注塑防水模组(液态硅胶-冷流道模具整体解决方案)
Posted
篇首语:业无高卑志当坚,男儿有求安得闲?本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑防水模组(液态硅胶-冷流道模具整体解决方案)相关的知识,希望对你有一定的参考价值。
注塑防水模组(液态硅胶-冷流道模具整体解决方案)
引言

硅胶制品是以硅胶为原料加工成型的一类环保、低碳、绿色的产品。主要加工工艺有注射成型,挤压成型、模压成型。硅胶拥有其他软胶类不可替代的优越性能,如:良好的弹性和防水防潮性,耐酸、碱等多种化学物质的侵蚀,不含任何有害物质,同时不容易变形;
硅胶制品常应用到人体接触的高要求领域,如婴儿奶嘴、人体用器官、医疗用品等,应用前景非常广阔。同时硅胶是非石油产品,不依赖日益紧缺的石油资源,所以硅胶制品成为同类橡塑类制品的代替品已经是大势所趋,其中,注射成型液体硅胶,能生产所有高温胶生产的产品,工艺流程简单,产品精确度高,产量大等多项优点,将成为今后几年发展的新趋势。
一 、液体硅胶的优点
优势:
●对人体无毒 ,无嗅无味;
●透明度好,可消毒;
性能:
●良好的触感、弹性、抗老化性能;
●良好的耐高温性能、热稳定性(持续工作温度达180°C);
●良好的低温性能(在-50°C时仍具有柔软性);
●优良的电绝缘性,燃烧时不会产生有害物质
二、液体硅胶的应用范围

三、液体硅胶的特性
液态硅胶成型与普通注塑产品注塑特性区别:
●液态硅胶是热固性材料;
●流变行为表现为:低粘度,快速固化,剪切变稀,较高的热膨胀系数;
●很好的流动性,对锁模力和注塑压力要求不高,但对射胶精确性要求较高;
●排气设计相对较难,部分产品需设计密封抽真空的结构,对模具精度要求很高,
●料筒及浇注系统需设计冷却结构,而模具需设计加热系统。
四、液体硅胶模具加热设计要点
模具温度控制。
液态硅胶注塑模具在模温 120~150℃下发生固化反应,模温控制很关键:
●模具表面温度要求稳定:
表面温度过高,会产生制品烧焦、分型线开裂,产品变脆等现象。
表面温度过低,胶料固化速度慢,会出现制品无法脱模等质量问题;
●模具的温度需加热均匀:
模具加热不均匀,温差大,会使胶料流动不稳定,易出现窝气、注射不满等现象;
●加热器的位置放置:
加热器与分型线之间应保持足够的距离,防止模板弯翘变形,导致成品形成溢料毛边;
模温控制加热方式对比:
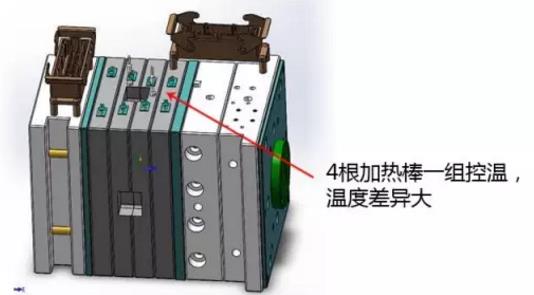
加热棒加热:
加热棒采用枪钻打孔的方式,加热棒与孔之间的间隙会导致传热不均,加热棒易损坏,且多组加热棒共用一组感温,加热棒损坏无法探测到,模温不均匀。谨慎选择

