注塑车间的管理制度(注塑厂的扬塑八招)
Posted
篇首语:敢说敢作敢为, 无怨无恨无悔。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑车间的管理制度(注塑厂的扬塑八招)相关的知识,希望对你有一定的参考价值。
注塑车间的管理制度(注塑厂的扬塑八招)
注塑人要有高大尚的思维境界▼
注塑厂扭亏为盈的扬塑八招
前段时间,与一朋友聊天中,说今年因疫情影响,他的注塑厂更难过了,问下我有没有方法扭亏为盈。
我说:我只是一个打工仔,参与不到工厂生存运营的层次。故我公众号里的文章,从不写工厂生存的大事,怕被别人怼一句:你那么牛X,应该早开工厂实现财务自由,工作自由了!何必还在看人脸色辛苦打工呢。
多个朋友,多条路。我还是在一个晚上去他工厂看了一下。(小编是上班30天的那种,不是21.75天的那种,故晚上才有时间,马云的996在我这里,像个笑话)看了场地,和报表,花了6个钟,清晨4点才回来。
一个月时间陆续去看,去了解了7次。这是一间58台120T~1300T机的电器配件注塑加工厂。下面是扭亏为盈的八招倚天式。
第一招,人机配比定为2~3:1
定义:拿注塑厂工资的人数与机台数的比值。
即全厂人数包括:生产全员,后勤全员,模房修模4人,办公室全员的人数控制在174人以下。

以下两个组是产生效益利润的,需分出去核算。
1. 模房15人分出去,独立核算。做出模具按行业报价卖给注塑,内部结算,走独立经营模式。盈利,便养多几个师傅,亏损,便减人。
2. 丝印,组装,20人亦分出去,独立核算,按行业单价,内部结算,盈利,便多发奖金,亏损,便裁员。
生产部人数与工厂后勤人数比值维持在6:4在,即生产车间人数约为104人,工厂后勤(仓库,品质,办公室人员…)约为70人。
一些拥挤的,重叠功能的职位要减去,特别是工厂后勤岗位,不产生价值外,人多是非多,增加管理难度,影响冲刺工厂经营目标。
不要走明朝末年军事指挥那一套,一个总兵打仗,又设一个皇帝身边的人,太监在傍指手划脚,外行指挥内行,所以明朝挂掉,有必然原因,也有根本原因。
第二招,职位架构直通工厂经营目标
不扯谈注塑架构图▼
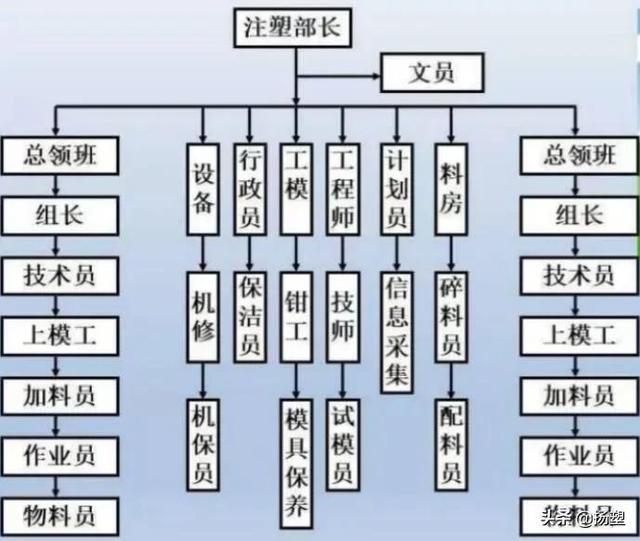
1.注塑经理直接负责生产事务:生产,品质,模修,机修,料房,计划,招聘。
2.业务经理直接负责,业务,仓库,送货车队。
不要设立多处山头部门,一把手能力不足,会形成品质公司,修模公司,修机公司,甚至料房公司。
这些小组没有产生利润的,而又不属于生产主业部门管控,会增加沟通成本,产生互相推诿,直接影响工厂终极目标。
管理大师德鲁克的话是非常经典的:
A,家族企业里,在关键的岗位上,越来越需要安排非家族成员的专业人士来担任。
B,家庭成员不应该在企业里工作,除非他们非常能干而且勤奋。
C,家族成员有时是最大的规则破坏者。
(工厂一把手如是专业注塑出身的,则好些,不会存在多个山头公司的状况)
第三招,工厂经营目标:机台加工费达成率0.9
10台1300T机,20台800T机,15台,550T机,13台350T机,按行业标准设定加工费,相加得总额为分母,做得多少为分子,28天计,当月有法定假日,则调整。
整厂实行计件工资方案。(附录:注塑厂计件工资方案,加小编微信索取)

