注塑模具的浇口类型及特点(模具技术专题:模具流道系统之:浇口)
Posted
篇首语:见君一眼,倾卿一心,误我一生,伤我一心。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑模具的浇口类型及特点(模具技术专题:模具流道系统之:浇口)相关的知识,希望对你有一定的参考价值。
注塑模具的浇口类型及特点(模具技术专题:模具流道系统之:浇口)
浇口的形式、选择标准
流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成: (喷嘴)注道 流道 浇口 模穴 排气/溢料
注:适当的排气及溢料道设计,能防止缺料以及在工件上产生烧蚀的小点,并能形成良好的熔接(Weld Line);流道系统的设计是否适当,直接影响成品的外观、性能、尺寸精度和成形周期
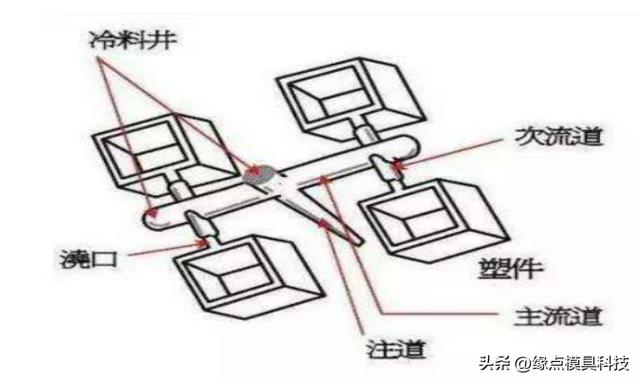
浇口是位于流道与成形空间的小通道,浇口的位置、数量、形状、尺寸等是否适宜,直接影响到成形品的外观、尺寸精度、物性和成型效率
浇口的形式选择:
首先需要依据原材料的特性选择适合的浇口类型,然后依据产品的性能、外观需求缩小浇口的类型范围,再依据产品的结构设计继续缩小浇口类型的范围,最后依据锁定的几种浇口形式进行模流分析,最终从模流的结果分析并确定浇口的类型
浇口尺寸&数量的设计:
需要视产品的重量、成形材料特性及浇口的形式而定,在不影响产品性能及成型效率的条件下,浇口应尽量减少数量、缩减其长度、深度及宽度
若浇口过少或过小,则易造成充填不足、收缩、熔合线等外观上的缺陷,且成形收缩率会增大;若浇口过多或过大,则浇口周边产生过剩的残留应力,导致成形品变形或破裂,且浇口的去除加工困难和耗时多
浇口的位置:
需要在选定的浇口形式下做多种位置的模流分析,最后结合产品的性能需求和模流分析报告的结果进行取舍,选择比较适合这个产品的浇口位置;为什么是比较适合的位置呢?其实每个产品的浇口选择实际上是一种平衡的选择,没有最优只有更好
尽管如此浇口的选择还是有部分优先原则的:现归纳如下也希望同行补充和指导
1. 进胶口尽量开设在产品肉厚部分,保证充填顺利和保压补缩的有效性
2. 位置尽量选在使塑料填充流程最短处,以减少压力损失,有利于模具排气,可通过模流分析或经验
3. 在细长型芯附近避免开设浇口,以免料流直接冲击型芯,产生变形错位或弯曲
4. 大型或扁平产品,建议采用多点进浇,可防止产品翘曲变形和缺料、尽量设计在不影响产品外观和功能的位置,可在边缘或底部
5. .一模多穴时,相同的产品采用对称进浇方式,对于不\\同产品在同一模具中成型时,优先将最大产品放在靠近主流道的位置
目前常用的模具浇口形式有如下几种:点浇口、直接浇口、潜浇口、牛角浇口
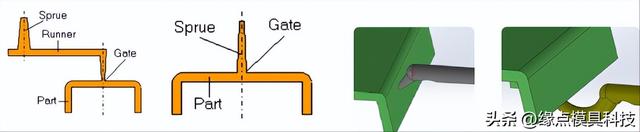
常见浇口形式
*点浇口——优点:点浇口浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。缺点:注塑压力较大,料头重量大,模具相对较复杂属于三板模,成型周期较长。目前不太建议采用这种浇口,可以使用针阀热流道代替此类型浇口可以达到最佳的效果,这就是随着技术不断创新,浇口的位置和形式选择都是不断优化的,因此只有更好没有最好
*直接浇口——优点:塑料直接由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积较小,注塑模具结构紧凑,注塑机受力均匀。缺点:进浇口处有较大的残余应力,容易导致注塑制品翘曲变形;浇口处外观不良需要工艺和模温的调试;浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观
*侧浇口——优点:浇口截面小,能减小浇注系统重量,去除浇口容易,痕迹不明显。适合于各种形状的注塑制品,但对细长桶形注塑制品不宜采用。缺点:此浇口设计尺寸很关键否则会有流痕、缩水、排气不良等注塑缺陷;浇口需要人工去除增加成本;对深型腔产品的排气不利,需要选择好位置
