注塑熔合线十大解决方法(塑胶模具设计,常见金属嵌入件组装设计方式,不学招么)
Posted
篇首语:努力学习,勤奋工作,让青春更加光彩。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑熔合线十大解决方法(塑胶模具设计,常见金属嵌入件组装设计方式,不学招么)相关的知识,希望对你有一定的参考价值。
注塑熔合线十大解决方法(塑胶模具设计,常见金属嵌入件组装设计方式,不学招么)
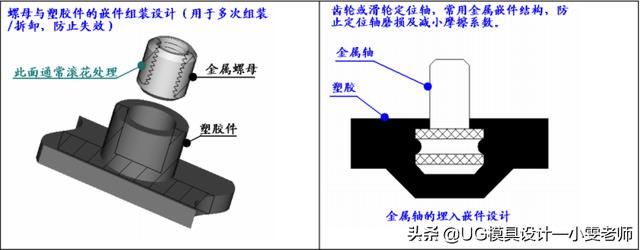
通常金属嵌件与塑胶制件一起使用,形成高质量,耐久的机械组装。这种结构适用于有耐用要求的产品。(如多次组装/ 拆卸操作) 。也适用于减小摩擦的改良设计。如图实例所示:
接下来,我们一起来详细讨论下这种结构工艺的注意事项及其优劣点:
一,埋塑嵌件
这种工艺是我们最常见,也最常用的。到底什么是埋塑嵌件呢。埋塑就是指将嵌件预先放入模具中,利用塑胶熔体将其浸埋,当塑胶熔体冷却后,将嵌件固化,锁定在适当的位置。
常见的嵌件种类:
我们常见的有如:螺纹紧固件,加强筋,轴承,提供导电性连接点,或是其它的特殊作用,如像很多面板上的防刮伤用的铝合金等等⋯⋯最常见的就是螺母或双头螺栓类的嵌件。埋塑嵌件会明显的增加产品的成本,只有当功能需要或成本合算时才使用。(到时老板发火别找我^^)
埋塑嵌件的常用材质:
像车工嵌件我们常用铝镀黄铜, 不锈钢镀黄铜或是直接用黄铜来车加工制造, 因为黄铜的耐腐蚀性和易加工性是非常好的。总之一句话,制造嵌件最好选用有一点韧性的材质,从材料工程的专业角度来讲,因为嵌件必须提供熔体流动截流作用时提供一点韧性(这个不懂没有关系,用多了你就会知道了)。当嵌件的形状很复杂时,无法用车加工时,通常用粉末冶金来制作嵌件零件。
但是埋塑嵌件存下这几个值得注意的事项,如下:
1:循环时间使用埋塑嵌件会增加零件成型的周期,且模具的保养费也会明显增高。
2:报废制件各种原因,如注塑不良,或是嵌件遗漏,位置不良等等,会造成整个零件报废
