注塑机顶针电磁阀在哪(注塑机规范开关机流程)
Posted
篇首语:逆风的方向,更适合飞翔。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机顶针电磁阀在哪(注塑机规范开关机流程)相关的知识,希望对你有一定的参考价值。
注塑机顶针电磁阀在哪(注塑机规范开关机流程)
注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
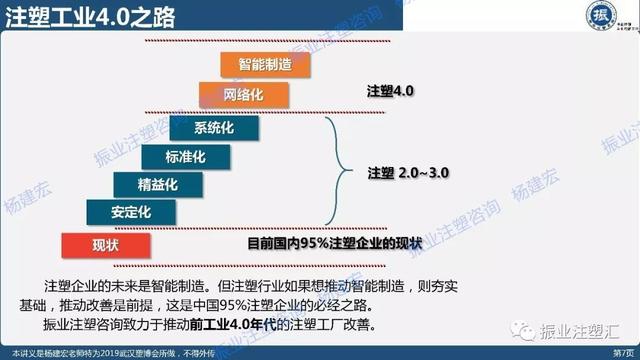
疫情以后,注塑行业向何处走?
我国现代化工业生产基地和产业集群生产基地正处在产业升级发展、产业转移、企业转型和技术升级结构调整时期,技术当然是必不可缺的。杨老师最近专门有安排录制注塑入门班的课程哟,大家有兴趣可以添加小编了解

杨老师在注塑现场,注塑机工艺指导中···
1.开机操作注意事项
①机器在运行时,要保证料斗安装妥当,原料充足。
②操作过程中必须关闭好安全门,始终要关控制箱和电源箱,以防灰尘和杂质进入箱内。
③不要随意移开熔胶筒的保护罩,以防被烧伤和漏电,检查时不要站在熔胶筒的保护罩上。
④严禁温度未达到设定的电热温度值就操作注射或熔胶动作,否则将会造成螺杆或油管损坏;电热温度由温度控制器上的两个信号灯来指示,温度到,红灯亮,加温停止;温度不到,绿灯亮,继续加温。
⑤严禁在开模状况下及射台没有退出时,用手动注射,否则定模板固定螺钉有可能损伤断掉或使模具脱落;也不允许用手动控制射台前进,否则也会有模具顶掉脱落的可能。
⑥严禁用手清理射嘴的胶料,螺杆温升达到后,不允许手和面部靠近射嘴,即使注射没有开始,筒内的气压也可使得熔胶料从射嘴喷出伤人。
⑦使用高温分解或高黏度的原料之后,要清理机器,并用PE或PP胶料,选择低压低速操作,清理时以防胶料飞溅出伤人。
⑧对于停机时间较长的机器,必须退出射台,打出料筒内极热的熔胶,否则容易产生断胶或披锋,模具也容易受损。

2.停机操作步骤
停机操作或紧急停机时,按红色的急停按钮,将控制电源全部关掉,加热部分不受影响,加热开关直接控制加热。如果只停液压泵,则按液压泵停止按钮即可。正常的停机步骤如下。
①关上料斗闸板,继续操作,直到料筒内胶料全部射出。
②在自动或半自动操作时,因缺料机器便会停止循环,可转换成手动操作模式,把胶料从料筒中尽量全部排出,以免留在料筒内。
③把安全门和工模打开,把顶针退回,除去模具中的胶丝或油锈渍,再喷上防锈油,把模具合到柱销尚未伸直即超过高压锁模位置时停下,以防止长时间的高压锁模产生拉杆变形或开模难。
● 杨建宏谈注塑 | 注塑生产中,有披锋缺陷为何不能加锁模力?
● 杨建宏谈注塑 | 注塑机市场逆势增长下的隐忧
● 杨建宏 | 注塑机不合模的原因分析
● 认真你就错了- - -从化学产品到注塑材料,你不必要恐慌
我们为注塑企业提供服务
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
相关参考
1.生产环境温度高,造成疲劳、顶针材料退火从而失效2.尺寸精度是否符合使用要求3.应力集中;轴在加工台阶时容易在直径变化突然的部位(其他工件在形状变化突然的部位)形成应力集中,从而在使用工程中遇到外力作用(特别是...
注塑模具设计的工序有哪些(模具制造工艺整体的设计流程,带你了解不一样的工艺)
...会转化为自己的心得分享出来模架加工打编号A、B板面板顶针固定板顶针底板底板模芯加工飞边粗磨检验铣床加工钳工加工CNC加工检验热处理精磨检验数控加工省模自检电极加工审图备料检验加工滑块加工见《滑块加工工艺》压...
注塑模具设计的工序有哪些(模具制造工艺整体的设计流程,带你了解不一样的工艺)
...会转化为自己的心得分享出来模架加工打编号A、B板面板顶针固定板顶针底板底板模芯加工飞边粗磨检验铣床加工钳工加工CNC加工检验热处理精磨检验数控加工省模自检电极加工审图备料检验加工滑块加工见《滑块加工工艺》压...
...,异物,清洁模面,。检查模具与机台的各个关联信号:顶针归位信号,内锁信号,有五金植入的还需检查真空吸信号,二、设定机台高压及模具低压保护,设定开合模速度,一般两板模开模速度为慢-快-慢,合模速度为快-中-...
...,异物,清洁模面,。检查模具与机台的各个关联信号:顶针归位信号,内锁信号,有五金植入的还需检查真空吸信号,二、设定机台高压及模具低压保护,设定开合模速度,一般两板模开模速度为慢-快-慢,合模速度为快-中-...
注塑小生1、注塑机操作方式有调整、手动、半自动、全自动。(1)调整:用于调整模具的厚度,以达到所需合模力。将选择开关拨到调整位置,手动操纵调模进、退开关,开合模处于慢速状态。(2)手动:一般在试车、试模和生产...
注塑小生1、注塑机操作方式有调整、手动、半自动、全自动。(1)调整:用于调整模具的厚度,以达到所需合模力。将选择开关拨到调整位置,手动操纵调模进、退开关,开合模处于慢速状态。(2)手动:一般在试车、试模和生产...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。注塑调机宝典五彩装饰灯,环灯▼注塑5要素1、温度:料筒温度、模...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。注塑调机宝典五彩装饰灯,环灯▼注塑5要素1、温度:料筒温度、模...
一、顶针布置原则(1)顶针布置应使顶出力尽量平衡。结构复杂部位所需脱模力较大,顶针数量应相应增加。(2)顶针应设置于有效部位,如骨位、柱位、台阶、金属嵌件、局部厚胶等结构复杂部位。骨位、柱位两侧的顶针应尽量对...