注塑模具开模行程计算(设定工艺参数的一般流程与要点,你学会了吗?)
Posted
篇首语:实践是知识的母亲,知识是生活的明灯。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑模具开模行程计算(设定工艺参数的一般流程与要点,你学会了吗?)相关的知识,希望对你有一定的参考价值。
注塑模具开模行程计算(设定工艺参数的一般流程与要点,你学会了吗?)
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!
认识从文章开始,欢迎交流互相学习!
你需要、就是我们深交的开始。
设定工艺参数的一般流程与要点
在设定注塑工艺参数时,一般按照以下流程进行,每个步骤都总结了其设置要点。
(1)设置塑料的塑化温度
①温度过低时,塑料就可能不能完全熔融或者流动比较困难。
②熔融温度过高,塑料会降解。
③从塑料供应商那里获得准确熔融温度和成型温度。
④料筒上有三到五个加热区域,最接近料斗的加热区温度最低,其后逐渐升温,在喷嘴处加热器需保证温度的一致性。
⑤实际的熔融温度通常高于加热器设定值,主要是因为背压的影响与螺杆的旋转而产生的摩擦热。
⑥探针式温度计可测量实际的熔体温度。
(2)设置模具温度
①从塑料供应商那里获取模温的推荐值。③模温可以用温度计测量。
③应该将冷却液的温度设置为低于模温10~20C。
④如果模温是40~50C或者更高,就要考虑在模具与锁模板之间设置绝热板。
⑤为了提高零件的表面质量,有时较高的模温也是需要的。
(3) 设置螺杆的注射终点
①注射终点就是由充填阶段切换到保压阶段时螺杆的位置。
②如图2-31所示,垫料不足的话制品表面就有可能产生缩痕。一般情况下, 垫料长度设定为5~10mm。
③经验表明,如在本步骤中设定注射终点位置为充填模腔的2/3,就可以防止注塑机和模具受到损坏。

(4) 设置螺杆转速
①设置所需的转速来塑化塑料。
②塑化过程不应该延长整个循环周期的时间;如果非要这样,那么就需提高速度。
③理想的螺杆转速是在不延长循环周期的情况下,设置为最小的转速。
(5) 设置背压压力值
①推荐的背压是5~10MPa.
②背压太低会导致出现不一致的制品。
③增加背压会增加摩擦热并减少塑化所需的时间。
④采用较低的背压时,会增加材料停留在料筒内的时间。
(6)设置注射压力值
①设置注射压力为注塑机的最大值的目的是为了更好地利用注塑机的注射速度,所以压力设置将不会限制注射速度。
②在模具充填满之前,压力就会切换到保压压力阶段,因此模具不会受到损坏。
(7)设置初始保压压力值
①设置保压压力为0MPa,那么螺杆到达注射终点时就会停止,这样就可以防止注塑机和模具受到损坏。
②步骤(17)中保压压力将会增加,达到其最终设定值。
(8)设置注射速度为注塑机的最大值
①采用最大的注射速度时,将会获得更小的流动阻力、更长的流动长度、更强的熔合纹强度。
②但是,这样就需要设置排气孔。排气不畅的话会出现困气,就会在型腔里产生非常高的温度和压力、导致灼痕、材料降解和短射。
③显示熔接纹和困气出现的位置。应该设计合理的排气系统,以避免或者减小由困气引起的缺陷。
④此外还需要定期地清洗模具表面和排气设施,尤其是对于ABS/PVC材料。
(9)设置保压时间
①理想的保压时间应取浇口凝固时间和零件凝固时间的最小值。
②浇口凝固时间和零件凝固时间可以被计算或估计出。
③对于首次实验,可以根据CAE软件预测充模时间,然后设置保压时间为此充模时间的10倍。
(10)设置足够的冷却时间
①冷却时间可以估计或计算,它包括保压时间和持续冷却时间。
②开始可以估计持续冷却时间为10倍的注射时间,例如,如果预测的注射时间是0.85s,那么保压时间就是8.5s,而额外的冷却时间就是8.5s,这样就可以保证零件和流道系统充分固化以便脱模。
(11)设置开模时间
①通常来说,开模时间设置为2~5s,这包括开模、脱模、合模,如图2-32所示。②加工循环周期是注射时间、保压时间、持续冷却时间和开模时间的总和。

(12)逐步增加注射体积直至型腔容积95%
①通过CAE软件可以测出塑件和浇口流道等的重量,有了这些信息,加上已知的螺杆直径或料筒的内径,则每次注射的注射量和注射起点位置可以被估计出。
②因此,仅仅充填模具的2/3。保压压力设定为0MPa。这样,在螺杆到达注射终点位置时,充模会停止,这可以保护模具。接下来,每步增加5%~10%,直到充满型腔容积的95%。
③为了防止塑料从喷嘴流延,使用了压缩安全阀。在螺杆转动结束后,立即回退几毫米,以释放在塑化阶段建立的背压。
(13) 切换到自动操作
进行自动操作的目的是为了获得加工过程的稳定性。
(14) 设置开模行程
开模行程包括了型芯高度、零件高度、取出空间,如图2-33所示。应当使开模行程最短,每次开模时,起始速度应当较低,然后加速,在快结束时,再次降低。合模与开模的顺序相似,即“慢一快一慢”。

