注塑水口料怎么再利用(洗发水翻盖注塑模具设计,厂内制造流程,你看了么?)
Posted
篇首语:读书也像开矿一样“沙里淘金”本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑水口料怎么再利用(洗发水翻盖注塑模具设计,厂内制造流程,你看了么?)相关的知识,希望对你有一定的参考价值。
注塑水口料怎么再利用(洗发水翻盖注塑模具设计,厂内制造流程,你看了么?)
(中模)洗发水翻盖注射模具设计
1. 序言
随着人民生活水平的提高,日化洗涤产品的种类日益繁多,其包装外观和造型也是千变万化、追求时尚。 洗发水是指一种具有去头屑功能、 焗油功能和染发等功能的护发产品。洗发水中含有多种成分,这些成分的综合作用能起到清洁头皮和头发的功能。 一般好的洗发水包装都很精致,做工很细,用的塑料质地良好,且色彩柔和,接口处严密,无裂痕, 商标和字体印刷清晰整洁。
随着技术水平的提高,日化包装发展逐渐凸现出个性化的彰显与创新、新技术新工艺的引入与应用、新型环保材料的开发和替代等特色,安全方便的日化包装将更加受到市场的欢迎。 为了满足不同的需要,企业针对不同档次和使用功能的产品采用不同的包装容量,以方便消费者的选择。对于高档产品,采取小容量容器进行包装,以满足低收入者的需求。相对来说,洗发水和沐浴露的用量较多,则采用 200ml~400ml 的大容量。 400ML 包装洗发水是市场主流产品,本文介绍 400ML 扁瓶洗发水翻盖注塑模具设计要点。
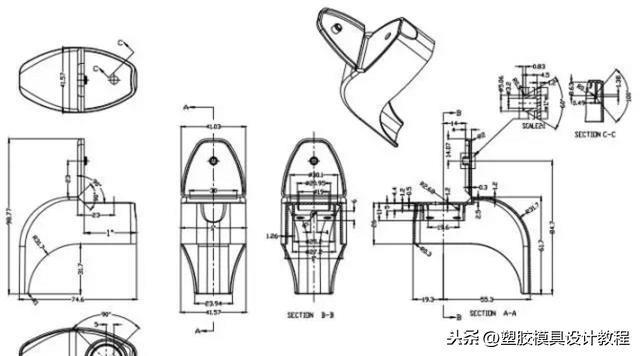
图 1 洗发水翻盖产品图
2. 产品分析
