注塑模具一般使用材料(塑胶材料基础知识第三章)
Posted
篇首语:要须心地收汗马,孔孟行世目杲杲。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑模具一般使用材料(塑胶材料基础知识第三章)相关的知识,希望对你有一定的参考价值。
注塑模具一般使用材料(塑胶材料基础知识第三章)
塑胶成型工艺简介
塑胶成型工艺是将各种形态的塑胶原材料转变为一定形状和性能的制品的方法。随着塑胶的广泛应用及其对现代技术的深远影响,塑胶成型技术取得了快速的发展:由单一型技术向组合型技术发展,如:注射—拉伸—吹塑成型技术;由常规条件的成型技术向特殊条件的成型技术发展,如超高压和高真空条件下的塑料成型技术;由普通的塑胶成型技术向赋予新性能的变质成型技术发展。目前较常用的塑胶成型加工方法有:
①吸塑成型
②模压成型
③注塑成型
④压注成型
⑤挤出成型
⑥ 压延成型
⑦ 吹塑成型
⑧ 滚塑成型
⑨ 搪塑成型
①注塑成型
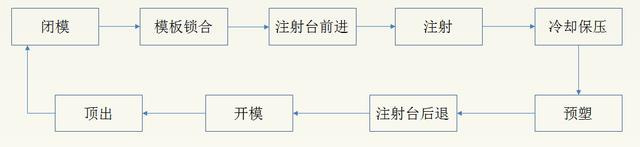
注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该方法适用于形状复杂部件的批量生产,是重要的加工方法之一。注塑成型是目前最主流的塑料成型工艺!

①注塑成型

②吸塑成型
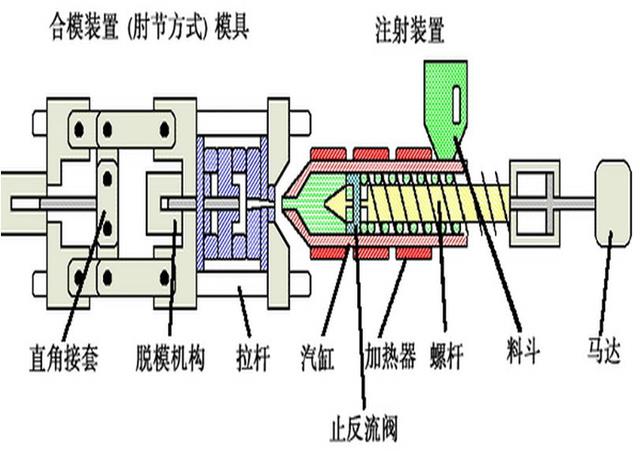
吸塑成型也称为抽真空成型,其过程主要是把热塑性料板固定在模具上,用辐射加热器进行加热到软化温度,然后利用真空泵把板材和模具制件的空气抽调从而使得板材贴到模腔上而成型。冷却后借助压缩空气使得塑料件脱出。
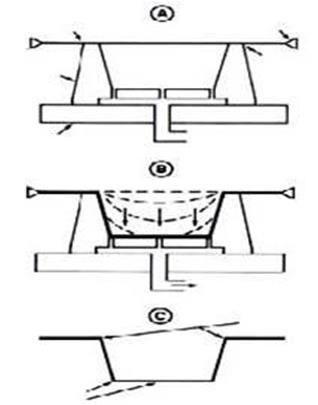
真空无模成型:过程如右图所示,将片材加热到所需温度后,置于夹持环上,用压环压紧,打开真空泵阀门抽真空,通过光电管控制真空阀调节真空度,直到片材达到所需的成型深度为止。由于自由真空成型法中制件不接触任何模具表面,制件表面光泽度高,不带任何瑕疵。如果塑料本自身是透明的,制件可以具有最小的光吸收率和透明性,故可用于制造飞机部件如仪器罩和天窗等。
②吸塑成型
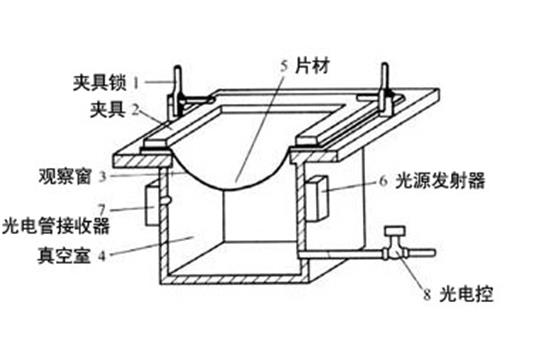
真空无模成型法在成型过程中只能改变制件的拉伸程度和外廓形状,因此不能成型外型复杂的制件。另外,成型过程中,随着拉伸程度的增大,最大变形区(即片材中心)的厚度不断减小,因此实际生产中拉伸比(H/D)一般应小于75%。

