注塑机的开模行程是什么意思(旋转叠式模具是个什么鬼?)
Posted
篇首语:存储阳光,必有远芳;心中有暖,又何惧人生荒凉。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机的开模行程是什么意思(旋转叠式模具是个什么鬼?)相关的知识,希望对你有一定的参考价值。
注塑机的开模行程是什么意思(旋转叠式模具是个什么鬼?)
叠模又称叠式模,有模具不旋转和模具旋转两种方式。旋转型模具技术主要有两种:转盘型模具技术和内置旋转机构的模具技术。它的特点是两种组分可以同时注射,大大缩短了制品的生产周期。另外采用热流道叠层式注射模具,可以充分发挥注塑机的能力,节省人力和设备资源,极大地提高生产效率。
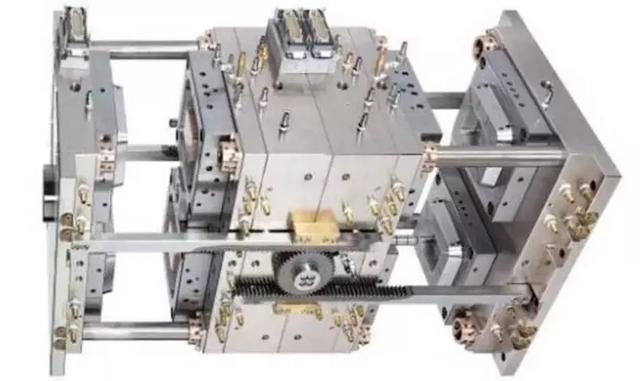
1、与常规模具不同的是,叠层式注射模具的型腔是分布在两个或多个层面上的,呈重叠式排列,即相当于是将多副模具叠放组合在一起。最常见的两层叠模通常是由两个单层的模具背对背安装而成,分模面通常依靠齿轮和齿条机构保持同步打开。
2、通常,注塑机与常规模具配合使用时,其本身的注射量和开模行程只使用了额定的20%~40%,没有充分发挥注塑机的性能。与常规模具相比, 两层叠模比标准模具在生产效率方面有近乎100%的提升,锁模压力只比标准模具大10%左右。极大地提高了设备利用率和生产率,并降低了注塑成本。
获取模具设计资料,可关注微信公众号:塑胶模具学习
3、叠层式注射模具最适于成型大型扁平制件、浅腔壳体类制件、小型多腔薄壁制件和需大批量生产的制件。
两层层叠式模具
双层叠模技术还可以同时生两种不同的产品,例如第一层模具生产一种产品,而第二层模具内则生产另一种产品,这些产品可以是材料相同或不同,颜色相同或不同等多种组合。例如利用叠式模可以实现第一层注塑容器面盖,第二层模具注塑容器主体。
注塑机最大注射量
叠层式热流道注射模具在热流道板和中心主喷嘴中的物料不影响模具所需注射量,可以忽略不计。注塑机所需的注射容积是标准模具近乎两倍。
注塑机注射压力
注射压力的校核主要是检验注射压力能否满足成型的需要。而叠层式热流道模具由于采用了热流道技术,但由于流程增加、投影面积增大,所需注射压力要比单层冷流道模具大。在校核注射压力时,应根据各种塑料的注塑工艺,并结合计算机模拟流动分析来确定塑件的注射压力,再与注塑机额定注射压力比较。
注塑机最大锁模力
叠层式注射模具的各层型腔以“背靠背”设置,理论上锁模力不增加。但是,由于叠层式注射模具的中心主喷嘴及分流板增大了流动通道,使塑件加上浇注系统在分型面上的投影面积有所增大;并且由于叠层而延伸了流道,压力损失比常规单层模具大,注射压力相应增大,致使型腔压力增大,故锁模力有所增加,校核时按相同单层模具所需锁模力增加10%~15%是比较安全的。
注塑机开模行程
叠层式注射模具在两个层面分型开模并顶出塑件,当校核开模行程时需采用相同传动比的齿轮齿条或曲肘连杆开模装置等同步开模机构,其开模行程是单层模具中最大开模行程那一层的2倍。
主喷嘴长度
中心主喷嘴不能太长或太短,这样模具闭合时,中心主喷嘴不会超出注塑机喷嘴在机座后退或前进的最大距离。由于中心主喷嘴要与模具的中间部分在分型时一起移动,所以应确保开模后中心主喷嘴仍留在定模部分内,以防止中心主喷嘴头部的溢料滴入定模型腔壁上。
浇注系统

叠层式注射模具热流道浇注系统能够较好地传递注射压力,有利于提高塑件的成型质量,并易于实现自动化生产,但对塑料品种有一定要求,而且热流道系统价格昂贵。
模温控制系统
模温是影响塑件成型质量的重要因素之一,叠层式注射模具设计时应保证各层型腔的温度条件控制一致。对于叠层式热流道注射模具,为减少热流道系统由于热传导的热量损失,应减少模具与热流道板之间的接触面积,并设置相应的隔热垫块。
开模机构
为使塑件收缩一致,塑件在各型腔中的停留时间(冷却时间)应当相等,故叠层式注射模具应当确保各层型腔的分型面同时开启。齿轮齿条传动机构和机械式连杆机构常作为叠层式注射模具的开模机构,前者的技术性能较好,也较经济,但后者的灵活性更大。