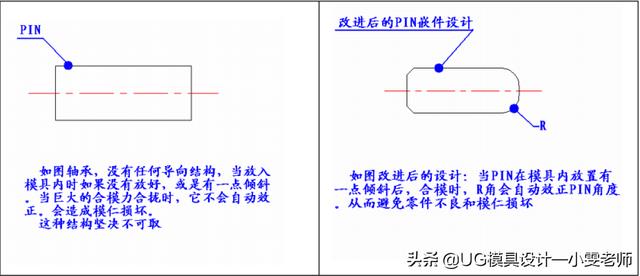
3:模具损伤如果嵌件尺寸不对,或是嵌件设计不良,会造成模仁的损伤。(如图示)
4:熔合线这种结构很容易产生熔合线,也没有什么很有效的方法来控制。要靠经验老道的模具设计师设计出好的模具可能会减小熔合线的程度。其实也不是没有解决方法, 关于熔合线一直是塑胶产品的痛,熔合线我计划单独开一贴来说明。(请关注)
5:残余应力众所周知,塑胶可是会缩水的,但金属却不会。当注塑成形完成后,塑胶继续收缩。而嵌件保持其体积,所以在嵌件周围会有一定的裂纹产生,这个就是残余应力造成的。像这种情况,我们只能选用弹性较好的塑胶材料来防止。如选用ABS,PC等等。而选用较脆的塑胶材料则是大忌。如用PS等脆性材料。所以说啊,学会选择材料,了解材料,也是一个工程师提升的体现。^^要注意的也就是这么多了
另外一起来关注下埋塑嵌件的结构设计误区:
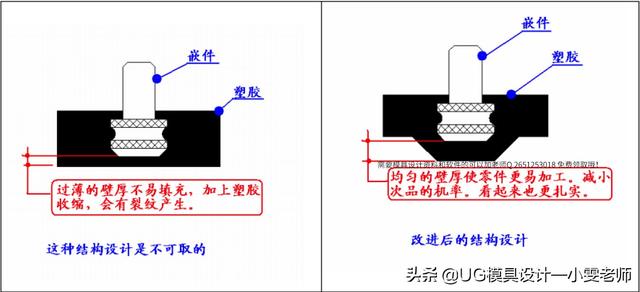
1:塑胶件的设计刚才我们有讲过塑胶件的材料选择,接下来讲一下其结构的设计其实塑胶件的设计还比较容易,没有太多产生次品的可能,只有一点需要注意的是它的底部的厚度不要过薄,否则会有缺胶的情况产生(如图)
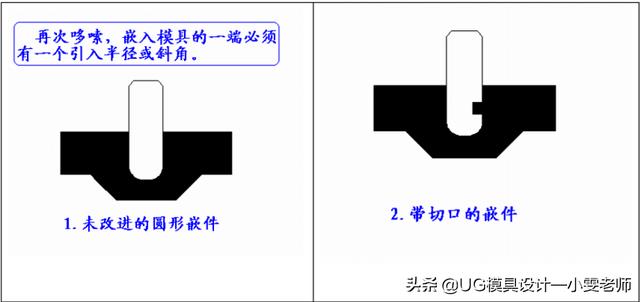
2:嵌件的设计上面我们也有讲过嵌件的材质尽可能选用韧性较好的材料。接下来讲一下其设计时需要注意的一些地方。实际上,做像这种埋塑嵌件结构,我们最怕的就是它的轴向和径向虚动,要怎么来防止这一现像呢,通常我们会在嵌件上做一些增大摩擦的结构,如滚花,及切口等等。如图所示各种嵌入件:
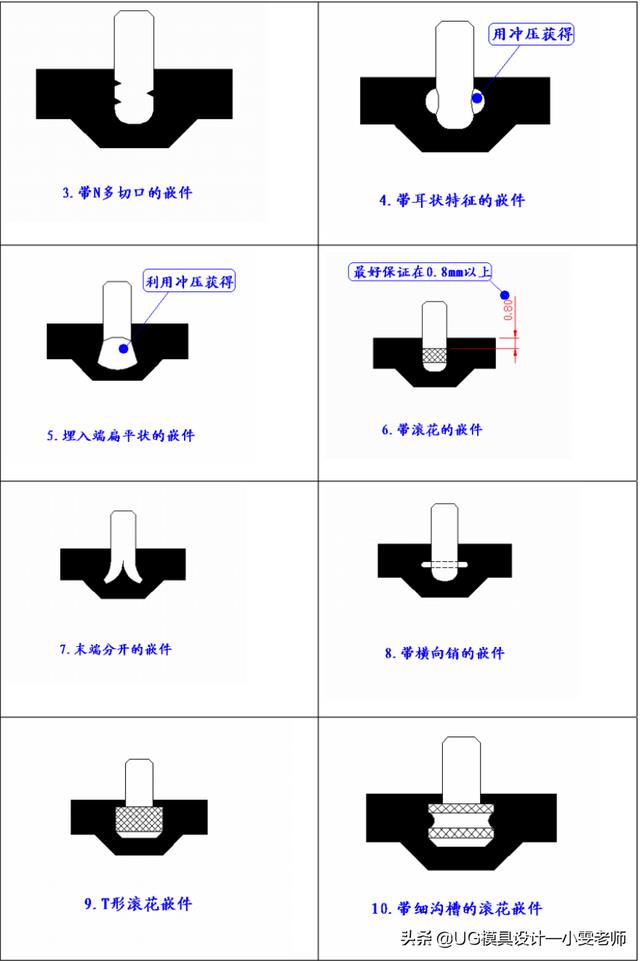
我所见过的也就这么多了,当然,如产品有特殊要求,还可以开发出其它的嵌件。
埋塑嵌件的结构工艺就介绍到这里了,当然,在实际产品设计中,我们还会用到其它形式的嵌件结构,在此,顺便也做一下简单的介绍。
