化组织流程建设,加强生产质量管控,期间基于对3D打印高分子材料的工业应用市场的持续看好,决定2022年底对现有...
一、分型面(线)的含义所谓分型,即把塑件件成型部分的模仁分出若干个模块,模块与模块之间的接触面叫做分型面,也叫分模面,狭义上的分型面,指的是塑件件外形最大轮廓处的分型面,即分出型腔和型芯,或者前模和后...
一、分型面(线)的含义所谓分型,即把塑件件成型部分的模仁分出若干个模块,模块与模块之间的接触面叫做分型面,也叫分模面,狭义上的分型面,指的是塑件件外形最大轮廓处的分型面,即分出型腔和型芯,或者前模和后...
浇铸型尼龙地辊(涂布机辊筒模温机主要用于薄膜、纸张等的表面涂布工艺生产)
...、引力辊、托辊等,按结构分有无缝钢管辊、锻造及离心浇铸辊等。以前多为中空的,那时加热是使用燃煤导热油锅炉,或者是蒸汽锅炉。燃煤导热油锅炉不是太安全,我们经常能在新闻里看到一些锅炉事故。而且燃煤的导热油...
浇铸型尼龙地辊(涂布机辊筒模温机主要用于薄膜、纸张等的表面涂布工艺生产)
...、引力辊、托辊等,按结构分有无缝钢管辊、锻造及离心浇铸辊等。以前多为中空的,那时加热是使用燃煤导热油锅炉,或者是蒸汽锅炉。燃煤导热油锅炉不是太安全,我们经常能在新闻里看到一些锅炉事故。而且燃煤的导热油...
今天海兴盛达小编为大家分享尼龙拖链与钢铝拖链的区别,因为遇到有问这个问题的朋友们,海兴盛达小编在这里给大家简单分享:1.材质不同,尼龙拖链材质大部分为增强尼龙;钢铝拖链材质主要有铝合金、碳钢和不锈钢。2....
今天海兴盛达小编为大家分享尼龙拖链与钢铝拖链的区别,因为遇到有问这个问题的朋友们,海兴盛达小编在这里给大家简单分享:1.材质不同,尼龙拖链材质大部分为增强尼龙;钢铝拖链材质主要有铝合金、碳钢和不锈钢。2....