注塑熔接痕形成原因(注塑最头疼的问题——熔接痕(Weld Lines)缺陷分析及排除方法)
Posted
篇首语:业精于勤,荒于嬉。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑熔接痕形成原因(注塑最头疼的问题——熔接痕(Weld Lines)缺陷分析及排除方法)相关的知识,希望对你有一定的参考价值。
注塑熔接痕形成原因(注塑最头疼的问题——熔接痕(Weld Lines)缺陷分析及排除方法)
什么是熔接痕(Weld Lines)?
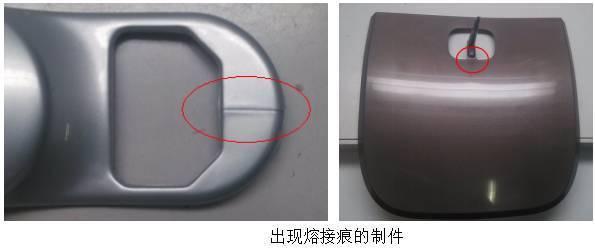
熔接痕(Weld Lines),在注塑成型制品的众多缺陷中,熔接痕是最为普遍的,除少数几何形状非常简单的注塑件外,发生在大多数注塑件上(形状通常为一条线或V形槽),尤其是需要使用多浇口模具和嵌件的大型复杂品。
熔接痕不仅使得塑件的外观质量受到影响,而且使塑件的力学性能,如冲击强度、拉伸强度、断裂伸长率等,受到不同程度的影响。此外,熔接痕还给制品设计和塑件的寿命带来严重的影响,因此,应尽可能地予以避免或改改善。
熔接痕产生的主要原因是: 熔融塑料在型腔中遇到嵌件、孔洞、流速不连贯的区域或充模料流中断的区域时,多股熔体的汇合;发生浇口喷射充模时,物料不能完全融合。
熔接痕产生原因和解决办法
(1)温太低
低温熔料的分流汇合性能较差,容易形成熔接痕。如果说塑件的内外表面在同一部位产生熔接细纹时,往往是由于料温太低引起的熔接不良。对此,可适当提高料筒及喷嘴温度或者延长注射周期,促使料温上升。同时,应节制模具内冷却水的通过量,适当提高模具温度。
一般情况下,塑件熔接痕处的强度较差,如果说对模具中产生熔接痕的相应部位进行局部加热,提高成型件熔接部位的局部温度,往往可以提高塑件熔接处的强度。
如果由于特殊需要,必须采用低温成型工艺时,可适当提高注射速度及增加注射压力,从而改善熔料的汇合性能。也可在原料配方中适当增用少量润滑剂,提高熔料的流动性能。
(2)模具缺陷
模具浇注系统的结构参数对流料的熔接状况有很大的影响,因为熔接不良主要产生于熔料的分流汇合。因此,应尽量采用分流少的浇口形式并合理选择浇口位置,尽量避免充模速率不一致及充模料流中断。在可能的条件下,应选用一点式浇口,因为这种浇口不产生多股料流,熔料不会从两个方向汇合,容易避免熔接痕。
如果模具的浇注系统中,浇口太多或太小,多浇口定位不正确或浇口到流料熔接处的间距太大,浇注系统的主流道进口部位及分流道的流道截面太小,导致料流动阻力太大都会引起熔接不良,使塑件表面产生较明显的熔接痕。对此,应尽可能减少浇口数,合理设置浇口位置,加大浇口截面,设置辅助流道,扩大主流道及分流道直径。
为了防止低温熔料注入模腔产生熔接痕,应在提高模具温度的同时在模具内设置冷料穴。
此外,塑件熔接痕的产生部位经常由于高压充模而产生飞边,而且产生这类飞边后熔接痕不会产生缩孔,因此这类飞边往往不作为故障排除,而是在模具上产生飞边的部位开一很浅的小沟槽,将塑件上的熔接痕转移到附加的飞边小翼上,待塑件成型后再将小翼除去,这也是排除熔接痕故障时常用的一种方法。
(3)模具排气不良
当熔料的熔接线与模具的合模线或嵌缝重合时,模腔内多股流料赶压的空气能从合模缝隙或嵌缝处排出;但当熔接线与合模线或嵌缝不重合,且排气孔设置不当时,模腔内被流料赶压的残留空气便无法排出,气泡在高压下被强力挤压,体积渐渐变小,最终被压缩成一点,由于被压缩的空气的分子动能在高压下转变为热能,因而导致熔料汇料点处的温度升高,当其温度等于或略高于原料的分解温度时,熔接点处便出现黄点,若其温度远高于原料的分解温度时,熔接点处便出现黑点。
一般情况下,塑件表面熔接痕附近出现的这类斑点总是在同一位置反复出现,而且出现的部位总是规律性地出现在汇料点处,在操作过程中,应不要将这类斑点误认为杂质斑点。产生这类斑点的主要原因是由于模具排气不良,它是熔料高温分解后形成的碳化点。
出现这类故障后,首先应检查模具排气孔是否被熔料的固化物或其他物体阻塞,浇口处有无异物。如果阻塞物清除后仍出现碳化点,应在模具汇料点处增加排气孔。也可通过重新定位浇口或适当降低合模力,增大排气间隙来加速汇料合流。在工艺操作方面,也可采取降低料温及模具温度,缩短高压注射时间,降低注射压力等辅助措施。
(4)脱模剂使用不当
脱模剂用量太多或选用的品种不正确都会引起塑件表面产生熔接痕。在注射成型中,一般只在螺纹等不易脱模的部位才均匀地涂用少量脱模剂,原则上应尽量减少脱模剂的用量。