压入嵌件的设计工艺:
什么是压入嵌件?实际上就是简单的将嵌件用外力压入紧固件中。
常见的有普通冷压,普通热压,自攻线嵌件,超声波嵌件,还有使用伸缩嵌件
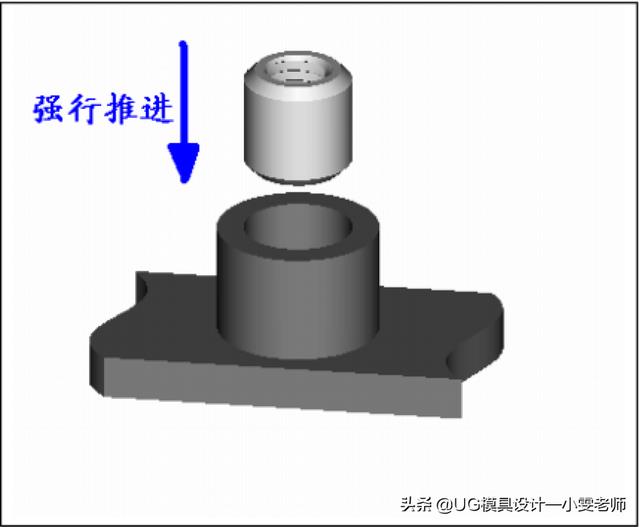
1:普通冷压,就是使用蛮力,或是借助工具,将嵌件强行压入。如图。
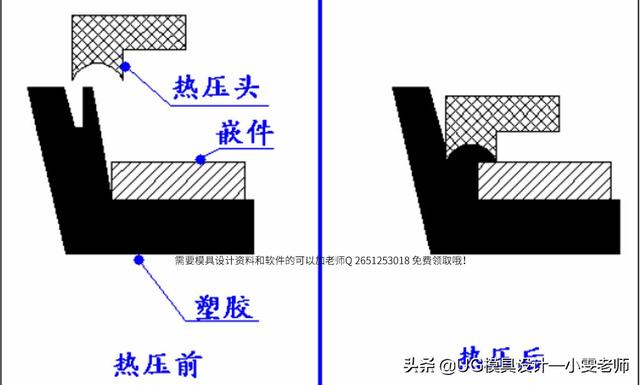
2:普通热压,说白了就是和热熔一个样。如图:
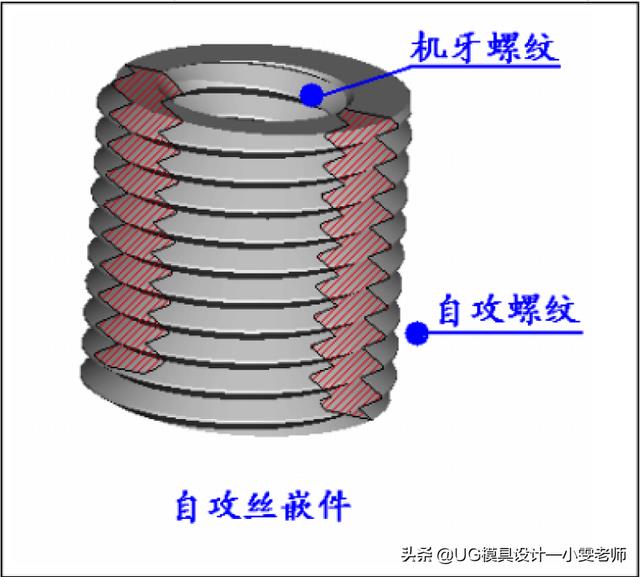
3:自攻线嵌件,就是将嵌件外表做成自攻螺纹,像锁螺丝样锁入塑胶件中紧固。
4.:超声波嵌件,其实和普通冷压一样,只是选用了超声波工具来代替蛮力而已。
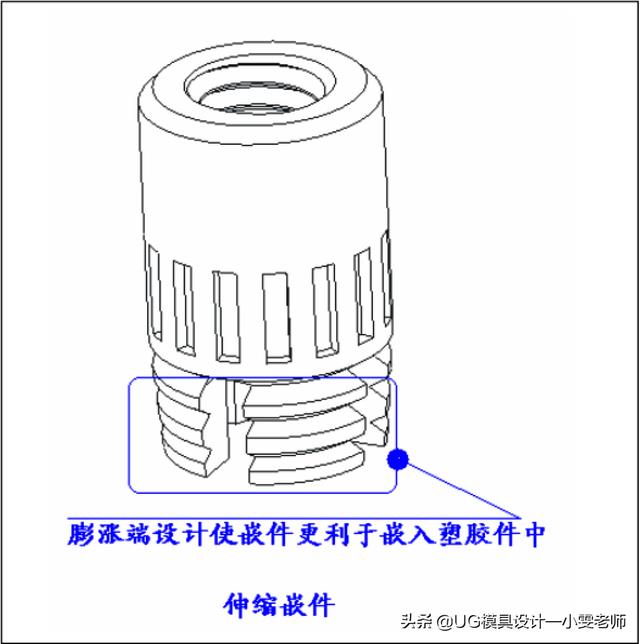
5:伸缩嵌件,这种伸缩嵌件和膨胀螺丝一个原理,看图就明白了。
点击关注关注老师学习不迷路,进老师主页查看更多干货!
需要模具设计资料和软件的可以私信老师回复“资料”即可免费领取!
喜欢老师作品可以转发或收藏,同时请继续关注后期会推出高质量视频和技术资料!
相关参考
主要对生产注塑产品的各种塑胶制品的缺陷检查与试验方法,适用于一般注塑制品的检查,本标准仅供常规检测用,特殊要求以partspec为准。常见质量缺陷有:缺料、缩印、熔接痕、料流纹(流痕)、光泽不好(阴阳面、色差)...
主要对生产注塑产品的各种塑胶制品的缺陷检查与试验方法,适用于一般注塑制品的检查,本标准仅供常规检测用,特殊要求以partspec为准。常见质量缺陷有:缺料、缩印、熔接痕、料流纹(流痕)、光泽不好(阴阳面、色差)...
主要对生产注塑产品的各种塑胶制品的缺陷检查与试验方法,适用于一般注塑制品的检查,本标准仅供常规检测用,特殊要求以partspec为准。常见质量缺陷有:缺料、缩印、熔接痕、料流纹(流痕)、光泽不好(阴阳面、色差)...