脱模机构
根据冷却时间等同要求,叠层式注射模具应对各层型腔中的塑件同时顶出。
两层叠式模+中间模板旋转式
由一台双物料注塑机、一套两层叠式模具,以及可作180°往复旋转的中间模板组成。注塑机完成第一注塑,经冷却后开模,中间模板会按设计要求作180°转动,把附着在模芯上的第一次注塑件转向第二层模腔,再合模进行注射。这种方式的第一次注射和第二次注射也是同步进行的,从第二次注射开始,每次开模在第二层模内成型一次共塑制品。
旋转叠式模技术是当今共注塑技术的高难技术,技术难度大,它高度融合了机器、模具的制造技术及系统控制技术。它既有叠式模共塑和旋转模板式共塑的优点:小的锁模力,即可用较小锁模力的的注塑机生产较大规格的塑件,另外,比机械手放件的方式更为准确,周期短、生产效率更高,十分适合大产量或生产周期长的共塑件的生产用途。
相关参考
...板模开模速度为慢-快-慢,合模速度为快-中-慢,三板模的开模速度一般为中-慢(这个是后模与中板脱离的行程)-快-慢,合模速度为快-慢。三根据产品所用的树脂原材料所需的温度,模具温度(有热流道的也要设定温度)进行...
...板模开模速度为慢-快-慢,合模速度为快-中-慢,三板模的开模速度一般为中-慢(这个是后模与中板脱离的行程)-快-慢,合模速度为快-慢。三根据产品所用的树脂原材料所需的温度,模具温度(有热流道的也要设定温度)进行...
...多副模具叠放组合在一起2.叠层模具产生的需求背景 通常注塑机在使用单层塑料注射模具的时候,其本身的注射量和开模行程只使用了额定的20%~40%,没有充分发挥注射机的性能,而叠层式注塑模具能够在不增加锁模力的基础上...
...多副模具叠放组合在一起2.叠层模具产生的需求背景 通常注塑机在使用单层塑料注射模具的时候,其本身的注射量和开模行程只使用了额定的20%~40%,没有充分发挥注射机的性能,而叠层式注塑模具能够在不增加锁模力的基础上...
注塑机开模行程不稳定(注塑件粘模、脱模不良故障分析及排除技巧)
模具故障产生粘模及脱模不良的原因是多方面的,而模具故障是其中主要原因之一。其产生原因及处理品方法如下:一、模具型腔表面粗糙,如果模具的型腔及流道内留有凿纹,刻痕,伤痕,凹陷等表面缺陷,塑件就很容易粘附...
注塑机开模行程不稳定(注塑件粘模、脱模不良故障分析及排除技巧)
模具故障产生粘模及脱模不良的原因是多方面的,而模具故障是其中主要原因之一。其产生原因及处理品方法如下:一、模具型腔表面粗糙,如果模具的型腔及流道内留有凿纹,刻痕,伤痕,凹陷等表面缺陷,塑件就很容易粘附...
...层模具就相当于将多副单层模具叠放在一起,安装在一台注塑机上进行注塑生产。叠层模具产生的需求背景通常注塑机在使用单层塑料注射模具的时候,其本身的注射量和开模行程只使用了额定的20%~40%,没有充分发挥注射机的...
...层模具就相当于将多副单层模具叠放在一起,安装在一台注塑机上进行注塑生产。叠层模具产生的需求背景通常注塑机在使用单层塑料注射模具的时候,其本身的注射量和开模行程只使用了额定的20%~40%,没有充分发挥注射机的...
注塑模具开模行程计算(设定工艺参数的一般流程与要点,你学会了吗?)
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!认识从文章开始,欢迎交流互相学习!你需要、就是我们深交的开始。设定工艺参数的一般流程与要点在设定注塑工艺参数时,一般按照以下流程进行,每个步骤...
注塑模具开模行程计算(设定工艺参数的一般流程与要点,你学会了吗?)
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!认识从文章开始,欢迎交流互相学习!你需要、就是我们深交的开始。设定工艺参数的一般流程与要点在设定注塑工艺参数时,一般按照以下流程进行,每个步骤...