1.所有后勤人员绩效工资考核以机台加工费达成率为考核基础。
1.1.技術員取該組單組機台加工費達成率數值。
1.2.當班後勤人員,當班品質人員取該單班機臺加工費達成率數值。
1.3.計劃,辦公室人員,行政招聘,修模,生技,料房人員,物料員取生產車間機台加工費達成率數值。
2. 作业员实行计件工资方案。
3. 排单满58台机,每台机满足2天任务。(努力揾业务订单了)
第四招,严格执行注塑车间的效益生产规定
1.未件管理
1.1.所有生产完下模的模具,必须做末件。(3-5啤走水板,3啤末件,有必要时,需品质人员提供修模样板)。
1.2.有披锋的模具,调机困难的模具,经主管确认后送修改善。(注塑技术人员要出可行的改善方案,如:入水,排气)
1.3.需检查顶针复位,行位滑动,分型面清洁,运水是否正常。
1.4.减少作业动作,逐步达到1人多机,提高生产效率.
末件管理图片▼

2.低压保护
2.1.锁模低压压力为0——20,速度0——30.确认好低压行程后,压力由0开始往上调,适合就好. 用A4纸张折叠一次测试,不锁模弹开为好。或用PP水口测试,不压扁为好.
2.2.高压锁模压力不能超过最高压力的90%。
2.3.注意确认模具要锁紧,(锁模起高压时,系统压力表针要起到9-11点钟位置)。 2.4.起高压位置以分型面贴紧了的位置数据 起高压。
2.5.开锁模动作要快速,平稳,不能振动,有异常声音.
低压锁模调较图片▼
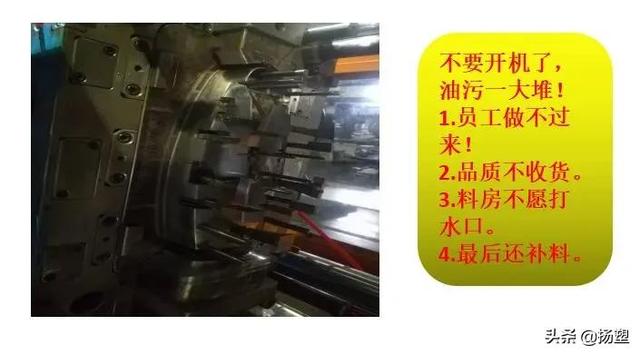
3.产前保养
3.1.用抹布擦干净模具分型面油污,注意不能把天那水吹到模具内。
3.2.行位,斜导柱,和导柱,等位置打上少许黄油,做好产前保养。
33.如生产浅色的,白色的产品,需开模具保养单到模房清洁顶针,行位,斜顶,镶件的油污。
4.产中保养
4.1.生产中的模具,每隔4-6小时需对分型面的胶丝,胶粉清洁一次,同时对顶针,司筒,斜顶,行位,导柱,进行润滑保养。
4.2.注意不能直接把顶针油打到顶针上!应在顶针板处轻微润滑,或把润滑油打在布上,顶尽顶针,在顶针的后端轻微润滑。
产中保养动作图片▼

5.短时停机规定
5.1.人离关马达,风扇,照明,等等电器设备.248T机1小时的理论用电41.3度.实际用电(41.3*0.7=28.91)
5.2.顶针必须退回复位.防止弹簧疲软,顶针不退异常.
5.3,模具升温时,需在开模状态升温.防止热胀,模具打不开.
5.4.射台需离开模具唧咀15公分以上,模具不起高压合起,安全门关好,机械手停于规定位置
(机器不要像斗败的公鸡一样停在那里)▼
6.节假停机开机规定
6.1.关闭料斗闸板,正常生产至机筒内无料或手动操作对空注射——预塑,反复数次,直至喷嘴无熔料射出。
6.2.生产PVC,POM,PPO,TPE等有腐鉵性的塑料或加纤料,防火料,高温料时,停机必须用PP料清洗过机,对空注射,完全排出原料筒内塑料后,熔胶100MM以上,对空快速注射不少于10次。停机时螺杆需倒索60MM以上。
6.3.使注射座与固定模板脱离,模具前后模距离处于0.5CM-2CM的开模状态。机械手停于哥林柱上方规定位置,安全门关好。
6.4.关闭冷却水管,如冻水生产需提前关水,用风管吹干净模具运水道内积水。关掉马达,电热,如需要,则打保温。节假日最后一班停机时要将机台总电源开关关闭。模具防锈工作要睇需要及钢材条件而决定。
6.5.清理机台,工作台及地面杂物、油渍及灰尘,保持工作场所干净、整洁,物料摆放整齐有条理.
6.6.假后技术人员需提前上班做好开机工作,需在作业员上班30分钟内开完生产排单表上的机台。
节假停机开机动作图片▼

