注塑机熔胶怎么设置(佳明注塑机操作界面)
Posted
篇首语:人生难得几回搏,此时不搏待何时。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机熔胶怎么设置(佳明注塑机操作界面)相关的知识,希望对你有一定的参考价值。
注塑机熔胶怎么设置(佳明注塑机操作界面)
佳明注塑机操作界面
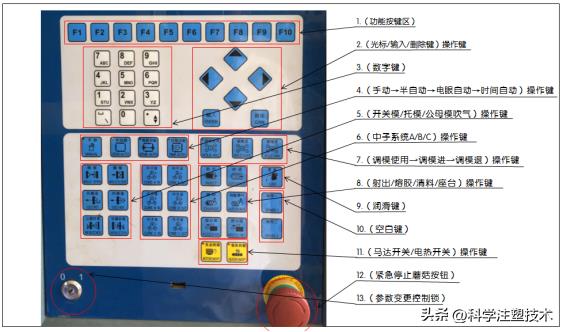
一、注塑机按键简介
1.功能按键区
2.光标/输入/删除键:方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值。
3.数字键:有0~9和小数点12个键组成,结合显示器画面设定注塑机生产制品工艺的参数。
4.手动一半自动一电眼自动一时间自动操作键
4.1手动操作键
(1)工作特点:手指按动某一按钮,其相应控制的某一零部件开始运动,直至完成动作停止,不再按动此按钮,也就不再有重复动作。
(2)应用原则:在模具装好后试生产时应用,检查模具装配质量及模具锁紧力的大小调试。对某些制品生产时的特殊情况,也可用手动操作。
4.2半自动操作键
(1)工作特点:关闭安全门后,注塑制品的各个生产动作时间继电器和限位开关连通控制,按事先调好的动作顺序进行至制品成型,打开安全门,取出制件为止。机器自动完成一个工作周期,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产。
(2)应用原则:注塑机的各部位工作零部件,质量完好,能够准确完成各自的工作动作,批量生产某一制品时,采用半自动操作。
4.3电眼自动操作键
(1)工作特点:按下此键时,机器处于自动循环,每一个循环结束时,于4秒内检查成品是否有掉落通过检出电眼,若无,代表产品还留在模内。此时,机器停止警报动作,显示屏将显示“托模失败“。
(2)应用原则:在机器无法使用机械手而全自动时,对机械和模具的一种安全保障。
4.4时间自动操作键
(1)工作特点:注塑机的各部位工作零部件质量完好,能够保证各动作正确工作条件下,由电器自动控制各工作程序,使各种动作按固定编制好的程序循环工作,也就是我们常说的全自动。
(2)应用原则:用于批量注塑生产某一种制品时。
5.开关模/托模/公母模吹气操作键
6.中子系统A/B/C操作键
7.调模使用一调模进一调模退操作键
8.射出/熔胶/清料/座台操作键
9.润滑键
机台的润滑,按操作要求严格执行,在缺油的状况下运转,将严重磨损机件,特别是锁模机械的连杆和筒套,如果长时间的使用确有可能会发生磨损,将导致机台的精密度下降,从而无法工作。
10.空白键:制造厂商预留的备用按键。