洗发水翻盖产品图见图 1,从图中可以看出, 制品的外形最大尺寸为 98.77mmX41.57mmX74.6mm,顶部的翻盖与本体之间以塑料铰链连接,制作塑料铰链的材料必须是 PE 和 PP, 洗发水瓶盖的材料选择 PP,缩水率为1.015,重量为 11.3 克 。
洗发水翻盖属于一次性使用的大批量生产的包装类塑件,塑件的颜色为各种颜色均有,一般加色粉配制。塑件成型后有各种后续的表面加工,可以直接进入后续的自动包装环节。因此对塑件的外观要求较高,无各种明显的成型缺陷。产品的尺寸和一致性要好,组装后连接可靠,不得产生液体渗漏。合盖力度均匀,孔口密封性良好,盖与本体间隙均匀,周边顺滑,配合一致性良好。模具设计的难点是, 翻盖周边与柱子需要侧向抽芯,设计侧向抽芯时需要防止翻盖粘滑块。第二个难点是塑件里面的装配位置有 4 圈凸起需要强脱,在塑件顶出时使塑件强脱而不得产生变形。
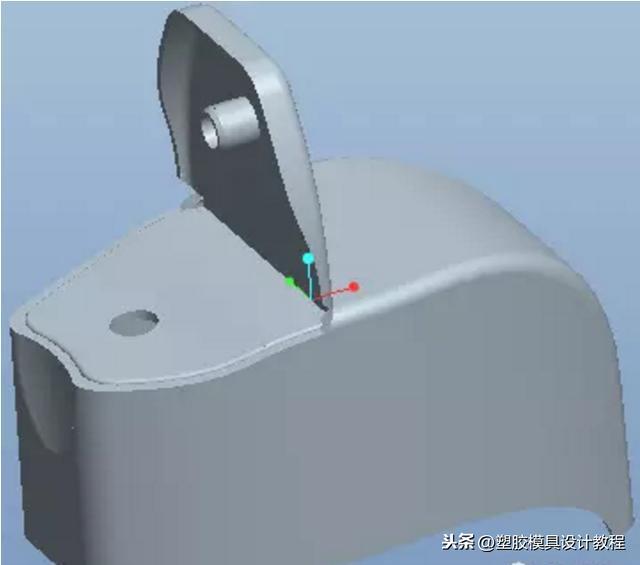
图 2 洗发水翻盖 3D 图
3. 模具结构设计要点
(1)模具排位:模具采用了 1 出 1 的排位,主要是用来做测试,为后期的批量生产做准备。模胚采用 GCI2035,简化细水口模胚,便于设计前模滑块抽芯。
(2)分型面确定: 塑件的分型面为一曲面,沿制品本体的边缘。滑块的分型面需要考虑塑件顶部边缘处于前模,这样就可以防止开模时塑件粘滑块。 滑块底部处于塑件的顶部平面,检查其平整度,在滑块运动方向不得存在阻碍滑块运动的要素。
(3)浇口设计: 这种翻盖设计由于前模滑块的存在,在顶部滑块区域无法设计点浇口,顶部无滑块的其余区域如果设计了点浇口,本身没有遮挡,影响外观面。因此将浇口设计为潜伏式浇口,位于塑件的后侧面。