加热板加热:
在模具模仁底部设计加热板,紧贴模仁,加热板设计独立感温,闭环设计,确保温度可控,且加热板温度均匀。建议采用
五、液体硅胶模具浇注设计要点
流道浇注系统设计。
冷流道成型是液态硅胶的重要加工特征之一
●冷唧嘴内部需设计冷却系统:
冷流道成型与热流道系统有很大区别,冷唧嘴内部需设计运水,且型腔与冷流道之间需设置有效的隔热层隔绝温度传递。
如果分流道太热,物料在注射前就开始固化,产品易出现开裂,不出胶等现象。
●冷唧嘴需设计闭合系统,自动化生产,周期更短:
冷唧嘴设计需采用针阀式闭合系统,胶口设计为0.5-0.8mm之间,阀针系统需设计高度可调的结构,方便通过针阀微调流量。
●冷唧嘴需设计进胶量控制系统:
注塑硅胶密封件类的微型产品,产品重量小于1克,需设计进胶量精密控制系统,确保流道内的胶量可控制,可调节。
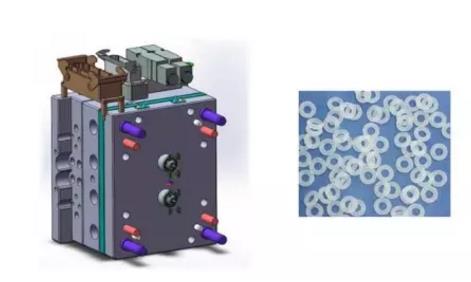
微型产品,设计进胶量精密控制系统,确保流道内的胶量可控制,可调节。
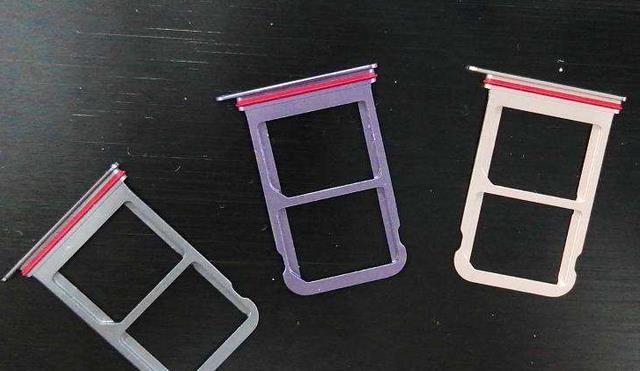
六、液态硅胶在手机防水中的应用案例
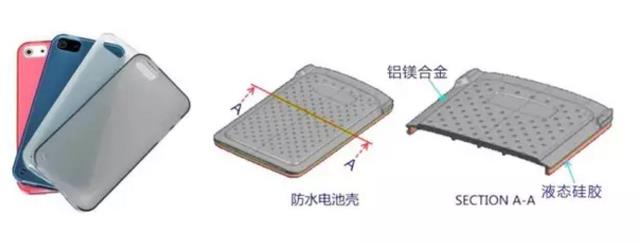
液态硅胶在手机类防水结构件的创新应用,解决了手机进水的难题,金属+硅胶、塑胶+硅胶、玻璃+硅胶等二次成型的注塑方式将成为手机防水的新趋势。
双色硅胶注塑防水相比传统手机防水的优势:
●传统手机防水采用的涂胶粘接、超声焊接等由于中间需要手工操作,其装配的精度、稳定性无法保证,拆装易损坏,防水效果较差。
●液态硅胶注塑防水结构简化,整体结构紧凑,装配精度和重复精度高,防水效果提升,防水等级达 5 级以上。
●液态硅胶注塑与金属、塑胶等材质二次成型的粘结强度高,可多次拆装,更换方便且防水性能稳定。
七、手机软胶护套对比——TPU与液态硅胶
硅胶护套
优点:对人体无毒,缓冲性能良好,高耐磨性,耐油,耐水,柔韧性好,保护全面,不会变黄。
可应用于双色包胶模具,可以制作防水护套。
不足:和机身贴合性稍差
TPU护套
优点:高耐磨性,强度高,耐寒性突出,耐油,耐水,耐霉菌,柔韧性好
不足:易变形 容易变黄
薄壁手机软胶护套TPU案例

规格参数
材质:透明TPU;
产品单重:16g
产品壁厚:0.9mm
产品尺寸:155*78mm
型腔数量:1模2穴
薄壁手机软胶护套液态硅胶案例
规格参数
材质:液态硅胶;
产品单重:12g
产品壁厚:0.8mm
产品尺寸:140*69mm
型腔数量:1模4穴
相关参考
薄壁注塑的解决方案薄壁注塑就是产品壁厚比较薄,流程显得比较长,流动截面上的中心层厚度比较低,塑胶容易冷却,流动困难。通常需要高速高压的充填,高模温的辅助。热流道需要尽可能地降低自身的压力损失。1.缺料不...
薄壁注塑的解决方案薄壁注塑就是产品壁厚比较薄,流程显得比较长,流动截面上的中心层厚度比较低,塑胶容易冷却,流动困难。通常需要高速高压的充填,高模温的辅助。热流道需要尽可能地降低自身的压力损失。1.缺料不...
注塑模具这四个字,对于一些朋友来说,可能你会比较陌生,但是对于经常做液态硅胶产品的朋友,他们则是很清楚注塑模具四个字的含义,众所周知,在硅胶行业里面,固态硅胶是最便宜的,因为它是用机器注塑成型的,而液...
注塑模具这四个字,对于一些朋友来说,可能你会比较陌生,但是对于经常做液态硅胶产品的朋友,他们则是很清楚注塑模具四个字的含义,众所周知,在硅胶行业里面,固态硅胶是最便宜的,因为它是用机器注塑成型的,而液...
...,就被大家称呼为硅胶模具,当然了,有些人也会称之为注塑成型工艺,在这一方面,大家千万要注意,因为,这两种叫法都是一样的。液态硅胶模具是热固性塑料模具的一种,可以用液态硅胶作为成型原料,通过专用的混料系...
...,就被大家称呼为硅胶模具,当然了,有些人也会称之为注塑成型工艺,在这一方面,大家千万要注意,因为,这两种叫法都是一样的。液态硅胶模具是热固性塑料模具的一种,可以用液态硅胶作为成型原料,通过专用的混料系...
模具分类众多,仅塑胶模具就可分为:注塑模具(EjectionMold)吹塑模具(BlowingMold)吸塑模具(SuctionMold)挤出模具(ExtrusionMold)发泡模具(FoamMold)硅胶模具(SilicagelMold)注塑模具可细分为:以流道系统的不同分为:热浇道模...
模具分类众多,仅塑胶模具就可分为:注塑模具(EjectionMold)吹塑模具(BlowingMold)吸塑模具(SuctionMold)挤出模具(ExtrusionMold)发泡模具(FoamMold)硅胶模具(SilicagelMold)注塑模具可细分为:以流道系统的不同分为:热浇道模...
热流道比冷流道的模具贵多少(什么类型的注塑模具应使用热流道系统?)
...道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小流道...
热流道比冷流道的模具贵多少(什么类型的注塑模具应使用热流道系统?)
...道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小流道...