11.马达开关/电热开关操作键:马达油泵开启,电热开关,料筒升温加热开启。
12.紧急停止蘑菇按钮:此按钮在机台发生声音异常,严重液体泄漏,漏电,起火等比较紧急的情况下按下此钮,并及时的向上一级汇报。
13.参数变更控制锁:
锁口形状标向1时说明注塑机参数可以调整保存,锁口如果标向0时说明参数不可调整;此锁为防止非设备操作无关人员调整机器参数。
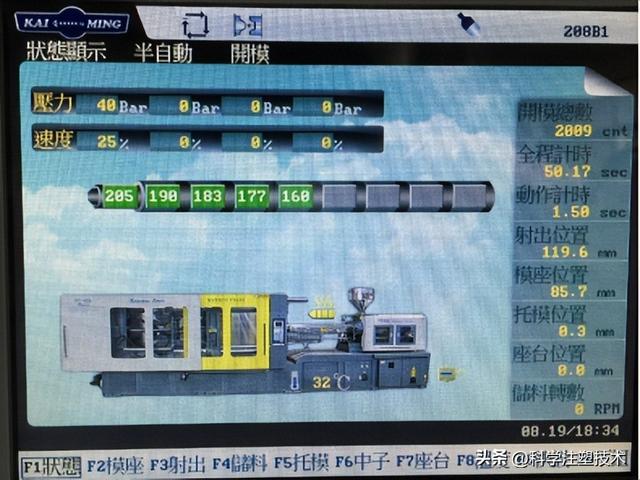
二、注塑机主界面
注塑机状态栏:F1状态、F2模座、F3射出、F4储料、F5托模、F6中子、F7座台、F8温度、F9快设、F10下页
注塑机状态栏:F1状态、F2生管、F3校正、F4 IO、F5模具、F6其他、F7系统、F8版本

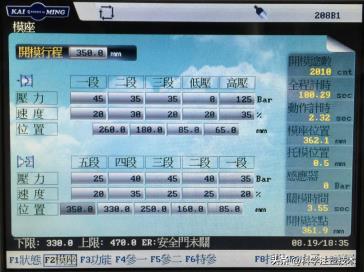
三、注塑机模座界面
进入路径:主界面按F2进入模座界面,再按F2进入模座设定界面
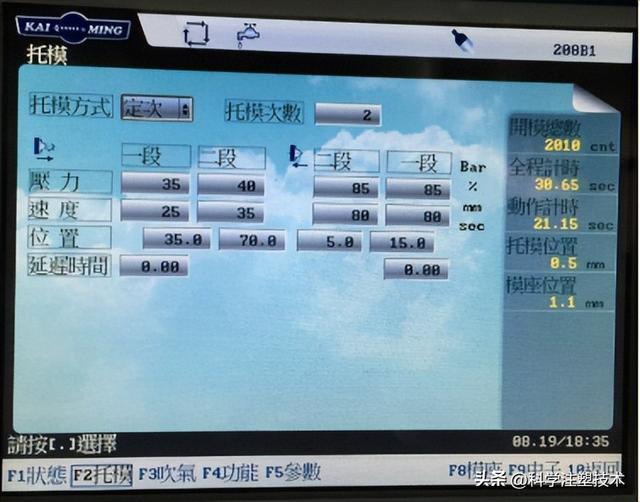
四、注塑机托模界面
进入路径:主界面按F5进入托模界面,再按F2进入托模设定界面
五、注塑机吹气界面
进入路径:主界面按F5进入托模界面,再按F3进入吹气设定界面

六、注塑机中子界面
进入路径:主界面按F6进入中子界面,再按F2进入中一设定界面
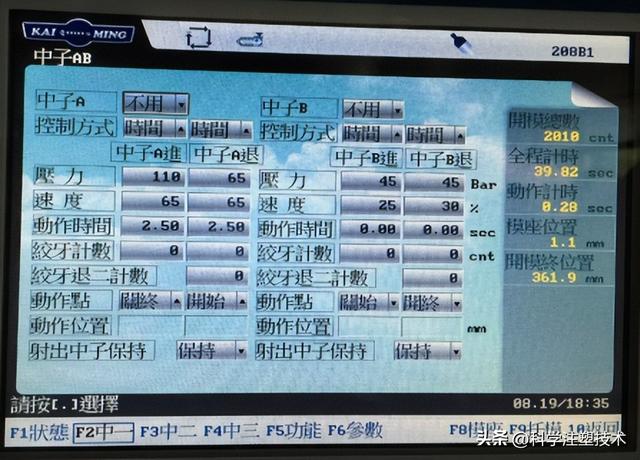
1.中子进退是抽芯用的,就是静模和动模中的一个动作,或在动模或在静模,是根据模具产品的外形定的,比如一个半圆形的球面边缘有洞眼或者其他花型等,产品开模的时候肯定在动模上,有洞眼或者其他花型肯定脱不了模,所以模具设计的时候要有抽芯动作(中子进退功能)把有洞眼或花型的模具铁用抽芯动作抽掉,然后产品就容易脱模了。模具上有油缸的模具多是有抽芯动作(中子进退) 。
拿上述产品注塑机动作是-合模-高压锁模-中子进-注塑-冷却-开模-中子退-顶出。
2.中子在使用时,有时间控制模式和行程控制模式,如果是在试模的状态下,比较简单的抽芯,可以用肉眼来观察模具抽芯是否进出到位,预防拉坏或顶或模具。如需要生产时,如有影响到顶出或影响到产品出模的抽芯,必须使用行程模式(即限位开关)防止抽芯不到位,拉坏或顶坏模具。
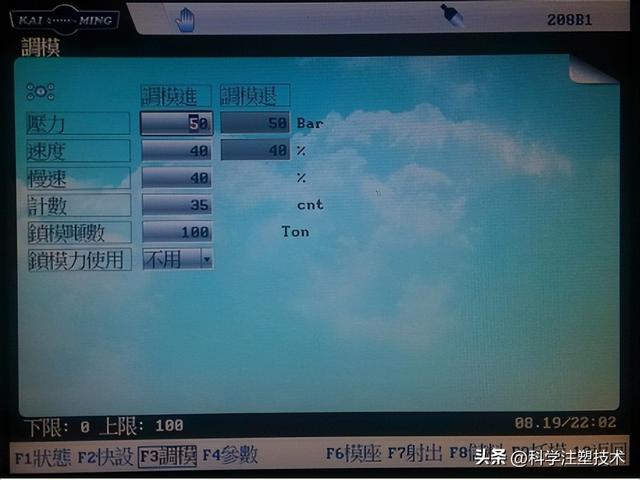
七、注塑机调模界面
1.注塑成型机多级注射的优点:
多级注射结合高速和低速注射的优点,能充分发挥注塑机成型性能,适合加工几何形状复杂的制品,适应流道和型腔各断面流动变化。能较好的消除制品的流痕、缩孔、气泡、结合线、烧焦等缺陷。
2.高速注射的优点:
(1)缩短注射时间。
(2)增大流动距离。
(3)提高制品表面光洁度。