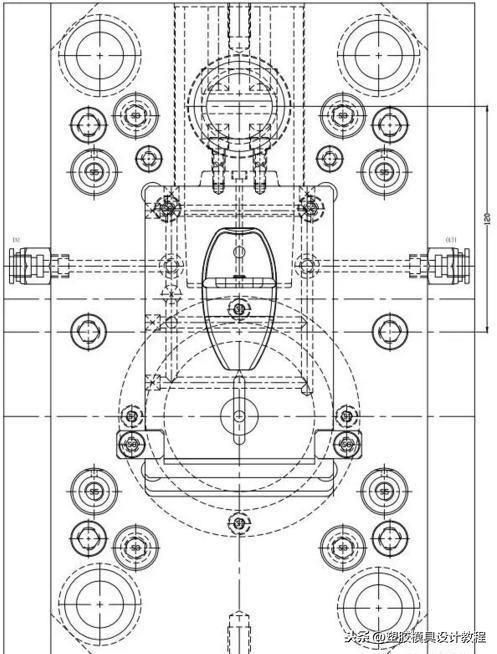
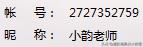
图 3模具设计图
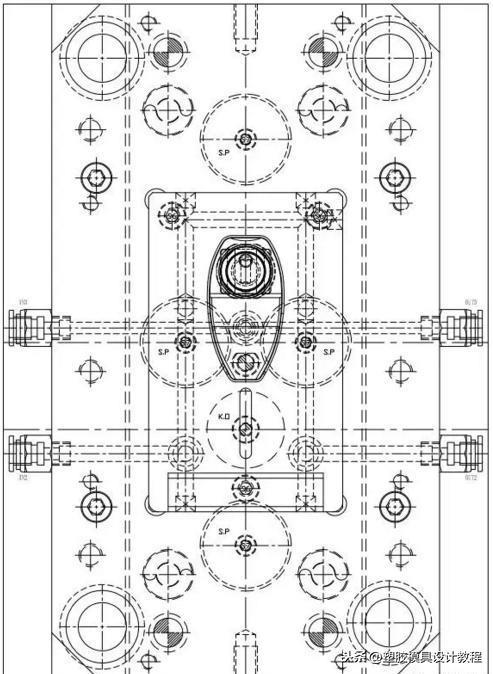
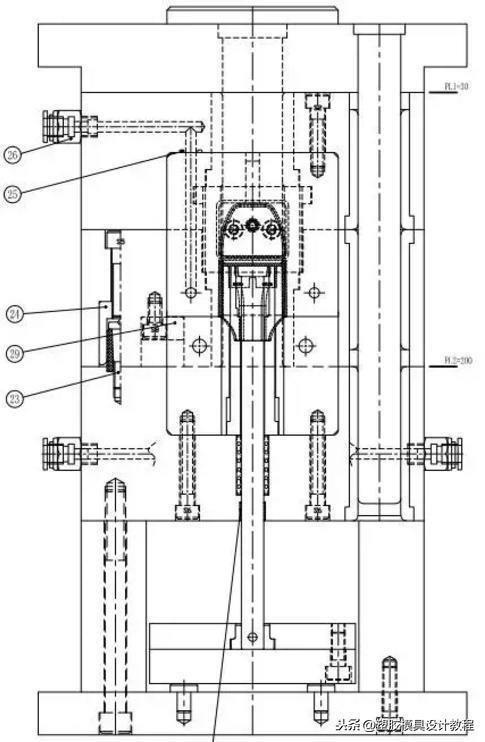
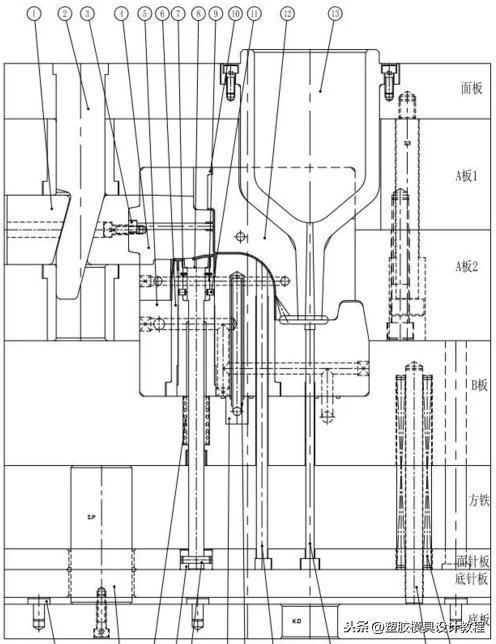
由于前模板较厚,为了缩短主流道长度,设计了加长大机嘴 13。
(4)侧向抽芯机构设计: 按照产品结构, 模具需要设计前模滑块抽芯。 铲机 2 采用标准的导柱改制而成, 见图 4,在标准导柱的基础上线切割加工, 导向采用标准导套, 简化了模具的加工。 滑块上的镶针 3 采用顶针改制。
(5)顶出系统: 塑件依靠顶针 17 和动内模镶件 8 顶出。 水口料利用顶针 16 顶出。 在顶出过程中, 动内模镶件 9在弹簧 20 的作用下, 随塑件浮动, 后在动内模镶件 8 的顶出力作用下, 实现塑件强脱。 动内模镶件 7 和 9依靠销钉固定。 动模设计多层镶件, 便于加工, 也有利于注射过程中的排气。
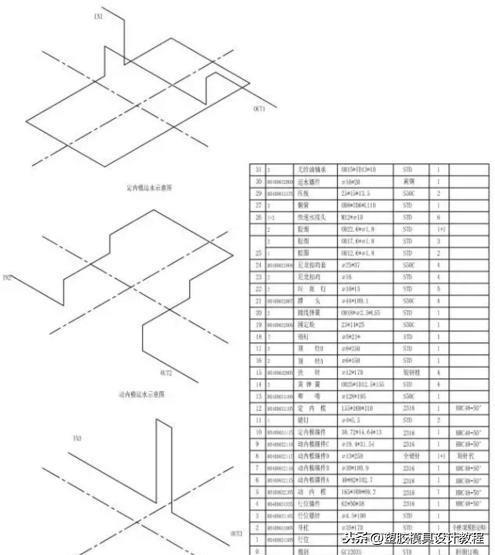
(6)冷却系统设计: 冷却运水的设计见模具图 4。
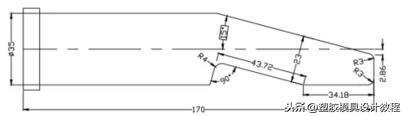
图4
4. 结论
模具投产后的实践表明, 该模具设计完全达到客户的设计要求, 为后续的大批量模具提供了试验基础。 可供快速模具设计提供相关借鉴经验。
需要模具设计资料和软件的可以私信老师回复“资料”即可免费领取!