主要对生产注塑产品的各种塑胶制品的缺陷检查与试验方法,适用于一般注塑制品的检查,本标准仅供常规检测用,特殊要求以partspec为准。常见质量缺陷有:缺料、缩印、熔接痕、料流纹(流痕)、光泽不好(阴阳面、色差)...
一、熔接线有较深的颜色是指在成品表面结合线附近,在过慢或过快的流动波前有较深的颜色,大多发生在光亮或深色等成品(如白、蓝、绿等颜色)上。二、熔接线有较深的颜色的主要原因是材料分解。材料分解主要是因为高...
一、熔接线有较深的颜色是指在成品表面结合线附近,在过慢或过快的流动波前有较深的颜色,大多发生在光亮或深色等成品(如白、蓝、绿等颜色)上。二、熔接线有较深的颜色的主要原因是材料分解。材料分解主要是因为高...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
目前,绝大部分的家用电器外观零部件都是注塑成型得到的。在注塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
目前,绝大部分的家用电器外观零部件都是注塑成型得到的。在注塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原...
注塑机增压泵(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
...可回收利用等方面都有显著优势。汽车塑料件大多数采用注塑成型,虎皮纹、表面复制不良、缩痕、熔接线、翘曲变形等,是汽车注塑件常见的缺陷,这些缺陷不仅与材料有关,还与结构设计、模具设计和成型工艺有很大关系。...
注塑机增压泵(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
...可回收利用等方面都有显著优势。汽车塑料件大多数采用注塑成型,虎皮纹、表面复制不良、缩痕、熔接线、翘曲变形等,是汽车注塑件常见的缺陷,这些缺陷不仅与材料有关,还与结构设计、模具设计和成型工艺有很大关系。...