7.持续改善
7.1. 减短周期,提高生产效率!(冷却条件,开锁模速度,位置,机械手动作,模具等方面入手。)
7.2.注塑周期,除了射胶保压时间外,都是无用时间!要尽量减少。
7.3.首件开机正常生产2小时后,要回头改善缩短2~3秒周期;正常生产半个班后,再回头改善缩短2~3秒周期,持续······达至效率,品质最佳状态。
7.4.优化产品外观:缩水,气纹,夹线,毛边,阴阳色,发亮,提高客户体验感。
7.5.注塑产品不良缺陷的原因80%是模具问题,模具问题中70%是由设计引起的。注塑技术人员在生产中发现的问题必须在做未件时向模具工程,项目工程,修模师付以书面形式提出,如:冷却效果不良,入水形式,位置,排气位置,大小,脱模形式等等。
持续改善动作图片▼

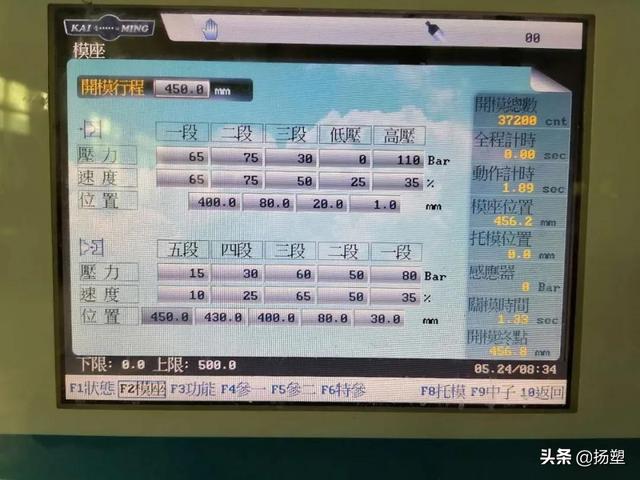
8.开机调较规定
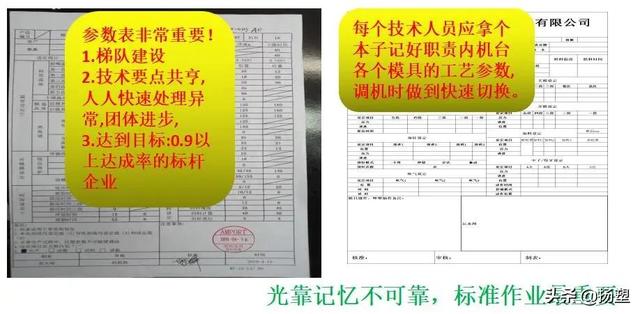
8.1.生产开机前必须把该部品的机台文件备齐挂于工作台上,如:SOP,SIP,成型参数表,作业员生产报表,模具/设备保养点检表,加料记录表,模温/参数点检表等。
8.2.技术人员调机要按参数表输入,认真确认现时条件与参数条件是否一致,要更改时,需在微动5%以内。做到快速切换,损耗降到最少。▼
9.电箱维护规定
9.1.每月需对注塑机主板电箱,料桶电箱,操作面板电箱清洁一次:关掉电源,用干燥风轻吹,清除尘灰。
9.2.维修后的电线需扎好复原,杜绝蜘蛛网杂乱无章.
电箱维护规定图片▼

10.按时巡机
10.1按排机表排产内容,每2小时必须巡机一次。内容包括:产品质量,烤料是否正常,是否漏胶,模温是否正常,点检模具,点检成型参数,机边5S(卫生清洁,物料摆放,脱模剂,顶针油安全放置)的状况。
按时巡机动作图片▼

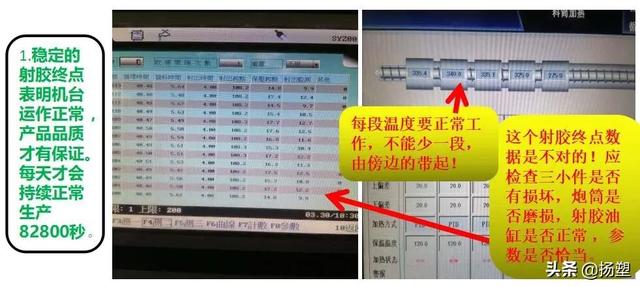
10.2.1每天要确认一次,或换模重新调校后的射胶终点是否稳定.
10.2.2每天要确认一次炮筒每段温度是否正常升起。▼
10.3.每天确认一次机台运水,炮筒运水是否正常 !
检查机台运水图片▼