无模真空吸塑成型壁厚分布 无模真空吸塑成型壁厚分布
②吸塑成型
阳模和阴模
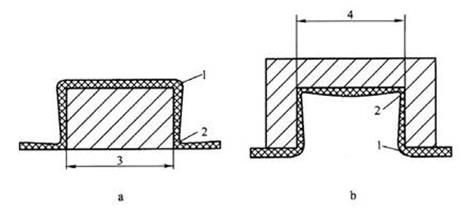
对于真空吸塑成型,受热的材料仅有一面与成型工具相接触。这样,材料与模具相接的面就具有与成型模具完全相同表面轮廓。而成型制件的未接触面的轮廓和尺寸就只有取决于材料的厚度。根据成型材料与成型模具的接触面的不同,成型过程可分为阳模和阴模成型。
阳模
本法对于制造壁厚和深度较大的制品比较有利。
制品的主要特点是:与真空阴模成型法一样,模腔壁贴合的一面质量较高,结构上也比较鲜明细致。壁厚的最大部位在阳模的顶部,而最薄部位在阳模侧面与底面的交界区,该部位也是最后成型的部位,制品侧面常会出现牵伸和冷却的条纹,造成条纹的原因在于片材各部分贴合模面的时候有先后之分。先与模面接触的部分先被模具冷却,而在后继的相关过程中,其牵伸行为较未冷却的部位弱。这种条纹通常在接近模面顶部的侧面处最高。
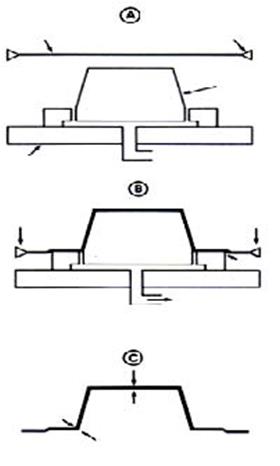
阴模
真空阴成型法生产的制品与模腔壁贴合的一面质量较高,结构上也比较鲜明细致,壁厚的最大部位在模腔底部,最薄部位在模腔侧面与底面的交界处,而且随模腔深度的增大制品底部转角处的壁就变得更薄。因此真空阴模成型法不适于生产深度很大的制品。
阳模成型和阴模成型比较
③模压成型
模压成型工艺是将一定量的模压料放入金属对模中,在一定的温度和压力作用下,固化成型制品的一种工艺方法。在模压成型过程中需加热和加压,使模压料塑化、流动充满模腔,并使树脂发生固化反应。
优点
有较高的生产效率,适于大批量生产,制品尺寸精确,表面光洁,可以有两个精制表面,价格低廉,容易实现机械化和自动化,多数结构复杂的制品可一次成型,无需有损于制品性能的辅助加工,制品外观及尺寸的重复性好
缺点
压模的设计与制造较复杂,初次投资较高,制品尺寸受设备限制,一般只适于制备中、小型玻璃钢制品。
③模压成型
1.模压料SMC
定义:将SMC片材(Sheet Molding Compound, 片状模塑料),经剪裁,铺层,然后进行模压。适合于大型制品的加工(例汽车外壳,浴缸等),此工艺方法先进,发展迅速。
应用:汽车工业的应用 悬架零件,前、后保险杠,仪表板等;
车身及车身部件,硬壳车顶,防滑地板,阻流板,遮阳罩,发动机罩;
发动机盖下部件,导风罩,进气管盖,风扇导片圈,发动机隔音板;
车内装饰部件:车门把手,仪表盘,转向
2.纤维料模压法