(15)设置脱模行程、起始位置和速度
首先消除所有的滑动,最大的顶杆行程是型芯的高度。如果注塑机装有液压顶杆装置,则将开始位置设置在零件完全能从定模中取出的位置。如果顶出的速度等于开模速度,则零件保留在定模侧。
(16)设置注射体积到充满型腔容积的99%
当工艺过程已经固定(每次生产出同样的零件)时,调节注射终点位置为充满型腔的99%。这样可以充分利用最大的注射速度。
(17)逐步增加保压压力
①逐步增加保压压力值;每次增加约10MPa。如果模腔没有完全充满,就需要增加注射体积。
②选择可接受的最低压力值,这样可使制品内部的压力最小,并且能够节约材料,也降低了生产成本;一个较高的保压压力会导致较高的内应力,内应力会使零件翘曲。内应力可以通过将制品加热到热变形温度10°C以下进行退火来释放。
③如果垫料用尽了,那么保压的末期就起不到作用。这就需要改变注射起点位置以增加注射体积。
④液压缸的液压可以通过注塑机的压力计读得。然而,螺杆前部的注射压力更为重要,为了计算注射压力,需要将液压乘上一个转换因子。转换因子通常可以在注塑机的注射部分或者用户指导手册中找到,一般为10~15。
(18)得到最短的保压时间
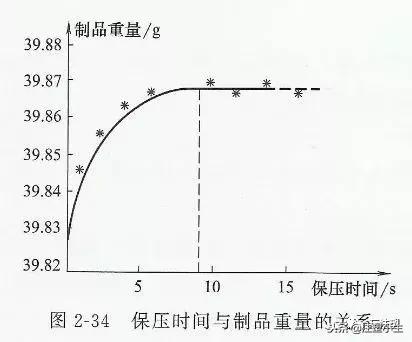
①最简单地获得最短保压时间的方法是开始时设置一一个较长的保压时间,然后逐步减少直到出现缩痕的现象。
②如果零件的尺寸较为稳定,则可以利用图2-34获得更精确的保压时间,根据图中所示制品重量和保压时间的关系曲线,得到浇口或制品凝固的时间。例如,在9s之后,保压时间对于零件的重量没有影响,那么这就是最短保压时间。
(19)得到最短的持续冷却时间
减少持续冷却时间直到零件的最大表面温度达到材料的热变形温度。热变形温度可以从供应商提供的塑料材料手册中查到。
在上述过程中,如果是新产品投产,则在对工艺参数值没有把握时,应注意以下几点:
①温度:偏低设置塑料温度(防止分解)和偏高设置模具温度。
②压力:注射压力、保压压力、背压均从偏低处开始(防止过量充填引起模具、机器损伤)。
③锁模力:从偏大处开始(防止溢料)。
④速度:注射速度,从稍慢处开始(防止过量充填); 螺杆转数,从稍慢处开始;开闭模速度,从稍慢处开始(防止模具损伤);计量行程,从偏小处开始(防止过量填充)。
⑤时间:注射保压时间,从偏长处开始(确认浇口密封);冷却时间,从偏长处开始。
相关参考
...机台高压及模具低压保护,设定开合模速度,一般两板模开模速度为慢-快-慢,合模速度为快-中-慢,三板模的开模速度一般为中-慢(这个是后模与中板脱离的行程)-快-慢,合模速度为快-慢。三根据产品所用的树脂原材料所需...
...机台高压及模具低压保护,设定开合模速度,一般两板模开模速度为慢-快-慢,合模速度为快-中-慢,三板模的开模速度一般为中-慢(这个是后模与中板脱离的行程)-快-慢,合模速度为快-慢。三根据产品所用的树脂原材料所需...
式热流道(常用塑料的注塑工艺参数,常见塑料注射成型参数设定)
...嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性
1.温度的控制在控制仪器上,设定需要的温度,而感应器的显示将与设定点上产生的温度相比较。在这最简单的系统中,当温度到达设定点时,就会关闭,温度下降后电源又重新开启。这种系统称为开闭控制,因为它不是开就是...
1.温度的控制在控制仪器上,设定需要的温度,而感应器的显示将与设定点上产生的温度相比较。在这最简单的系统中,当温度到达设定点时,就会关闭,温度下降后电源又重新开启。这种系统称为开闭控制,因为它不是开就是...
...具能正常合模即可;如图所示:为开合模通用原则为什么开模过程中第一段需要慢?防止开模过程中拉伤产品;开模过程中第二段需要快:是为了节省成型周期;开模过程中第三段需要慢:防止机
...具能正常合模即可;如图所示:为开合模通用原则为什么开模过程中第一段需要慢?防止开模过程中拉伤产品;开模过程中第二段需要快:是为了节省成型周期;开模过程中第三段需要慢:防止机
注塑机最大开模行程(海天注塑机规格参数:螺杆熔胶量、射出量、射出压力、容模间距)
注塑机选择标准:1.容模量:注塑机导柱(格林柱)的位置,大小,以及允许的最大的容模量,最小的闭合厚度。模具尺寸大于容模量的情况下,注塑机将无法安装进去,如可小于模具的容模量时,模具也同样无法安装,所以在...
注塑机最大开模行程(海天注塑机规格参数:螺杆熔胶量、射出量、射出压力、容模间距)
注塑机选择标准:1.容模量:注塑机导柱(格林柱)的位置,大小,以及允许的最大的容模量,最小的闭合厚度。模具尺寸大于容模量的情况下,注塑机将无法安装进去,如可小于模具的容模量时,模具也同样无法安装,所以在...
...具能正常合模即可;如图所示:为开合模通用原则为什么开模过程中第一段需要慢?防止开模过程中拉伤产品;开模过程中第二段需要快:是为了节省成型周期;开模过程中第三段需要慢:防止机