第五招,仓储货转周期1个月
仓储的货存物料是不会增值的,反而堆积工厂资金。货存大,存在客户变更风险,资金运作风险,货物保存风险。
1. 与总装厂协议好,配件厂仓库按单生产出的货物在30天内必须拉走。
2. 30天未拉走的,总装厂付全额货款,由配件厂报废清理碎掉。或协商付库位费,代保管时限。
第六招,削仓储厂房面积

厂房是要付租金的,货物不周转,堆积于仓库,每月租金会扺消货物价值。
现时,市中心区域,商业区域的租金为12元/平~25元/平,试想一下,一个产品堆积于仓库几个月,上年,它抵消的价值剩几何?
1. 提高货物周转时限。
2. 每月清理一次仓库吊滞品。
3. 仓库面积由2.5万平方减为1.5万平方,6个月后,定位8千平方。
第七招,物料损耗管理
制定物料BOM表,给出合理损耗,按规执行考核制度。
1. 各种包材,按单领取
2. 各种生产喷剂,辅料,定下每天领取定额,不可多发。
3. 材料按单领取。超领,责任技术员,领班需写报告说明,并按次绩效考核100~200元。
4.注塑省料常规动作
4.1.要完单时,必须先推开料桶啤干净炮筒内材料才停机.
4.2.射出之胶料要在干净的台面摊薄回收.
4.3.调机需用同种水口料调好之后才用原料.
4.4.开机时要确认水口干净无油污.如脏污,需擦干净.
4.5.水口袋必须保证无异物,无异水口,无异料产品.
4.6.料房打水口时,如发现有脏污水口,必须退回车间清干净后才打.
4.7.首件,生产中途每当2小时需确认单重是否与工程单重一致?只准轻.
4.8.加料时,必须按作业指导书清干净料桶。
4.9.料房作业需按指导书作业.
第八招,部门独立核算,走阿米巴模式。
(组织工厂管理层参加个阿米巴经营商业培训课,再执之)
阿米巴模式全球火爆,但中国私企的老板经营观念不是轻易能转过来的。要根据国人特性,参考阿米巴模式,参考我国的分田到户成功经验,走有中国特色的注塑厂管理制度。
公司平台化,小组企业化,全员经营,总会强大过老板1人的能力。公司本身就相当于淘宝这个平台,而公司的小组或者部门就是这个平台上面的一个个小小的淘宝店。这些淘宝店自负盈亏,有自己的成本,有自己的销售额。而又相互交易。只要每一个小的淘宝店都有利润有钱赚,那么作为平台而言,肯定就有钱赚了。小河有水汇成海,大象无形,有容乃大。
让所有员工像老板一样努力干活,让劳资关系不那么对立,让企业所有的人真正为这个企业着想,上下同欲,降低内耗,提高企业发展速度,降低企业成本。
我们如果还想找到好的人才,那么就不是去管理人才了,而是去与人才合作了。但是,就人性而言,人都是为了自己而干的。
在传统的企业,包括现在一些中小私企,企业和员工是管理者和被管理者关系,所以,员工肯定不会出全力,不出全力,就不会发挥工作激情。那么人才就很有可能流失。而且组织架构决定了他的决定权很少。
所以,就必须思考的问题:如何让员工从为公司,为老板打工,变成是为自己而打工的转变。
1. 生产单位(注塑部,模房,丝印,组装)独立核算,盈亏挂钩生产后勤绩效工资。
2. 工厂后勤部门(仓库,办公室人员,行政部门…),由各生产单位支付给后勤部门固定的运作费用,以保证服务生产单位。例:每月注塑负担20万,模房5000元,丝印组装3万,固定下来,不够,就裁员,余下,就奖励。
3. 每月公布各单财务数据,让各单位负责人根据数据做出相应调整。变动费要详细,特别是:
1.生产水电费。
2.生产计件工资总额
3.销售成本
4.业务招待,差旅费
5.设备维护费
6.单个产品费用
7.辅具采购费
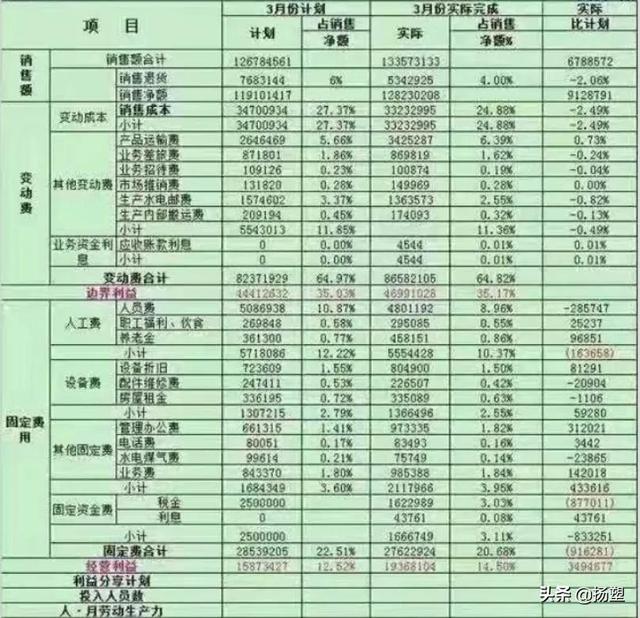
阿米巴经营财务表格▼
未了,注塑厂经营是要以工厂发展势头,财务数据结果,员工收入,员工幸福感来衡定成败的。
以上只是一个打工人对一间注塑厂扭亏为盈的八点浅见,具体操作实施得怎样,要看工厂操作人的个人魄力,魅力了。
因为我怕别人怼一句:你那么牛,为何不开厂实现财务自由,工作自由呢?何必看人脸色打工呢。