树脂预混或预浸纤维模压料,然后模压成型制品。主要用于制备高强度异形制品或具有耐腐蚀、耐热等特殊性能的制品。
3.织物模压
将预先织成所需形状的两向、三向或多向织物经树脂浸渍后进行模压。质量稳定,但成本高,适用于有特殊性能要求的制品。
4.层压模压
将预先浸渍好树脂的玻纤布或毡,剪成所需形状,经叠层放入模具进行模压。适于成型薄壁制品 ,或形状简单而有特殊要求的制品。
5.碎布料模压
将预浸胶布剪成碎块放入模具,压成制品。适用于形状简单、性能一般的玻璃钢制品。
6.缠绕模压
将浸胶的玻璃纤维或布带缠绕在模型上,进行模压。适于有特殊要求的制品及管材。
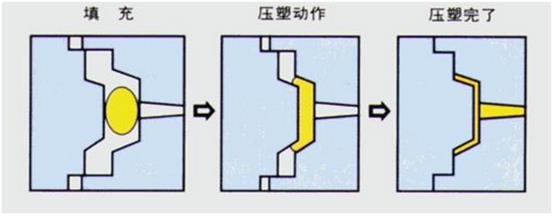
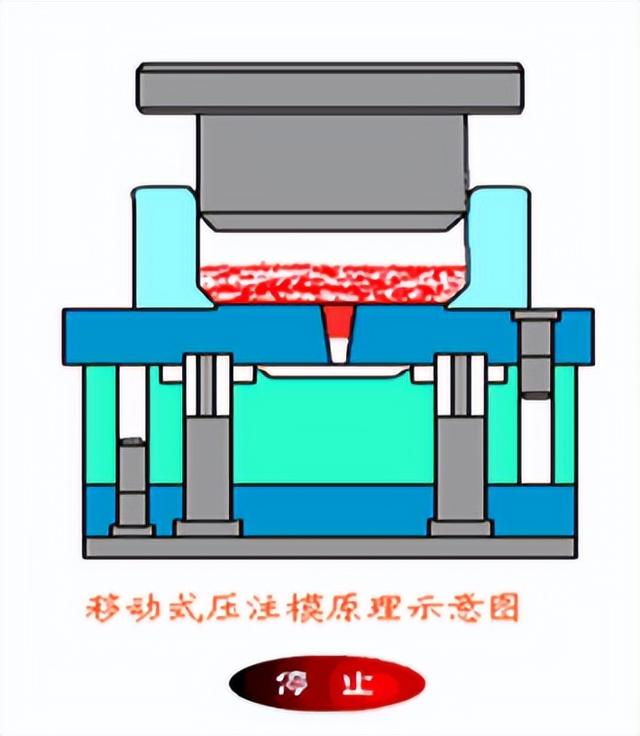
④压注成型
压注成型又称传递成型,它是在改进压缩成型的基础上发展起来的一种热固性塑料的成型方法
成型原理 先将塑料加入模具的加料室内,使其受热成为粘流状态,在柱塞压力的作用下,粘流态的塑料经过浇注系统,进入并充满闭合的型腔,塑料在型腔内继续受热受压,经过一定时间的固化后,打开模具取出塑料制品
同压缩成型相比,压注成型的优点
1、可以成型深孔及其它复杂形状的塑料制品,也可以模塑带精细嵌件或易碎的制品;
2、制品飞边较小,尺寸准确,性能均匀,质量较高;
3、模具的磨损较小
压注成型的工艺过程和压缩成型基本相似。区别:压缩成型过程是先加料后合模;压注成型则是先合模再加料
⑤挤出成型
挤出成型在塑料加工中又称为挤塑,在非橡胶挤出机加工中利用液压机压力于模具本身的挤出称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。

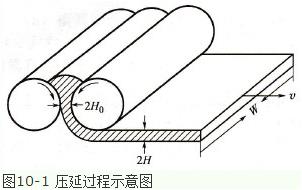
⑥压延成型
1.简介:压延成型是生产塑料薄膜和片材的主要方法。它是将已经塑化好的接近粘流温度的热塑性塑料通过一系列相向旋转着的水平辊简间隙,使物料承受挤压和延展作用,而使其成为规定尺寸的连续片状制品的成型方法。
2.压延用塑料:PVC、PE、PP、ABS等
3.用途:
压延还可以用来整饰表面,使片材表面具有所要求的光滑程度(光泽),或者故意使表面具有一定的粗糙程度或做成图案。

⑦吹塑成型
挤出吹塑是一种制造中空热塑性制件的方法。广为人知的吹塑对象有瓶、桶、罐、箱以及所有包装食品、饮料、化妆品、药品和日用品的容器。对于汽车制造业,燃料箱、轿车减震器、座椅靠背、中心托架以及扶手和头枕覆盖层均是吹塑的。对于机械和家具制造业,吹塑零件有外壳、门框架、制架、陶罐或到有一个开放面的箱盒。