(4)提高熔接痕的强度。
(5)防止产生冷却变形。
3.低速注射的优点:
(1)防止产生溢边。
(2)防止产生流动纹。
(3)防止模具排气跟不上进料。
(4)减少缩孔。
4.多级注射的效果:
(1)缩短注射时间。
(2)减少溢边缺料。
(3)减少流动纹。
(4)减少制品重量误差。
(5)减少缩孔降低锁模力。
(6)减少制品表面光泽不均。
(7)减少制品流痕。
(8)提高熔接强度。
(9)防止制品烧焦。
(10)减少弯曲(翘曲)及变形。
(11)提高涂漆和电镀牢度。
5.多级注射成型技术,不应利用调整注射压力来改变所需的注射速度,所以在确定注塑压力时稍高一点,从而依改变速度的方法来调节,能较好的较快调节好成型制品。
九、注塑机储料界面
进入路径:主界面按F4进入储料界面,再按F2进入储料设定界面

1.熔胶就是储料;储料和冷却时间及射退组成储料页面,储料压力一般设定在70bar/ cm²,流量50%左右,也可根据实际应用情况进行调整合适压力和速度。当设定好储料压力、流量、背压和终止位置,如重新调动背压幅度较大,终止位置重新设定。因储料背压高低影响储料密度,背压越高密度越高在同样的容积内储料越多,会影响射出位置。
2.射退是在预塑结束后将螺杆向后退,使螺杆头前端到喷嘴一段储料容积放大一点,也就将储料的背压释放掉,这时料筒内的熔融料不会再开模时从喷嘴口流出,否则熔融料会从喷嘴流出来释放背压,这样从喷嘴流出的塑料会流入模具流道内,将严重影响下个制品的成型稳定性,如射退移动位置过大,是储料容积放得过大,外界气体就会跑入熔融的塑料中,成型制品就会产生料花和气影。
3.冷却时间的设定包含储料时间,所以设定冷却时间要超过储料时间。
4.储料可分为三段设定压力、速度和位置。背压,有些机台用的是手动调节液压阀来实现,其它机台均在显示器上面使用数字调节。
5.射退:可设定射退压力、速度、动作时间及射退距离,射退方式可选用位置或时间控制,一般选用位置控制。
6.储料前冷却:设定区间保压结束开始冷却时间,到储料动作开始到止,随后预塑到设定的熔胶位置,熔胶停止,接着就开模。
十、清料、座台
1.生产完成或更换材料是要进行料筒清洗,根据所要换的材料加工温度进行设定,温度达到后进行清洗,用干净的次料进行料筒清洗,清洗结束后将射出的料块分类放到指定的位置。
2.清洗料时射座要退出,停换模洗料筒时,应把射嘴调到适当或较高的温度,使射嘴保持通畅。
3.座台。
(1)座台包括有储料料筒、熔胶马达、射出油缸、下料斗,座台进退油缸等组成,座台的射嘴中心点与中板顶针孔中心点一致。座台后退可分为三种,第一种是储料后;第二种是开模前;第三种射出后;也可以选择不用,大部分材料是不需要使用座台退,因座台退容易造成漏胶;撞坏机嘴等现象。