*潜浇口&牛角浇口——优点:可在制品侧面、底面进胶,具有点浇口的特点,浇口痕迹小,顶出时能自动拉断,容易实现自动化。缺点:浇口口部剪切大,易分解;注塑工艺调试徐亚注塑;此浇口设计需要一定的经验否则会有浇口断、弹产品、料头不能自动掉落的问题;此浇口加工精度要求高,需要用电极加工;此浇口易磨损需要做成快换的固定方式,需要备件
除了以上常用浇口形式还有一些不是普遍使用的浇口形式如下,供大家参考
*环形浇口——优点:进料均匀,圆周上压力和流动速度一致可以获得好的产品质量,容易排出型腔中的空气,可避免熔接痕。环形浇口主要用于成型圆筒形无底塑料制品。缺点:料头较多,浇口去除困难,浇口痕迹明显。
*护耳浇口——优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。缺点:浇口切除较为困难,浇口痕迹较大。
*薄片浇口——优点:塑料熔体通过薄片浇口以较低的速度均匀地进入型腔,其料流呈平行流动,可避免注塑模具的翘曲变形,常用来成型平直的大面积薄壁塑料制品。缺点:去除浇口较为困难,从而增加了塑料制品的生产成本。
以上知识点希望能对大家有所帮助
希望看到这里的朋友给予评论、点赞、转发、加关注
相关参考
浇口的形式、选择标准流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成:(喷嘴)注道流道浇口模穴排气/溢料注:适当的排气及溢料道设计,能防止缺料以及...
浇口的形式、选择标准流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成:(喷嘴)注道流道浇口模穴排气/溢料注:适当的排气及溢料道设计,能防止缺料以及...
热流道用的是不是点浇口(什么类型的注塑模具应使用热流道系统?)
冷流道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小...
热流道用的是不是点浇口(什么类型的注塑模具应使用热流道系统?)
冷流道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小...
浇口类型图解(图解24种注塑模具(模架)结构设计,直观易懂)
本期机械知网分享模具设计相关资料《图解注塑模具(模架)结构设计》,图文并茂,方便读者直观学习注塑模具机构及其设计原理,本文已整理成PPT文档,下载请留言。注塑模具是成型塑料件的一种重要工艺装备,分为定模和...
浇口类型图解(图解24种注塑模具(模架)结构设计,直观易懂)
本期机械知网分享模具设计相关资料《图解注塑模具(模架)结构设计》,图文并茂,方便读者直观学习注塑模具机构及其设计原理,本文已整理成PPT文档,下载请留言。注塑模具是成型塑料件的一种重要工艺装备,分为定模和...
...,从而取出塑件,称单分型面模具,又称双板式模。它是注塑模具中最简单最基本的一种形式,它根据需要可以设计成单型腔注塑模,也可以设计成多型腔注塑模,是应用最广泛的一种注塑模。02双分型面注塑模双分型面注塑模...
...,从而取出塑件,称单分型面模具,又称双板式模。它是注塑模具中最简单最基本的一种形式,它根据需要可以设计成单型腔注塑模,也可以设计成多型腔注塑模,是应用最广泛的一种注塑模。02双分型面注塑模双分型面注塑模...
一、浇口位置的要求1.外观要求(浇口痕迹,熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响1.流长(FlowLength)决定射出压力,锁模力,以及产品填不填的满流长缩短可降低射出...
注塑模具热流道图解(都说热流道模具比传统模具好,他究竟好在哪里呢?)
什么是热流道?热流道技术是应用于塑料注塑模浇注流道系统的一种先进技术,是塑料注塑成型工艺发展的一个热点方向。所谓热流道成型是指从注射机喷嘴送往浇口的塑料始终保持熔融状态,在每次开模时不需要固化作为废料...