挤出吹塑工艺由5步组成:
1.塑料型胚(中空塑料管的挤出);
2.在型胚上将瓣合模具闭合,夹紧模具并切断型胚;
3.向模腔的冷壁吹胀型培,调整开口并在冷却期间保持一定的压力;
4.打开模具,卸下被吹的零件;
5.修整飞边得到成品。

⑧滚塑成型
定义:滚塑成型又称旋塑、旋转成型、旋转模塑、旋转铸塑、回转成型等。滚塑成型工艺是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,使模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型、脱模,最后获得制品。不同的是其所用的物料不是液体,而是烧结性干粉料。其过程是把粉料装入模具中而使它绕两个互相垂直的轴旋转。受热并均匀地在模具内壁上熔结成为一体,而后再经冷却就能从模具中取得空心制品。
优点:
1.滚塑模具成本低 — 同等规格大小的产品,滚塑模具的成本约是吹塑、注塑模具成本的1/3到1/4,适合成型大型塑料制品;
2、滚塑产品边缘强度好 — 滚塑可以实现产品边缘的厚度超过5个毫米,彻底解决中空产品边缘较薄的问题;
3、滚塑可以安置各种镶嵌件;
4、滚塑产品的形状可以非常复杂,且厚度可超过5个毫米以上;
5、滚塑可以生产全封闭产品;
6、滚塑产品可以填充发泡材料,实现保温;
7、无须调整模具,滚塑产品的壁厚可以自由调整(2mm以上)。
缺点
滚塑成型也有其缺点:因材料须经过研磨粉碎,成本提高;加工周期较长,因而不适于大批量生产;可用的塑料品种较少;开合模具属于较繁重的体力劳动。
⑨搪塑成型
搪塑过程就是对模具加热,将用于制造表皮的搪塑用粉末与受热的模具(镍质电铸模具)型腔面接触塑化、烧结等,最终得到与模具型腔形状及纹理一致的表皮成型过程。
材料主要用PVC 、TPU粉末
搪塑技术用于生产加工汽车仪表台及门内饰板表皮,产品的外观、质地及手感是其它成型工艺无法比拟的,尤其是外观纹理,在产品的边沿和拐角处完全一致。
优点:
模具费用较低,没有合模线,表皮较软,手感较好,花纹一致性较高比较上档次
缺点:
模具投资大寿命短,一般模具的质量只有20000只表皮的寿命;模具需要不断的清理,辅助工时消耗多

相关参考
塑胶成型工艺简介塑胶成型工艺是将各种形态的塑胶原材料转变为一定形状和性能的制品的方法。随着塑胶的广泛应用及其对现代技术的深远影响,塑胶成型技术取得了快速的发展:由单一型技术向组合型技术发展,如:注射—...