喜欢老师作品的可以转发或收藏 同时请继续关注后期会推出高质量视频和技术资料!
相关参考
护发品加工(洗发水翻盖注塑模具设计,厂内制造流程,你看了么?)
(中模)洗发水翻盖注射模具设计1.序言随着人民生活水平的提高,日化洗涤产品的种类日益繁多,其包装外观和造型也是千变万化、追求时尚。洗发水是指一种具有去头屑功能、焗油功能和染发等功能的护发产品。洗发水中含...
注塑机的价格体系(产品注塑加工成本核算方法公开后,注塑老板每次来都让我们定价格)
注塑加工成本核算方式注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法。和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各...
注塑机的价格体系(产品注塑加工成本核算方法公开后,注塑老板每次来都让我们定价格)
注塑加工成本核算方式注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法。和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各...
水口周转箱(成型故障及其解决方法,注塑不良原因与排除方法,注塑缺陷改善)
...障分析及排除方法(1)设备选型不当。在用选设备时,注塑机的最大注射量必须大于塑件及水口总重,而注射总重不能超出注塑机塑化量的85%.(2)供料不足。目前常用的控制加料的办法是定体积加料法,其辊料量与原料的果粒...
...冷却固化时的收缩行位,这两点决定了注塑模的特殊性和注塑模具设计难度。由于塑料熔体属于黏弹体,熔体流动时黏度随剪切应力,剪切速率而变化,流动过程中大分子沿流动方向产生定向,模腔充满后,熔体被部分压缩,冷...
...冷却固化时的收缩行位,这两点决定了注塑模的特殊性和注塑模具设计难度。由于塑料熔体属于黏弹体,熔体流动时黏度随剪切应力,剪切速率而变化,流动过程中大分子沿流动方向产生定向,模腔充满后,熔体被部分压缩,冷...
注塑水口拉丝怎么改善(注塑工厂疑难杂症之“拉丝不良”怎么解决)
本系列第23章,预计还有七八章,希望大家关注转发!(1)何谓拉丝(外观)拉丝是指主流道前端没有断开而伸展成丝状的一种现象。最大的问题是有时会发生成形品因拉丝而无法脱落,最大的问题是有时会发生成形品因拉丝而...
注塑水口拉丝怎么改善(注塑工厂疑难杂症之“拉丝不良”怎么解决)
本系列第23章,预计还有七八章,希望大家关注转发!(1)何谓拉丝(外观)拉丝是指主流道前端没有断开而伸展成丝状的一种现象。最大的问题是有时会发生成形品因拉丝而无法脱落,最大的问题是有时会发生成形品因拉丝而...
注塑模具的设计开发需要按照一定的步骤,才能更精准的设计出于塑料制品尺寸,结构相符的注塑模具工具,具体步骤如下:一、塑件分析1、明确塑件设计要求仔细阅读塑件制品零件图,从制品的塑料品种,塑件形状,尺寸精...
注塑模具的设计开发需要按照一定的步骤,才能更精准的设计出于塑料制品尺寸,结构相符的注塑模具工具,具体步骤如下:一、塑件分析1、明确塑件设计要求仔细阅读塑件制品零件图,从制品的塑料品种,塑件形状,尺寸精...