对于各种脱模剂的选用,必须根据成型条件,塑件外形以及原料品种等条件来确定。例如,纯硬脂酸锌可用于除聚酰胺及透明塑料外的各种塑料,但与油混合后即可用于聚酰胺和透明塑料。又如硅油甲苯溶液可用于各种塑料,而且涂刷一次可使用很久,但其涂刷后需加热烘干,用法比较复杂。
(5)塑件结构设计不合理
如果塑件壁厚设计的太薄可厚薄悬殊以及嵌件太多,都会引起熔接不良。薄壁件成型时,由于熔料固化太快,容易产生缺陷,而且熔料在充模过程中总是在薄壁处汇合形成熔接痕,一旦薄壁处产生熔接痕,就会导致塑件的强度降低,影响使用性能。因此,在设计塑件形体结构时,应确保塑件的最薄部位必须大于成型时允许的最小壁厚。此外,应尽量减少嵌件的使用且壁厚尽可能趋于一致。

(6)其他原因
当使用的原料水分或易挥发物含量太高,模具中的油渍末清洗干净,模腔中有冷料或熔料内的纤维填料分布不良,模具冷却系统设计不合理,熔料固化太快,嵌件温度太低,喷嘴孔太小,注塑机塑化能力不够,注塑机料筒中压力损失太大,都会导致不同程度的熔接不良。对此,在操作过程中,应针对不同情况,分别采取原料预干燥,定期清理模具,改变模具冷却水道设置,控制冷却水的流量,提高嵌件温度,换用较大孔径的喷嘴,改用较大规格的注塑机等措施予以解决。
▇【奇模】——模具冷却专家
▇模具冷却过慢,产品过热,变形,翘曲,找奇模
▇微信搜索关注【奇模智库】公众号,看看你的模具冷却效率还能提升多少
相关参考
熔接痕熔接线融合线(注塑最头疼的问题——熔接痕(Weld Lines)缺陷分析及排除方法)
什么是熔接痕(WeldLines)?熔接痕(WeldLines),在注塑成型制品的众多缺陷中,熔接痕是最为普遍的,除少数几何形状非常简单的注塑件外,发生在大多数注塑件上(形状通常为一条线或V形槽),尤其是需要使用多浇口模具和嵌件的...
熔接痕熔接线融合线(注塑最头疼的问题——熔接痕(Weld Lines)缺陷分析及排除方法)
什么是熔接痕(WeldLines)?熔接痕(WeldLines),在注塑成型制品的众多缺陷中,熔接痕是最为普遍的,除少数几何形状非常简单的注塑件外,发生在大多数注塑件上(形状通常为一条线或V形槽),尤其是需要使用多浇口模具和嵌件的...
...时,因不能完全熔合而产生的接缝。1.2熔接痕产生的机理注塑成型充填时,熔料在模腔中的流动,一般模腔壁面的温度都比塑料的熔点低,所以熔料从进入模腔的时刻起便开始冷却,在与模壁接触的一层熔体构成了不移动的外壳...
...时,因不能完全熔合而产生的接缝。1.2熔接痕产生的机理注塑成型充填时,熔料在模腔中的流动,一般模腔壁面的温度都比塑料的熔点低,所以熔料从进入模腔的时刻起便开始冷却,在与模壁接触的一层熔体构成了不移动的外壳...
在加工塑料制品中容易出现痕迹如何判断这接痕是熔接痕。熔接痕产生的主要原因是塑胶在模腔内的交汇处会产生熔接线,熔接线是不可避免的,可采用用增大流速,温度,压力等方法降低熔接线的明显度以达到需要的表面要求...
在加工塑料制品中容易出现痕迹如何判断这接痕是熔接痕。熔接痕产生的主要原因是塑胶在模腔内的交汇处会产生熔接线,熔接线是不可避免的,可采用用增大流速,温度,压力等方法降低熔接线的明显度以达到需要的表面要求...
...件下,熔接痕区域的强度只有原始材料的10-92%,严重影响注塑制品的正常使用。如在汽车行业,不合格的塑件直接导致汽车质量下降,甚至危及人的生命安全。因此,研究熔接痕的形成过程、影响因素及寻找消除熔接痕的办法具...
...件下,熔接痕区域的强度只有原始材料的10-92%,严重影响注塑制品的正常使用。如在汽车行业,不合格的塑件直接导致汽车质量下降,甚至危及人的生命安全。因此,研究熔接痕的形成过程、影响因素及寻找消除熔接痕的办法具...
注塑产品熔接痕的解决办法(金属嵌件注塑出现喷流纹要怎么处理)
金属嵌件注塑件在注塑时出现产品不良的情况有很多种,包括溢边、填充不足、气泡、龟裂、喷流纹和熔接痕等等。金属冲压厂家也都在实际生产过程中总结了经验,能够针对不同的问题,做出正确合适的措施。此文主要讲注塑...
注塑产品熔接痕的解决办法(金属嵌件注塑出现喷流纹要怎么处理)
金属嵌件注塑件在注塑时出现产品不良的情况有很多种,包括溢边、填充不足、气泡、龟裂、喷流纹和熔接痕等等。金属冲压厂家也都在实际生产过程中总结了经验,能够针对不同的问题,做出正确合适的措施。此文主要讲注塑...