...知识:1.使用一个浇口,没有使材料从2个方向合流的制品一般没有熔结痕,除此以外,如果想避免熔结痕只能改变浇口的位置使熔结痕发生在不显眼或看起来顺眼的位置。2.模具上的销(在制品上的孔)一般都会发生熔结痕。3....
注塑模具用什么材料(塑料件设计工艺大全做塑胶模具的一定要好好收藏啊)
一、塑胶件设计一般步骤塑料件是在工业造型的基础上进行的结构设计,首先看有无相似的产品借鉴,再对产品及零件进行详尽的功能分解,确定零件的折分、壁厚、脱模斜度、零件间的过渡处理、连接处理、零件的强度处理等...
注塑模具用什么材料(塑料件设计工艺大全做塑胶模具的一定要好好收藏啊)
一、塑胶件设计一般步骤塑料件是在工业造型的基础上进行的结构设计,首先看有无相似的产品借鉴,再对产品及零件进行详尽的功能分解,确定零件的折分、壁厚、脱模斜度、零件间的过渡处理、连接处理、零件的强度处理等...
第一节模具材料1、制造模具所使用的模具材料很多,通常使用碳钢、合金钢、合金铝、合金铜等。1)、模具钢材的分类A)、根据工作条件的不同,模具钢材分为冷作模具钢、热作模具钢、塑胶模具钢和高速钢。冷作模具钢------...
树脂模具可以用哪些材料(塑胶模具钢材有哪些,塑胶模具钢材有哪些常用)
塑料模具钢一般可分为时效硬化型塑料模具钢(含镜面模具钢)、耐蚀型塑料模具钢、渗碳型塑料模具钢、预硬型埋料模具钢(含易切削钢)、调质型塑料模具钢和淬硬型塑料模具钢六个大类。塑料模具钢性能要求严格,热处理...
一、热流道的历史、现在、未来热流道系统(hotrunnersystems)起源于注塑工业中的无流道系统,作为一项先进的塑料注塑加工技术,在西方发达国家的普及使用可以追溯到上个世纪的中期甚至更早。热流道具有许多优点,因此,...
一、热流道的历史、现在、未来热流道系统(hotrunnersystems)起源于注塑工业中的无流道系统,作为一项先进的塑料注塑加工技术,在西方发达国家的普及使用可以追溯到上个世纪的中期甚至更早。热流道具有许多优点,因此,...
...分享,完全是免费订阅,请放心关注。1、常用塑胶工程材料及收缩率?ABS:0.5%(超不碎胶)pc:0.5%(防弹玻璃胶)PMMa:0.5%:(有机玻璃)pe:2%聚乙烯PS:0.5%(聚苯乙稀)pp:2%(百折软胶)PA:2%(尼龙)PVC:2%(聚氯乙烯)POM:2%(塞钢)ABS+PC:0.4%...
1、常用塑胶工程材料及收缩率?ABS:0.5%(超不碎胶)pc:0.5%(防弹玻璃胶)PMMa:0.5%:(有机玻璃)pe:2%聚乙烯PS:0.5%(聚苯乙稀)pp:2%(百折软胶)PA:2%(尼龙)PVC:2%(聚氯乙烯)POM:2%(塞钢)ABS+PC:0.4%PC+ABS:0.5%工程材料:ABSPCPEPOMPMMAPPPPOPSPE...