结束了,觉得不错,请往下拉一点,不要忘了点赞,转发哦。
相关参考
...处有两种主要的射嘴类型:开放式射击嘴和封闭式射嘴。注塑生产中,应多使用开放式射嘴,因为它们既便宜又较少滞留的可能性。如果注塑机配备了除压装置,那么即使是粘度较低的熔胶也可使用这种射嘴。有时一定要用封闭...
...处有两种主要的射嘴类型:开放式射击嘴和封闭式射嘴。注塑生产中,应多使用开放式射嘴,因为它们既便宜又较少滞留的可能性。如果注塑机配备了除压装置,那么即使是粘度较低的熔胶也可使用这种射嘴。有时一定要用封闭...
...注塑,几十年了,大部分时间都是在一些不少于100台机的注塑厂混。没有换过职业,长时间专注于一个领域,慢慢地扬塑认识了很多同行,很多同行也认识了扬塑。这是行业的欣赏吧。在大厂做的时间长了,很多朋友见面扬塑都...
...注塑,几十年了,大部分时间都是在一些不少于100台机的注塑厂混。没有换过职业,长时间专注于一个领域,慢慢地扬塑认识了很多同行,很多同行也认识了扬塑。这是行业的欣赏吧。在大厂做的时间长了,很多朋友见面扬塑都...
车间主管职责第一部分找准车间管理人员职责定位。1、车间管理人员的职责与角色认知。2、首先建立好的管理的基础尽快让大家成为好的车间现场管理人员。3、车间管理工作的重心与要点。第二部分如何有效的推进车间管理工...
车间主管职责第一部分找准车间管理人员职责定位。1、车间管理人员的职责与角色认知。2、首先建立好的管理的基础尽快让大家成为好的车间现场管理人员。3、车间管理工作的重心与要点。第二部分如何有效的推进车间管理工...
注塑车间管理系统(一位注塑模具车间主管,总结的多年管理体会百试不厌)
一、注塑车间管理之5难点1.应对变数注塑车间存在太多的变数,比如计划、模具、设备等充满了不可预见性,我们很难做到事事料敌机先,因此快速的反应就是车间管理的一个重点。这要求我们现有人员的素质要更高。所以我认...
注塑车间管理系统(一位注塑模具车间主管,总结的多年管理体会百试不厌)
一、注塑车间管理之5难点1.应对变数注塑车间存在太多的变数,比如计划、模具、设备等充满了不可预见性,我们很难做到事事料敌机先,因此快速的反应就是车间管理的一个重点。这要求我们现有人员的素质要更高。所以我认...
注塑车间生产管理系统(干货车间那么多注塑机设备,该怎么管理起来?)
...的事是一桩接着一桩,今天我们来聊聊如何用MES系统来把注塑机先管理起来,我们从“6个化”开始。(建议收藏)“6个化”:数据归集便捷化、运行管理自动化、维保和检定规范化、维修管理体系化、计划编制标准化、管理决...
注塑车间生产管理系统(干货车间那么多注塑机设备,该怎么管理起来?)
...的事是一桩接着一桩,今天我们来聊聊如何用MES系统来把注塑机先管理起来,我们从“6个化”开始。(建议收藏)“6个化”:数据归集便捷化、运行管理自动化、维保和检定规范化、维修管理体系化、计划编制标准化、管理决...