(2)座退的使用,流动性差易堵嘴的材料使用座退,例:POM、PA、PMMA,为了防止没有热流道的模具容易发生堵嘴现象,会选择座退,让背压释放出来熔融胶料就不易冷却在机嘴上面,这样就不会发生射不出胶料,而产品制程不良。
资料来源:网络
相关参考
佳明注塑机操作界面一、注塑机按键简介1.功能按键区2.光标/输入/删除键:方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值。3.数字键:有0~9和小数点12个...
佳明注塑机操作界面一、注塑机按键简介1.功能按键区2.光标/输入/删除键:方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值。3.数字键:有0~9和小数点12个...
佳明注塑机操作界面一、注塑机按键简介1.功能按键区2.光标/输入/删除键:方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值。3.数字键:有0~9和小数点12个...
佳明注塑机操作界面一、注塑机按键简介1.功能按键区2.光标/输入/删除键:方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值。3.数字键:有0~9和小数点12个...
致力于注塑成套的解决方案,分享注塑相关视频及知识!认识从文章开始!你需要、就是我们深交的开始。安全操作时1、料斗下料困难就不用磁力架。2、反操作侧操作。3、模具没合模,射座台就前进。4、合模不设低压保护或...
致力于注塑成套的解决方案,分享注塑相关视频及知识!认识从文章开始!你需要、就是我们深交的开始。安全操作时1、料斗下料困难就不用磁力架。2、反操作侧操作。3、模具没合模,射座台就前进。4、合模不设低压保护或...
日钢注塑机JSW操作界面
海天注塑机操作界面继续播放海天注塑机操作界面。大家观看界面则可,参数不能使用,谢谢!锁模设定开模设定开模终止位置要大于或等于开模初始位置,否则模具动不了开模终止位置要大于或等于开模初始位置,否则模具动...
海天注塑机操作界面继续播放海天注塑机操作界面。大家观看界面则可,参数不能使用,谢谢!锁模设定开模设定开模终止位置要大于或等于开模初始位置,否则模具动不了开模终止位置要大于或等于开模初始位置,否则模具动...
注塑机熔胶螺杆转不会退(「注塑产品常见缺陷的成因及解决方法」银纹和水波纹)
银纹银纹是指在塑件表面沿着熔体流动方向形成的喷溅状线条,其产生有主要原因是熔体内含有气体。原料未充分干燥原料在空气中暴露时间过长,吸入过多的水分。吸水性高的原材料要经过充分干燥才能投入生产。熔融过程中...